一种酱香白酒组合式摊晾设备及工艺的制作方法
1.本发明涉及白酒酿造技术领域,具体指一种酱香白酒组合式摊晾设备及工艺。
背景技术:
2.传统酱香白酒的摊晾,一般都采用手工作业的方式。当蒸馏后的糟醅从酒甑倒入摊晾场地后,人工将糟醅摊开,辅以风机冷却,通过多次翻糙,将糟醅降低至合适温度。然后添加大曲,再经过多次翻糙,使大曲和糟醅充分混匀,温度均匀适宜,从而达到起堆的要求。
3.随着近几年中国白酒四化(机械化、自动化、信息化、智能化)建设的推进,酱酒生产中有些环节也引入了机械生产来替代手工作业,摊晾机也逐步在酱酒生产中得到了运用。如专利申请号为cn201911064434.7(公布号为cn110777032a)的发明专利《酱香型白酒机械化酿造工艺》公开了酱香型白酒机械化酿造工艺,包括以下步骤:起糟:使用起重装置将蒸馏后的糟醅起出;混沙、摊晾:将糟醅的顶部与内部分别与高粱、辅料稻壳混合,并倒入凉槽,打散并摊匀,当糟醅温度下降到38
‑
40℃时,洒入尾酒;蒸煮:用蒸熟的稻壳垫甑,然后依次装入内部糟醅混合物和顶部糟醅混合物,采用蒸煮机进行蒸煮;摊晾:将甑体吊至凉槽并将糟醅倒入凉槽内,打散并摊匀,当糟醅温度到38
‑
40℃时,洒入尾酒、酒曲;入池封窖:将冷却好的糟醅输送到槽窖内,并分层踩实,密封;窖池发酵:保证槽窖内的糟醅在厌氧环境下进行。该方法酿造出的白酒酒体更加醇厚细腻,回味长、苦味降低,酱香味浓,采用机械化操作,降低成本,提高生产效率。
4.但是受限于酱香糟醅粘度大、易结团的问题,采用现有的摊晾设备和技术,糟醅的摊晾并不能达到传统手工作业的效果,摊晾结果“形似而神非”,对起堆后糟醅中的微生物生长、糟醅温度的提升,以及后续窖内发酵造成影响。
技术实现要素:
5.本发明所要解决的第一个技术问题是针对现有技术的现状,提供一种可以使曲与糟醅混合更均匀、降温效果好、且避免曲粉浪费及粉尘飞扬的酱香白酒组合式摊晾设备。
6.本发明所要解决的第二个技术问题是提供一种上述酱香白酒组合式摊晾设备的摊晾工艺。
7.本发明解决上述第一个技术问题所采用的技术方案为:一种酱香白酒组合式摊晾设备,其特征在于:包括有
8.机架,按照工艺流程的顺序依次具有上料工位、第一摊晾工位、风冷工位、第一加曲工位、第二摊晾工位、第二加曲工位和下料工位;
9.蒸馏装置,用于对糟醅进行蒸馏并供给到上料工位;
10.喂料装置,用于将糟醅从上料工位输送到第一摊晾工位;
11.第一摊晾装置,用于将糟醅从第一摊晾工位输送到第二摊晾工位并同时对其进行翻拌;
12.风冷装置,用于对移动到风冷工位的糟醅进行风冷;
13.第一加曲装置,用于向移动到第一加曲工位的糟醅中加曲;
14.第二摊晾装置,用于将糟醅从第二摊晾工位输送到下料工位并同时对其进行翻拌;以及
15.第二加曲装置,用于向移动到第二加曲工位的糟醅中加曲。
16.为了实现原酒的提取,所述的蒸馏装置包括有
17.酒甑,用于容置糟醅并对其进行加热;
18.冷凝器,其气相入口连通所述酒甑的气相出口;以及
19.接酒桶,其液相入口通过输酒管连通所述冷凝器的液相出口。
20.为了对蒸馏后的糟醅进行降温同时起到除杂作用,所述的酒甑上设有用于检测酒甑内部压力的压力传感器,所述的冷凝器上设有用于检测冷凝器内部液位的液位传感器;
21.所述的蒸馏装置还包括有
22.废液管,其入口端连通所述冷凝器的液相出口;以及
23.抽真空泵,其抽气口通过抽排管路连通所述冷凝器的气相出口;
24.所述的输酒管上安装有第一阀门,所述的废液管上安装有第二阀门,所述的抽排管路上安装有第三阀门;
25.所述的蒸馏装置至少具有三种状态:
26.在第一状态下,所述的第一阀门打开,所述的第二阀门和第三阀门关闭;
27.在第二状态下,所述的第三阀门打开,所述的第一阀门和第二阀门关闭;
28.在第三状态下,所述的第二阀门打开,所述的第一阀门和第三阀门关闭。
29.为了自动实现糟醅的蒸馏、降温和除杂,所述的蒸馏装置具有控制器,该控制器与所述的压力传感器、液位传感器、抽真空泵、第一阀门、第二阀门和第三阀门电连接,以使控制器能接收压力传感器和液位传感器采集到的信号并控制抽真空泵、第一阀门、第二阀门和第三阀门的开闭;
30.所述蒸馏装置的蒸馏工艺包括有以下步骤:
31.(1)正常蒸馏时,蒸馏装置处于第一状态,酒甑内的糟醅加热后产生的气体进入冷凝器后冷凝形成原酒收集至接酒桶;
32.(2)蒸馏结束后,关闭第一阀门、打开第三阀门将蒸馏装置转换至第二状态,启动抽真空泵以使酒甑内的压力降至
‑
0.1mpa以下并保持,在此过程中,酒甑内产生的气体进入冷凝器后冷凝形成废液;
33.(3)当冷凝器内部液位达到设定值时,打开第二阀门、关闭第三阀门将蒸馏装置转换至第三状态,冷凝器内的废液通过废液管排出;
34.(4)废液排出后,关闭第二阀门、打开第三阀门将蒸馏装置转换至第二状态;
35.(5)重复上述步骤(3)和步骤(4),直到酒甑内的糟醅降低至所需的温度。
36.为了方便蒸馏后的糟醅出料,所述的酒甑包括有顶部开口的底座以及密封盖设在底座顶部的顶盖;
37.所述的蒸馏装置还包括有
38.第一驱动装置,与所述的顶盖传动连接,用以驱动该顶盖处于打开或关闭状态;以及
39.第二驱动装置,与所述的底座传动连接,用以驱动该底座上下翻转。
40.为了实现在各工位之间的输送,
41.所述的喂料装置包括有
42.第一输送带,自上料工位向第一摊晾工位迂回运转;以及
43.两条第一挡条,并排布置在所述第一输送带上带面的两侧;
44.所述的第一摊晾装置包括有
45.第二输送带,自第一摊晾工位向第二摊晾工位迂回运转,前端位于所述第一输送带后端的正下方;以及
46.两条第二挡条,并排布置在所述第二输送带上带面的两侧;
47.所述的第二摊晾装置包括有
48.第三输送带,自第二摊晾工位向下料工位迂回运转,前端位于所述第二输送带后端的正下方;以及
49.两条第三挡条,并排布置在所述第三输送带上带面的两侧。
50.为了对糟醅进行充分翻拌,
51.所述的第一摊晾装置还包括有多个沿第二输送带的延伸方向间隔布置的第一搅拌组件,各第一搅拌组件包括有
52.第一搅拌棒,两端分别转动连接在两条第二挡条上,周壁上布置有多根l形杆部;以及
53.第一驱动件,其动力输出端与所述的第一搅拌棒传动连接,用以驱动该第一搅拌棒绕自身轴线转动;
54.所述的第二摊晾装置包括有多个沿第三输送带的延伸方向间隔布置的第二搅拌组件,各第二搅拌组件包括有
55.第二搅拌棒,两端分别转动连接在两条第三挡条上,周壁上布置有多根l形杆部;以及
56.第二驱动件,其动力输出端与所述的第二搅拌棒传动连接,用以驱动该第二搅拌棒绕自身轴线转动。
57.为了对糟醅进行打散,
58.所述的第一摊晾装置还包括有位于第二输送带后方的第一打散机,该第一打散机包括有
59.第一罩体,顶部和底部具有开口,其顶部开口能够接收第二输送带后端掉落的糟醅,其底部开口朝向第三输送带上带面的前部;
60.第一打散棒,两端分别转动连接在所述第一罩体相对的两侧壁上,周壁上布置有多根沿径向延伸的长条形杆部;以及
61.第五驱动件,其动力输出端与所述的第一打散棒相连接,用以驱动该第一打散棒绕自身轴线转动;
62.所述的第二摊晾装置还包括有位于第三输送带后方的第二打散机,该第二打散机包括有
63.第二罩体,顶部和底部具有开口,其顶部开口能够接收第三输送带后端掉落的糟醅;
64.第二打散棒,两端分别转动连接在所述第二罩体相对的两侧壁上,周壁上布置有
多根沿径向延伸的长条形杆部;以及
65.第六驱动件,其动力输出端与所述的第二打散棒相连接,用以驱动该第二打散棒绕自身轴线转动。
66.为了避免糟醅粘连在装置上,所述第二输送带、第一搅拌棒、第一打散棒、第三输送带、第二搅拌棒和第二打散棒的表面涂镀有特氟龙。
67.为了在有限空间内延长摊晾路径,同时提高各装置之间的紧凑度,所述第二输送带和第三输送带的带面自前端向后端逐渐升高。
68.为了在实现风冷的同时,避免影响后续的加曲,所述的风冷装置包括有
69.挡风板,设于第二输送带的上带面与下带面之间,与第二输送带上带面之间包围形成有导风通道;以及
70.风机,具有吸风口和排风口,能将气流从吸风口吸入并通过排风口排出,风机的吸风口连通外界大气,风机的排风口连通导风通道的入口;
71.所述第二输送带的带面为具有流通孔的板链,移动到挡风板正上方的板链的流通孔连通导风通道的出口。
72.为了将曲粉均匀地加入到糟醅中,
73.所述的第一加曲装置包括有
74.第一进料斗,悬置于第二输送带上带面的正上方,内部具有第一储料腔,底部具有连通第一储料腔的第一出料口;
75.第一下曲辊,能转动在安装在第一出料口中,周壁上布置有多条沿周向间隔布置的第一分隔条,该第一分隔条沿第一下曲辊的轴向延伸,且外侧缘与所述第一出料口的周壁相抵;
76.第三驱动件,其动力输出端与所述的第一下曲辊传动连接,用以驱动该第一下曲辊绕自身轴线转动;
77.所述的第二加曲装置包括有
78.第二进料斗,悬置于第三输送带上带面的正上方,内部具有第二储料腔,底部具有连通第二储料腔的第二出料口;
79.第二下曲辊,能转动在安装在第二出料口中,周壁上布置有多条沿周向间隔布置的第二分隔条,该第二分隔条沿第二下曲辊的轴向延伸,且外侧缘与所述第二出料口的周壁相抵;
80.第四驱动件,其动力输出端与所述的第二下曲辊传动连接,用以驱动该第二下曲辊绕自身轴线转动。
81.本发明解决上述第二个技术问题所采用的技术方案为:一种上述酱香白酒组合式摊晾设备的摊晾工艺,包括有以下步骤:
82.s1:糟醅通过蒸馏装置蒸馏后供给到上料工位,进入s2;
83.s2:喂料装置将糟醅从上料工位输送到第一摊晾工位,进入s3;
84.s3:第一摊晾装置将糟醅从第一摊晾工位输送到第二摊晾工位并同时对其进行翻拌,在此过程中,风冷装置对移动到风冷工位的糟醅进行风冷,第一加曲装置向移动到第一加曲工位的糟醅中加曲,进入s4;
85.s4:第二摊晾装置将糟醅从第二摊晾工位输送到下料工位并同时对其进行翻拌,
在此过程中,第二加曲装置向移动到第二加曲工位的糟醅中加曲。
86.与现有技术相比,本发明的优点在于:采用二段式加曲,让曲与糟醅混合更均匀,更有利于堆积升温和后期发酵;前段小风量摊晾冷却后加曲翻拌,后段自然摊晾加曲冷却,时间比常规机械摊晾机长,温度更均匀,减少因加曲量大、空气流动所造成的曲粉浪费,粉尘飞扬的问题;
87.本技术将通过现代技术和设备,结合传统酱酒生产原理,对现有的摊晾设备和方式进行大胆创新,使机械化摊晾的效果更接近于传统工艺,提升产业发展动能,为白酒产业的品质化、健康化发展开拓更广阔的道路。
附图说明
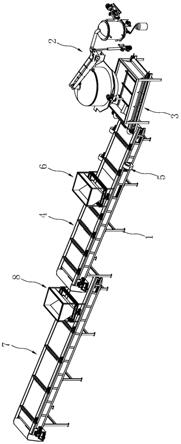
88.图1为本发明酱香白酒组合式摊晾设备的实施例的立体结构示意图;
89.图2为图1中蒸馏装置的立体结构示意图;
90.图3为图1中喂料装置的立体结构示意图;
91.图4为图1中第一摊晾装置、风冷装置、第一加曲装置的立体结构示意图;
92.图5为图4的纵向剖视图;
93.图6为图1中第二摊晾装置、第二加曲装置的立体结构示意图;
94.图7为图6的纵向剖视图;
95.图8为本发明酱香白酒组合式摊晾设备的实施例中蒸馏装置的结构示意图;
96.图9为本发明酱香白酒组合式摊晾设备的实施例的结构示意图。
具体实施方式
97.以下结合附图实施例对本发明作进一步详细描述。
98.如图1至图9所示,为本发明酱香白酒组合式摊晾设备的一个优选实施例。该酱香白酒组合式摊晾设备包括有机架1(部分未示出)、蒸馏装置2、喂料装置3、第一摊晾装置4、风冷装置5、第一加曲装置6、第二摊晾装置7和第二加曲装置8。
99.其中,如图1所示,机架1按照工艺流程的顺序依次具有上料工位、第一摊晾工位、风冷工位、第一加曲工位、第二摊晾工位、第二加曲工位和下料工位,风冷工位靠近第一摊晾工位布置,第一加曲工位靠近风冷工位布置,第二加曲工位靠近第二摊晾工位布置。
100.蒸馏装置2用于对糟醅进行蒸馏并供给到上料工位。如图2和图8所示,蒸馏装置2包括有酒甑21、冷凝器22、接酒桶23、废液管24、抽真空泵25、第一驱动装置26和第二驱动装置27。具体地,酒甑21用于容置糟醅并对其进行加热,酒甑21包括有顶部开口的底座211以及密封盖设在底座211顶部的顶盖212,酒甑21上设有用于检测酒甑21内部压力的压力传感器213;冷凝器22顶部的气相入口连通酒甑21顶部的气相出口,冷凝器22的底部具有气液分离室221,冷凝器22上设有用于检测气液分离室221内部液位的液位传感器222,冷凝器22连接的冷却水路上安装有调节阀223;接酒桶23的液相入口通过输酒管231连通气液分离室221的液相出口,输酒管231上安装有第一阀门2311;废液管24的入口端连通气液分离室221的液相出口,废液管24上安装有第二阀门241和排液泵242,输酒管231和废液管24的上游共用同一主管,该主管上设有温度传感器243;抽真空泵25的抽气口通过抽排管路251连通气液分离室221的气相出口,抽排管路251上安装有第三阀门2511;第一驱动装置26与顶盖212
传动连接,用以驱动该顶盖212翻转以使其处于打开或关闭状态;第二驱动装置27与底座211传动连接,用以驱动该底座211上下翻转。
101.通过调节第一阀门2311、第二阀门241和第三阀门2511,蒸馏装置2至少具有以下三种状态:
102.在第一状态下,第一阀门2311打开,第二阀门241和第三阀门2511关闭,此时可以进行正常蒸馏,酒甑21内的糟醅加热后产生的气体进入冷凝器22后冷凝形成原酒收集至接酒桶23,这部分冷凝液主要为低沸点物质;
103.在第二状态下,第三阀门2511打开,第一阀门2311和第二阀门241关闭,此时通过调节抽真空泵25保持酒甑21内压力为
‑
0.1mpa并维持一段时间,降低糟醅中挥发性成分的沸点,在抽吸作用下加速热量的挥发,起到甑内降温的作用;
104.在第三状态下,第二阀门241打开,第一阀门2311和第三阀门2511关闭,此时通过排液泵242可实现气液分离室221内冷凝废液的排放,这部分冷凝液主要为高沸点物质,该部分物质的排出可以起到除杂作用;
105.另外,蒸馏装置2具有控制器,该控制器与压力传感器213、液位传感器222、温度传感器243、调节阀223、排液泵242、抽真空泵25、第一阀门2311、第二阀门241和第三阀门2511电连接,以使控制器能接收压力传感器213、液位传感器222和温度传感器243采集到的信号并控制调节阀223、排液泵242、抽真空泵25、第一阀门2311、第二阀门241和第三阀门2511的开闭;其中,通过温度传感器243采集到的的信号来调节调节阀223的开度,使负压抽真空时冷凝馏出液的温度控制在35~40℃,可以确保抽真空时产生的气体能够被全部冷凝。
106.喂料装置3能将糟醅从上料工位输送到第一摊晾工位。如图3所示,喂料装置3包括有第一输送带31、第一挡条32和接料斗33。具体地,第一输送带31自上料工位向第一摊晾工位迂回运转,第一输送带31的带面为具有流通孔的板链,;第一挡条32的数量为两条,并排布置在第一输送带31上带面的两侧,避免第一输送带31上的糟醅在输送过程中从侧部漏出;接料斗33位于第一输送带31的正上方,并位于酒甑21的正下方,接料斗33具有自上而下逐渐缩径的喇叭形接料口331,方便引导酒甑21中倒出的物料收集至第一输送带31上。
107.第一摊晾装置4用于将糟醅从第一摊晾工位输送到第二摊晾工位并同时对其进行翻拌。如图4和图5所示,第一摊晾装置4包括有第二输送带41、第二挡条42、第一搅拌组件43和第一打散机44。具体地,第二输送带41自第一摊晾工位向第二摊晾工位迂回运转,第二输送带41的带面为具有流通孔的板链,自前端向后端逐渐升高,且前端位于第一输送带31后端的正下方;第二挡条42的数量为两条,并排布置在第二输送带41上带面的两侧,避免第二输送带41上的糟醅在输送过程中从侧部漏出;第一搅拌组件43的数量为多个,并沿第二输送带41的延伸方向间隔布置,各第一搅拌组件43包括有第一搅拌棒431和第一驱动件432,第一搅拌棒431的两端分别转动连接在两条第二挡条42上,第一搅拌棒431的周壁上布置有多根先沿径向延伸再沿轴向延伸的l形杆部,所有l形杆部沿第一搅拌棒431的周向成排布置,每排l形杆部中各l形杆部沿第一搅拌棒431的轴向间隔布置;第一驱动件432为电机,其动力输出端与第一搅拌棒431的端部相连接,用以驱动该第一搅拌棒431绕自身轴线转动,从而使各l形杆部对第二输送带41上的糟醅进行充分翻拌;第一打散机44位于第二输送带41的后方,包括有第一罩体441、第一打散棒442和第五驱动件443,第一罩体441的顶部和底部具有开口,其顶部开口能够接收第二输送带41后端掉落的糟醅,其底部开口朝向下述第
三输送带71上带面的前部,第一打散棒442的两端分别转动连接在第一罩体441相对的两侧壁上,第一打散棒442的周壁上布置有多根沿径向延伸的长条形杆部,该第一打散棒442上长条形杆部的布置方式与第一搅拌棒431相同,第五驱动件443为电机,其动力输出端与第一打散棒442的端部相连接,用以驱动该第一打散棒442绕自身轴线转动,从而使长条形杆部将第一罩体441内的糟醅打散。
108.风冷装置5用于对移动到风冷工位的糟醅进行风冷。如图4和图5所示,风冷装置5的数量为多个,并沿第二输送带41的延伸方向间隔布置,各风冷装置5包括有挡风板51和风机52。具体地,挡风板51设于第二输送带41的上带面与下带面之间,与第二输送带41上带面之间包围形成有导风通道511;风机52安装在第二输送带41的侧部,风机52具有吸风口和排风口,能将气流从吸风口吸入并通过排风口排出,风机52的吸风口连通外界大气,风机52的排风口连通导风通道511的入口;移动到挡风板51正上方的板链的流通孔连通导风通道511的出口。
109.第一加曲装置6用于向移动到第一加曲工位的糟醅中加曲。如图4和图5所示,第一加曲装置6包括有第一进料斗61、第一下曲辊62和第三驱动件63。具体地,第一进料斗61悬置于第二输送带41上带面的正上方,第一进料斗61的内部具有第一储料腔611,底部具有连通第一储料腔611的第一出料口612;第一下曲辊62位于第一出料口612中,其两端转动连接在第一进料斗61相对的两侧壁上,第一下曲辊62的周壁上布置有多条沿周向间隔布置的第一分隔条621,该第一分隔条621沿第一下曲辊62的轴向延伸,且外侧缘与第一出料口612的周壁相抵;第三驱动件63为电机,其动力输出端与第一下曲辊62的端部相连接,用以驱动该第一下曲辊62绕自身轴线转动,从而使第一储料腔611的曲粉均匀地加入到第二输送带41上的糟醅中。
110.第二摊晾装置7用于将糟醅从第二摊晾工位输送到下料工位并同时对其进行翻拌。如图6和图7所示,第二摊晾装置7包括有第三输送带71、第三挡条72、第二搅拌组件73和第二打散机74。具体地,第三输送带71自第二摊晾工位向下料工位迂回运转,第三输送带71的带面为具有流通孔的板链,自前端向后端逐渐升高,前端位于第二输送带41后端的正下方;第三挡条72的数量为两条,并排布置在第三输送带71上带面的两侧,避免第三输送带71上的糟醅在输送过程中从侧部漏出;第二搅拌组件73的数量为多个,并沿第三输送带71的延伸方向间隔布置,各第二搅拌组件73包括有第二搅拌棒731和第二驱动件732,第二搅拌棒731的两端分别转动连接在两条第三挡条72上,第二搅拌棒731的周壁上布置有多根先沿径向延伸再沿轴向延伸的l形杆部,该第二搅拌棒731上l形杆部的布置方式与第一搅拌棒431相同;第二驱动件732为电机,其动力输出端与第二搅拌棒731的端部相连接,用以驱动该第二搅拌棒731绕自身轴线转动,从而使各l形杆部对第三输送带71上的糟醅进行充分翻拌;第二打散机74位于第三输送带71的后方,包括有第二罩体741、第二打散棒742和第六驱动件743,第二罩体741的顶部和底部具有开口,其顶部开口能够接收第三输送带71后端掉落的糟醅,其底部开口朝向下一流程的接料装置,第二打散棒742的两端分别转动连接在第二罩体741相对的两侧壁上,第二打散棒742的周壁上布置有多根沿径向延伸的长条形杆部,该第二打散棒742上长条形杆部的布置方式与第一搅拌棒431相同,第六驱动件743为电机,其动力输出端与第二打散棒742的端部相连接,用以驱动该第二打散棒742绕自身轴线转动,从而使长条形杆部将第二罩体74内的糟醅打散。
111.第二加曲装置8用于向移动到第二加曲工位的糟醅中加曲。如图6和图7所示,第二加曲装置8包括有第二进料斗81、第二下曲辊82和第四驱动件83。具体地,第二进料斗81悬置于第三输送带71上带面的正上方,第二进料斗81的内部具有第二储料腔811,底部具有连通第二储料腔811的第二出料口812;第二下曲辊82位于第二出料口812中,其两端转动连接在第二进料斗81相对的两侧壁上,第二下曲辊82的周壁上布置有多条沿周向间隔布置的第二分隔条821,该第二分隔条821沿第二下曲辊82的轴向延伸,且外侧缘与第二出料口812的周壁相抵;第四驱动件83为电机,其动力输出端与第二下曲辊82的端部相连接,用以驱动该第二下曲辊82绕自身轴线转动,从而使第二储料腔811的曲粉均匀地加入到第三输送带71上的糟醅中。
112.另外,上述板链上均涂镀有特氟龙,避免因导热率过高、糟醅过粘造成糟醅局部温度降低过快而结团的问题;风机52可调频,能根据环境温度、糟醅温度、糟醅粘度来进行调整,使冷却过程更接近传统的自然能却方式;摊晒装置上设计多个搅拌组件,保证摊晾过程中温度的均匀,且搅拌组件的搅拌棒上、打散机的打散棒上均涂镀特氟龙,避免因酱酒糟醅偏粘而导致的粘接问题,翻拌更均匀和有效。
113.本实施例还提供了一种上述酱香白酒组合式摊晾设备的摊晾工艺,包括有以下步骤:
114.s1:糟醅通过蒸馏装置2蒸馏后供给到上料工位,进入s2;
115.具体包括有以下步骤:
116.(1)正常蒸馏时,蒸馏装置2处于第一状态,酒甑21内的糟醅加热后产生的气体进入冷凝器22后冷凝形成原酒收集至接酒桶23;
117.(2)蒸馏结束后,关闭第一阀门2311、打开第三阀门2511将蒸馏装置2转换至第二状态,启动抽真空泵25以使酒甑21内的压力降至
‑
0.1mpa以下并保持,在此过程中,酒甑21内产生的气体进入冷凝器22后冷凝形成废液;
118.(3)当冷凝器22内部液位达到设定值时,打开第二阀门241、关闭第三阀门2511将蒸馏装置2转换至第三状态,启动排液泵242,冷凝器22内的废液通过废液管24排出至污水管道,未经冷凝器22冷凝的余汽,经过抽真空泵25后再次冷却后,也排放至污水管道;
119.(4)抽取一定时间后,关闭第二阀门241、打开第三阀门2511将蒸馏装置2转换至第二状态;
120.(5)重复上述步骤(3)和步骤(4),直到酒甑21内的糟醅降低至45~55℃;
121.(6)通过第一驱动装置26驱动顶盖212翻转使其处于打开状态;
122.(7)通过第二驱动装置27驱动底座211翻转使蒸馏后的糟醅出料;
123.s2:喂料装置3将糟醅从上料工位输送到第一摊晾工位,进入s3;
124.s3:第一摊晾装置4将糟醅从第一摊晾工位输送到第二摊晾工位并同时对其进行翻拌,在此过程中,风冷装置5对移动到风冷工位的糟醅进行风冷将其降温至35~38℃,第一加曲装置6向移动到第一加曲工位的糟醅中添加当轮次50%的加曲量,进入s4;
125.s4:第二摊晾装置7将糟醅从第二摊晾工位输送到下料工位并同时对其进行翻拌,在此过程中,糟醅加曲前温度降低至32~35℃,第二加曲装置8向移动到第二加曲工位的糟醅中添加当轮次50%的加曲量,到达下料工位的糟醅温度会进一步降低至28~30℃,达到起堆要求。
126.整个过程中,经过两次加曲,多次翻拌,两次打散,使曲醅混合均匀,提升曲粉的利用率;前端风机辅助冷却,加曲段采用挡风板隔开风冷和加曲部分,后端自然冷却段不使用风机,减少因加曲量大、空气流动所造成的曲粉浪费,粉尘飞扬的问题;温度降低至传统工艺要求的起堆温度28~30℃,温度的均匀性也得到了保证,更接近传统工艺要求。
127.本实施例的工作原理如下:
128.传统酱酒人工摊晾主要有三大特点:
129.(1)摊晾时间长:传统工艺一般由人工将出甑糟醅摊至晾场上,厚度控制在3cm左右,不断翻糙,并辅以风机吹拂;糟醅多在自然条件下降温,摊晾时间一般在30分钟以上,摊晾时间长;
130.(2)地面式摊晾,温度均匀:传统晾场一般以火烧板地面或者混凝土地面为主,其导热率可视为混凝土的,一般为1.74w/m
·
k;且晾场一般表面粗糙,在摊晾过程中和糟醅的接触面积小,热量散失较慢,以达到缓慢降温的作用,摊晾完成后糟醅温度的均匀性较好;
131.(3)多次加曲,多次翻糙,曲醅混合均匀:传统酱酒在摊晾过程中,其加曲次数一般在2~3次;第一次当糟醅温度降低至40℃左右时,将糟醅收拢成梗,然后将称量好的大曲均匀撒在糟醅上,人工多次翻糙,将曲醅混合均匀;当糟醅温度将至35℃时,第二次添加大曲,然后再次翻糙均匀;当糟醅温度降至30~32℃左右时,第三次添加大曲并翻糙均匀;多次加曲翻糙后糟醅温度降低至28~30℃,此时糟醅成团较少,曲醅混合均匀,粮醅表面无明显曲粉,即可起堆堆积。
132.而现有机械摊晾机在摊晾过程中存在如下几个问题:
133.(1)为适应机械化的生产模式,一般都采用大功率的风机来实现糟醅冷却;摊晾时间短,糟醅水分和酸度大量流失;
134.为在短时间内达到降温的目的,必须使用大功率风机来降温;大功率风机在极速降温的过程中,会造成糟醅中的水分以及其他香味成分大量流失,对后续的堆积升温造成影响;一般采用机械化摊晾,摊晾结束后其糟醅的水分含量要明显低于传统工艺;
135.2017年跟踪某一机械化酱酒生产车间以及茅台一传统手工班组堆积完成后入窖糟醅水分情况,由下表1可见,采用机械化摊晾,其入窖水分从糙沙至三轮次时,明显要低于传统工艺水平,说明机械化摊晾在水分损失方面明显要高于手工摊晾;
136.图1:机械化摊晾和人工摊晾后糟醅的水分含量
[0137][0138]
同年,跟踪机械化摊晾和手工班组入窖糟醅酸度情况,由下表2可见,采用机械化摊晾,其入窖酸度均大幅度低于传统工艺,说明机械化摊晾在酸度损失方面明显要高于手工摊晾;
[0139]
表2:机械化摊晾和人工摊晾后糟醅的酸度
[0140][0141]
(2)常规机械摊晾机使酱香糟醅易结团且温度不均匀:
[0142]
常规机械摊晾机的板链一般选用不锈钢制作,表面光滑,导热率高,304不锈钢导热率一般为16.2~18w/m
·
k,且酱酒糟醅偏粘,极易在风冷降温的过程中,使靠近板链部分的糟醅热量散失过快而结冷团;而离不锈钢板链较远的糟醅,受制于糟醅偏粘的问题,冷风难以吹透,造成温度偏高,从而造成整个摊晾过程中温度不均匀的问题;
[0143]
近几年通过跟踪某一酱酒机械化生产车间摊晾后糟醅的温度情况,发现采用机械化摊晾的,摊晾后糟醅的温度不均匀的情况尤为明显;主要表现为结冷团、冷热不均;结冷团的糟醅吃曲不匀,在堆积过程中很难升温;过热的糟醅在堆积过程中很容易造成升酸的问题;
[0144]
(3)常规机械化摊晾的加曲次数和翻糙模式比人工摊晾存在较大差异,造成曲醅混合不均匀,曲粉浪费大,以及摊晾后糟醅结团严重的问题:
[0145]
现有酱酒机械化摊晾,大都设计为一次加曲,即将糟醅通过摊晾机冷却至35℃后,添加大曲,然后进行一次在线搅拌和打散后,送入堆积场地进行堆积;因为酱酒糟醅的加曲量偏大,单轮最高用量有时可到18%,单次加曲打散并不能使曲醅充分混合,曲粉外挂和糟醅接团现象严重;同时未与糟醅混合的曲粉会随着板链、设备缝隙漏走,曲粉利用率低,浪费大,且现场粉尘飞扬严重,设备清理难度高;
[0146]
(4)酱酒糟醅偏粘,采用现有机械化摊凉设备,糟醅易粘连在板链上;而现在一般都采用水洗,清洗难度大,废水产量高,污水处理成本大。
[0147]
本实施例的组合式摊晾设备,即酒甑真空降温加改良型多段摊晾来解决现有摊晾机所存在的问题。首先在酒甑蒸馏结束后在酒甑内采用负压抽真空技术,保持甑内压力在
‑
0.1mpa并维持一定时间,在甑内预先将糟醅预先冷却至45~55℃,且采用闭式酒甑降温,热能回收更方便,相对传统摊晾机在摊晾过程大量混合空气,温度降低多,且易于热量回收;然后将糟醅输送至改良型多段摊晾机,当糟醅输送至摊晾机后,通过多次在线翻拌,并稍微辅以小功率风机降温,使整个摊晾降温的过程更贴合传统工艺,糟醅温度的均匀性得到保证;另外在整个摊晾过程中设计两次加曲、十次在线翻拌、两次密闭打散,使加曲的均匀性得到保证,提升曲粉利用率,减少曲粉的浪费,改善现场生产环境;另外,所有和糟醅接触面采用涂镀特氟龙设计,能有效解决糟醅粘连的问题,清洗容易,污水产量低。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1