一种低密度轻质发泡TPE材料及其应用的制作方法
一种低密度轻质发泡tpe材料及其应用
技术领域
1.本发明发泡材料领域,具体涉及一种低密度轻质发泡tpe材料及其应用。
背景技术:
2.衬垫是一件文胸的关键部件之一,它既体现了女性美感,更是托起女性乳房,防止下垂,健康的保证。衬垫材料的选用是舒适度最大影响因素,衬垫成型工艺有海绵,注塑,乳胶等,目前市场上还是以海绵,珍珠棉,乳胶棉,直立棉等为主,它们都是采用相同的发泡工艺,优点是轻,但定型温度在180
‑
210℃,且定型周期长,定型过程中气味重,对操作人员的身体健康有较大影响,其次,海绵还易老化变黄,杯口变硬,穿戴舒适度显著降低;另外,发泡泡孔是开口的,会导致不易干,加速老化的问题,进而导致搓洗易变形,严重的直接会撕开裂,使用寿命短;此外,海绵等制造过程的废料比例高达40
‑
64%,多年来处理海绵垃圾是一个很艰巨的环保问题。
3.近些年来,注塑tpe衬垫工艺已经越来越成熟,优点尤其明显,比如材料透明,无毒无味,在拉伸比率达到350%的条件下,可保持150h以上不龟裂,在触感上也更接近人体皮肤的柔软度。另外,在加工过程中零废料,浇口和不良品可以破碎后重复加工使用。然而注塑tpe衬垫工艺同样存在缺点,相当大的一部分女性朋友为了健康,喜欢穿环保无毒安全的tpe材料做的文胸,又希望有仿乳房的柔软度,又希望重量再减轻一点,但注塑的tpe衬垫密度比较大,即使通过打孔也无法改善该问题。文胸衬垫需要做减轻工作,必须在材料发泡工艺上持续研究,力求降低密度,才能够满足更多的女性朋友穿上健康,安全,环保,舒适的文胸。
4.目前我国的发泡技术在eva(发泡鞋底),epdm(三元乙丙发泡汽车门窗密封条)等技术领域已经较为成熟,因此也一直在tpe应用领域延伸,市场上需求也很大,希望通过该种工艺大幅度的降低材料密度,然而tpe重量减轻最多不到9%,成品率还很低,因此降低密度和成本依旧是瓶颈。
技术实现要素:
5.发明目的:为了解决上述问题,本发明的发明目的在于提供一种密度低、耐高温、机械强度好并且舒适度高的低密度轻质发泡tpe材料及其在制备文胸衬垫中的应用。
6.本发明的技术方案:
7.一种低密度轻质发泡tpe材料,其包含如下重量份的组分:
8.9.作为本发明一种低密度轻质发泡tpe材料的进一步方案,本发明所使用的苯乙烯类聚合物为苯乙烯
‑
乙烯/丁烯
‑
苯乙烯共聚物(sebs)、苯乙烯
‑
乙烯/丙烯
‑
苯乙烯嵌段共聚物(seps)中的一种或多种。
10.作为本发明一种低密度轻质发泡tpe材料的进一步方案,本发明所使用的白油选自26#和32#高粘度食品级白油中的一种或多种。
11.作为本发明一种低密度轻质发泡tpe材料的进一步方案,本发明所使用的热膨胀微球类发泡剂可选自市售热膨胀微球类发泡剂,也可使用自制热膨胀微球发泡剂。
12.具体的,热膨胀微球有不同的发泡温度,以及不同的发泡密度,能够根据工艺不同选择热膨胀微球类发泡剂。
13.作为本发明一种低密度轻质发泡tpe材料的进一步方案,所述自制热膨胀微球类发泡剂具有复合微球结构,包含外层和内层,其中外层为聚合物层,内层为包含若干小微球及固体颗粒的混合层,所述小微球包含壳材及芯材,所述固体颗粒与芯材接触后发生化学反应并释放出气体。
14.作为本发明一种低密度轻质发泡tpe材料的进一步方案,所述自制热膨胀微球类发泡剂其复合微球粒径为30
‑
50μm,内层中的小微球粒径为0.5
‑
3μm。
15.作为本发明一种低密度轻质发泡tpe材料的进一步方案,所述自制热膨胀微球类发泡剂中外层通过含双建可聚合单体进行聚合反应得到。
16.作为本发明一种低密度轻质发泡tpe材料的进一步方案,本发明所述自制热膨胀微球类发泡剂的内层为包含pmma包覆乙酸微球和碳酸钙的混合物层。,优选为分子量为30万
‑
50万的超高分子量pmma。
17.具体的,本发明所使用的自制热膨胀微球类发泡剂在加热条件下释放出有机酸,如下以乙酸作为有机酸的代表来阐释发泡原理:
18.(1)
19.(2)
20.通过上述原理可以发现,加热条件下,pmma包覆乙酸微球将乙酸释放出来,乙酸能够和碳酸钙反应生成co2气体和乙酸钙,然后乙酸钙在加热条件下会分解生成丙酮气体和碳酸钙,然后碳酸钙又继续与乙酸发生反应。乙酸最终全部转化为二氧化碳和丙酮气体,在体系中不会有任何的残留,因此可有效避免油性物质渗透到表面的问题。
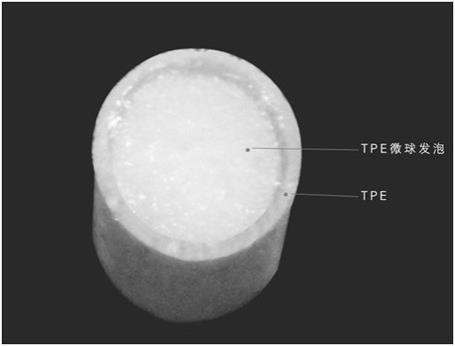
21.作为本发明一种低密度轻质发泡tpe材料的进一步方案,本发明成型后外层tpe将发泡部分包在内层,可以保持不亲水,使得制成的文胸罩杯易干,不易滋生细菌螨虫。特别的,外层所占厚度相对于内层来说占比很小,因此大面积微球发泡可显著降低产品密度。
22.作为本发明一种低密度轻质发泡tpe材料的进一步方案,本发明所使用的结构增强剂为疏水改性莱赛尔纤维。
23.作为本发明一种低密度轻质发泡tpe材料的进一步方案,本发明所使用的疏水改性莱赛尔纤维其长度为300μm
‑
600μm,其直径为5μm
‑
15μm。
24.作为本发明一种低密度轻质发泡tpe材料的进一步方案,本发明所使用的疏水改性莱赛尔纤维的制备方法为:将莱赛尔纤维溶于水中,加入有机氟硅改性剂,分散均匀后过
滤去除水和过量的有机氟硅改性剂,在烘箱中烘干,即得到疏水改性莱赛尔纤维。
25.具体的,上述方案中使用的水为超纯水。
26.上述方案中使用的水和莱赛尔纤维的比例为9:1。
27.上述方案中使用的有机氟硅改性剂的添加量为总质量的1%
‑
3%。
28.上述方案中使用的有机氟硅改性剂选自全氟辛基三甲氧基硅氧烷和/或全氟癸基三乙氧基硅烷。
29.更具体的莱赛尔纤维的改性方法为:
30.(1)将水和有机氟硅改性剂混合,搅拌均匀,得到分散液备用;
31.(2)将莱赛尔纤维缓慢地分批加入到步骤(1)制得的分散液中,纤维完全加入体系后,继续搅拌,直至纤维平均长度在300μm
‑
600μm时停止搅拌;
32.(3)将步骤(2)制得的混合液过滤,得到的固体在50
‑
70℃的温度下干燥,即可得到所述疏水改性的莱赛尔纤维。
33.作为本发明一种低密度轻质发泡tpe材料的进一步方案,本发明所的制备工艺包含以下过程:
34.步骤1:按重量份准备好各组分原料;
35.步骤2:混合均匀,在60℃
‑
80℃下烘料1
‑
2小时;
36.步骤3:使用注塑机进行成型,注塑温度根据所需发泡温度做调整。
37.特别的,微发泡材料不能长时间停留在注塑机筒螺杆内,否则不良率会严重上升。
38.本发明提供的技术方案带来的有益效果是:
39.本发明通过使用微球发泡剂进行闭口发泡,使得tpe材料的密度有了明显降低,并且不会析油,还能够明显提升发泡体积和发泡均匀度,可有效避免小分子烷烃发泡剂的析出迁移问题。另外,本发明通过使用莱赛尔纤维给已产生的气泡提供机械强度保障,因此不会出现在气孔很多的情况下发生坍塌的现象。通过对莱赛尔纤维进行疏水化改性,将莱赛尔纤维的吸水率从40%降低到低于5%,因此在人体出汗以及水洗时不会发生莱赛尔纤维的膨胀现象,从而不会对整体结构造成形变,进而影响其使用寿命。本发明提供的tpe材料的密度大大降低,减轻了穿戴时重量负担高的问题,制作出的衬垫具有美观以及舒适度高的效果。
附图说明
40.图1为本发明提供的低密度轻质发泡tpe材料的切面图。
41.图2为本发明制备得到的疏水改性的莱赛尔纤维1的显微镜图。
42.图3为本发明制备得到的疏水改性的莱赛尔纤维2的显微镜图。
43.图4为本发明制备得到的疏水改性的莱赛尔纤维3的显微镜图。
44.具体实施方法
45.以下将通过具体实施例进一步地描述本发明。
46.在以下具体实施例中,所涉及的操作未注明条件者,均按照常规条件或者制造商建议的条件进行。本发明使用的苯乙烯
‑
乙烯/丁烯
‑
苯乙烯共聚物(sebs)可选购自李长荣globalprenne 7550、巴陵石化yh
‑
506、巴陵石化yh
‑
533、科腾kraton fg1924x。本发明使用的苯乙烯
‑
乙烯/丙烯
‑
苯乙烯嵌段共聚物(seps)可选购自巴陵石化4052、巴陵石化4053、科
腾kraton g1701。除自制的热膨胀微球类发泡剂外,本发明所使用的热膨胀微球类发泡剂还可选购自日本松木油脂制药株式会社的f
‑
30、f
‑
36、f36lv、f
‑
48、fn
‑
80gs、f
‑
50、f
‑
65、fn
‑
100ss、fn
‑
100s、f
‑
100m、fn
‑
100m、fn
‑
100、f
‑
105、fn
‑
180ss、fn
‑
180s、fn
‑
180、f
‑
190d、f230d、f
‑
260d、f
‑
2800d、f
‑
2830d、f2860d类热膨胀微球类发泡剂。本发明使用的纳米银抗菌剂选购自北京洁而爽纳米银离子抗菌剂scj
‑
956e。
47.本发明方案中其余所用原料购自国药试剂以及阿拉丁试剂。
48.疏水改性的莱赛尔纤维的制备例1
49.准备好已经喷涂过碳化钨涂层的分散盘、烧杯、分散机。
50.将90g的水,1g的有机氟硅改性剂全氟辛基三甲氧基硅氧烷加入到烧杯中,使用分散机在400转/分钟的速度下进行搅拌。
51.将10g的莱赛尔纤维缓慢的分批加入到正在分散的烧杯中,视体系内莱赛尔纤维是否已经完全打开决定是否添加纤维。其中莱赛尔纤维的初始长度平均为20mm左右,直径为5μm。
52.莱赛尔纤维完全加入体系后,将分散机转速提高到1000转/分钟。每20分钟取样测试莱赛尔纤维长度,直至大部分纤维长度落在300μm
‑
600μm时停止搅拌。
53.使用滤纸过滤得到改性莱赛尔纤维,放置于60℃烘箱中进行干燥,最终得到疏水改性的莱赛尔纤维1。
54.疏水改性的莱赛尔纤维的制备例2
55.准备好已经喷涂过碳化钨涂层的分散盘、烧杯、分散机。
56.将90g的水,2g的有机氟硅改性剂全氟癸基三乙氧基硅烷加入到烧杯中,使用分散机在400转/分钟的速度下进行搅拌。
57.将10g的莱赛尔纤维缓慢的分批加入到正在分散的烧杯中,视体系内莱赛尔纤维是否已经完全打开决定是否添加纤维。其中莱赛尔纤维的初始长度平均为20mm左右,直径为10μm。
58.莱赛尔纤维完全加入体系后,将分散机转速提高到1000转/分钟。每20分钟取样测试莱赛尔纤维长度,直至大部分纤维长度落在300μm
‑
600μm时停止搅拌。
59.使用滤纸过滤得到改性莱赛尔纤维,放置于60℃烘箱中进行干燥,最终得到疏水改性的莱赛尔纤维2。
60.疏水改性的莱赛尔纤维的制备例3
61.准备好已经喷涂过碳化钨涂层的分散盘、烧杯、分散机。
62.将90g的水,1g的有机氟硅改性剂全氟癸基三乙氧基硅烷加入到烧杯中,使用分散机在400转/分钟的速度下进行搅拌。
63.将10g的莱赛尔纤维缓慢的分批加入到正在分散的烧杯中,视体系内莱赛尔纤维是否已经完全打开决定是否添加纤维。其中莱赛尔纤维的初始长度平均为20mm左右,直径为15μm。
64.莱赛尔纤维完全加入体系后,将分散机转速提高到1000转/分钟。每20分钟取样测试莱赛尔纤维长度,直至大部分纤维长度落在300μm
‑
600μm时停止搅拌。
65.使用滤纸过滤得到改性莱赛尔纤维,放置于60℃烘箱中进行干燥,最终得到疏水改性的莱赛尔纤维3。
66.实施例1
67.准备好400g的李长荣globalprenne 7550树脂、300g的巴陵石化yh
‑
506树脂、100g的科腾kraton fg1924x树脂、180g的26#食品级白油,15g的微球发泡剂fn
‑
180ss、4g的疏水改性莱赛尔纤维1、1g的纳米银离子抗菌剂scj
‑
956e原料;
68.将上述物料混合均匀,在80℃下烘料1.5小时。使用注塑机进行成型,注塑温度为175℃。
69.实施例2
70.准备好300g的科腾kraton fg1924x树脂、300g的巴陵石化4052树脂、200g的科腾kraton g1701树脂、180g的32#食品级白油,15g的自制热膨胀微球发泡剂、4g的疏水改性莱赛尔纤维1、1g的纳米银离子抗菌剂scj
‑
956e原料;
71.将上述物料混合均匀,在80℃下烘料1.5小时。使用注塑机进行成型,注塑温度为160℃。
72.实施例3
73.准备好300g的科腾kraton fg1924x树脂、300g的巴陵石化4052树脂、200g的科腾kraton g1701树脂、180g的26#食品级白油,15g的微球发泡剂f
‑
190d、4g的疏水改性莱赛尔纤维2、1g的纳米银离子抗菌剂scj
‑
956e原料;
74.将上述物料混合均匀,在80℃下烘料1.5小时。使用注塑机进行成型,注塑温度为215℃。
75.实施例4
76.准备好300g的李长荣globalprenne 7550树脂、200g的巴陵石化4053树脂、250g的科腾kraton g1701树脂、215g的32#食品级白油,24g的微球发泡剂f
‑
260d、4g的疏水改性莱赛尔纤维3、1g的纳米银离子抗菌剂scj
‑
956e原料;
77.将上述物料混合均匀,在80℃下烘料1.5小时。使用注塑机进行成型,注塑温度为250℃。
78.实施例5
79.准备好400g的李长荣globalprenne 7550树脂、370g的巴陵石化4053树脂、202g的26#食品级白油,19g的微球发泡剂f230d、4g的疏水改性莱赛尔纤维2、1g的纳米银离子抗菌剂scj
‑
956e原料;
80.将上述物料混合均匀,在80℃下烘料1.5小时。使用注塑机进行成型,注塑温度为230℃。
81.实施例6
82.准备好200g的巴陵石化yh
‑
533树脂、500g的巴陵石化4052树脂、50g的科腾kraton g1701树脂、215g的32#食品级白油,24g的自制热膨胀微球发泡剂、4g的疏水改性莱赛尔纤维3、1g的纳米银离子抗菌剂scj
‑
956e原料;
83.将上述物料混合均匀,在80℃下烘料1.5小时。使用注塑机进行成型,注塑温度为165℃。
84.对比例1
85.准备好300g的科腾kraton fg1924x树脂、300g的巴陵石化4052树脂、200g的科腾kraton g1701树脂、180g的32#食品级白油,15g的自制热膨胀微球发泡剂、1g的纳米银离子
抗菌剂scj
‑
956e原料;
86.将上述物料混合均匀,在80℃下烘料1.5小时。使用注塑机进行成型,注塑温度为160℃。
87.对比例2
88.准备好300g的科腾kraton fg1924x树脂、300g的巴陵石化4052树脂、200g的科腾kraton g1701树脂、180g的32#食品级白油,4g的疏水改性莱赛尔纤维1、1g的纳米银离子抗菌剂scj
‑
956e原料;
89.将上述物料混合均匀,在80℃下烘料1.5小时。使用注塑机进行成型,注塑温度为160℃。
90.上述的实施例仅例示性说明本发明创造的原理及其功效,以及部分运用的实施例,而非用于限制本发明;应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
91.为了说明本发明的技术效果,测试上述实施例1
‑
6以及对比例1
‑
2制备得到的tpe材料的密度、高温老化,低温白油析出,按压强度保持情况。
92.密度测试:将材料注塑成直径为3cm,长为6cm的圆柱体,将其放置于50ml的玻璃量筒中,加入超纯水,定容到50ml,通过计算得到体系密度和密度降低率,其计算公式如下所示:
93.密度={50
‑
(总质量
‑
量筒质量
‑
注塑件质量)}/50
94.密度降低率(%)=实施例密度/未发泡密度
95.高温老化测试:将材料注塑成5cm*5cm*5cm的正方体,放置于具有紫外灯管的老化箱中,控制老化箱温度为40℃,持续36小时。关注其表面粘手情况以及高度维持情况(测试高度/初始高度),每个实施例测试3个样本取平均值。
96.低温白油析出测试:将将材料注塑成5cm*5cm*5cm的正方体,放置于
‑
18℃的冰柜中,持续120小时,关注其表面粘手情况,判断白油的析出多少,每个实施例测试3个样本取平均值。
97.按压强度保持情况:将材料注塑成5cm*5cm*5cm的正方体,使用100n的外力反复挤压各个实施例,重复3000次后测试其高度维持情况(测试高度/初始高度),每个实施例测试3个样本取平均值。
[0098][0099][0100]
*
注:上表中,对比例2没有进行发泡,因此其高度维持情况都优于其他实施例,不具有对比性。
[0101]
由上表数据可以看出,本发明提供的tpe材料具有显著降低的密度,在多孔情况下仍然具有非常好的强度,并且有效克服了析油的问题。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1