一种高后收缩率的PBT/PC组合物及其制备方法和应用与流程
一种高后收缩率的pbt/pc组合物及其制备方法和应用
技术领域
1.本发明涉及工程塑料技术领域,更具体地,涉及一种高后收缩率的pbt/pc组合物及其制备方法和应用。
背景技术:
2.pbt/pc是聚对苯二甲酸丁二醇酯(pbt)与聚碳酸酯(pc)的共混物,其具有翘曲变性小、流动性好,线性热膨胀系数小,耐化学溶剂性能优良等特点,是工业上应用价值较高的一种合金塑料,可用于制造保险杠、汽车门把手、汽车车身侧板、电气、电子设备部件等。但是,若将pbt/pc组合物应用到金属树酯制件领域中,则可能会出现树脂包覆效果不佳,这是因为pbt/pc组合物的收缩率在0.2
‑
1.5%之间,当使用pbt/pc组合物替代结晶塑料时,由于pbt/pc组合物的收缩率比结晶塑料小,导致树脂包覆金属不紧密;通过调整pbt/pc的比例可以调节组合物的收缩率,但是在保证韧性的情况下,无法达到结晶塑料的收缩率。现有技术中,很难同时兼顾pbt/pc复合材料的高韧性和高后收缩率,同时使两者满足包覆金属的材料要求。
技术实现要素:
3.本发明针对上述缺陷,提供一种高后收缩率的pbt/pc组合物,通过提高pbt/pc组合物在120℃烘烤后的收缩率,克服了pbt/pc组合物由于成型收缩率低导致包覆金属不紧密的问题。
4.本发明的另一目的在于提供所述高后收缩率的pbt/pc组合物的制备方法。
5.本发明的另一目的在于提供所述高后收缩率的pbt/pc组合物的应用。
6.为实现上述目的,本发明采用的技术方案是:
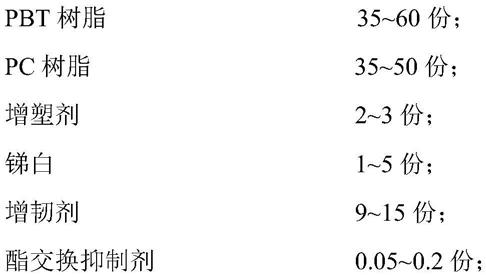
[0007][0008][0009]
所述增塑剂为闪点大于等于250℃的醚酯类增塑剂和/或酯类增塑剂。
[0010]
本发明采用增塑剂和锑白共同作用可以显著提升pbt/pc组合物在经过120℃烘烤后的收缩率,使得在树脂包金属制品中能够很好地包覆金属,提升树脂包金属的紧密性。pbt/pc组合物在120℃烘烤后,会进一步收缩,称为后收缩。当在组合物中加入增塑剂,可提高pbt分子链的柔软度,使得pbt树脂再经过120℃烘烤后结晶度更高,收缩率提高;当在组
合物中再加入锑白,锑白可以促进pbt树脂和pc树脂之间的酯交换,交换后的部分经过120℃烘烤后进一步提升收缩率。
[0011]
另一方面,pbt/pc组合物的加工温度通常在250℃左右,闪点高的增塑剂的热稳定性更高,在加工过程中挥发少,保留在pbt/pc组合物中发挥增塑的作用,因此,本发明选择特定的闪点大于250℃的醚酯类增塑剂或酯类增塑剂。
[0012]
优选地,所述增塑剂为闪点小于等于270℃的醚酯类增塑剂和/或酯类增塑剂。
[0013]
所述增塑剂的闪点根据gb/t267
‑
88测试。
[0014]
优选地,所述增韧剂为mbs(甲基丙烯酸甲酯
‑
丁二烯
‑
苯乙烯三元共聚物)类增韧剂、ema
‑
gma(乙烯
‑
丙烯酸甲酯
‑
甲基丙烯酸缩水甘油酯三元共聚物)类增韧剂、eba
‑
gma(乙烯
‑
丙烯酸丁酯
‑
甲基丙烯酸缩水甘油酯三元共聚物)类增韧剂或者有机硅丙烯酸酯类增韧剂中的一种或多种。
[0015]
优选地,所述酯交换抑制剂为磷酸锌和/或焦磷酸二氢二钠。
[0016]
优选地,所述pbt/pc组合物还包括抗氧剂。
[0017]
更优选地,所述抗氧剂为受阻酚类抗氧剂、亚磷酸酯类抗氧剂或硫代酯类抗氧剂中的一种或多种。
[0018]
优选地,所述润滑剂为季戊四醇硬脂酸酯、硅酮类润滑剂、乙基双硬脂酰胺或芥酸酰胺中的一种或多种。
[0019]
优选地,所述pc树脂在300℃,1.2kg负荷下的熔融指数为3~5g/10min。
[0020]
所述熔融指数根据标准iso 1133测定。
[0021]
优选地,所述pbt树脂的特性粘度为1.1~1.3dl/g。
[0022]
所述pbt特性粘度的检测为在苯酚
‑
四氯乙烷溶剂(苯酚与四氯乙烷的质量比为3∶2)中测试。
[0023]
所述pbt/pc组合物的制备方法,包括如下步骤:
[0024]
s1.将pbt树脂、pc树脂、增韧剂、锑白、增塑剂、抗氧剂、酯交换抑制剂和润滑剂混合,得到预混料;
[0025]
s2.将步骤s1中的预混料挤出、冷却、吹干、切粒包装后得到pbt/pc组合物。
[0026]
优选地,所述挤出的加工温度为220~250℃。
[0027]
所述高后收缩率的pbt/pc组合物在制备树脂包金属制品中的应用。
[0028]
与现有技术相比,本发明的有益效果是:
[0029]
本发明采用增塑剂和锑白共同作用可以显著提升pbt/pc组合物在经过烘烤后的收缩率,使得在树脂包金属制品中树脂能够很好地包覆金属,提升了树酯包金属的紧密性。这是因为pbt/pc组合物在经过120℃高温烘烤后的收缩率大幅度提升,收缩效果更明显,树脂与金属的结合更紧密。
具体实施方式
[0030]
下面将对本发明实施例中的技术方案进行清楚、完整地描述,但本发明的实施方式不限于此。
[0031]
本发明所采用的试剂、方法和设备,如无特殊说明,均为本技术领域常规试剂、方法和设备。
[0032]
以下实施例及对比例中采用的原料如下:
[0033]
pbt树脂a:25℃下特性粘度为1.3dl/g,仪征gl236;该pbt特性粘度的检测为在苯酚
‑
四氯乙烷溶剂(苯酚与四氯乙烷的质量比为3∶2)中测试。
[0034]
pbt树脂b:25℃下特性粘度为1.1dl/g,长春1100
‑
211m;
[0035]
pc树脂a:熔融指数为3g/10min,韩国三养3030pj;
[0036]
pc树脂b:熔融指数为5g/10min,利华益维远wy
‑
106br;
[0037]
增塑剂a:topm,闪点265℃,上海华熠化工;
[0038]
增塑剂b:rs
‑
735,闪点268℃,艾迪科;
[0039]
增塑剂c:dotp,闪点220℃,广州威联达;
[0040]
锑白:s
‑
05n,常德辰州;
[0041]
锑酸钠:sa
‑
f,成都开飞高能化学;
[0042]
增韧剂a:有机硅丙烯酸酯类增韧剂;s
‑
2501,日本三菱;
[0043]
增韧剂b:甲基丙烯酸甲酯
‑
丁二烯
‑
苯乙烯三元共聚物,m
‑
521,日本钟渊;
[0044]
增韧剂c:eba
‑
gma类增韧剂,ptw,杜邦;
[0045]
酯交换抑制剂:磷酸锌,budit t21;德国布登海姆;
[0046]
抗氧剂:抗氧剂1010与168按质量比1:1复配,利安隆公司;
[0047]
润滑剂:季戊四醇硬脂酸酯(pets)润滑剂loxiol p861/3.5科宁;
[0048]
下述实施例和对比例的pbt/pc组合物均通过下述实验方法制备得到,包括如下步骤:
[0049]
s1.按比例将各组分混合,得到预混料;
[0050]
s2.将步骤s1中的预混料挤出、冷却、吹干、切粒包装后得到pbt/pc组合物,挤出的加工温度为230℃。
[0051]
实施例1~8
[0052]
实施例1~8提供一系列高后收缩率的pbt/pc组合物,具体组分含量见表1。
[0053]
表1实施例1~8的组分含量(份)
[0054][0055]
对比例1~8
[0056]
对比例1~8提供一系列pbt/pc组合物,具体组分含量见表2。
[0057]
表2对比例1~8的组分含量(份)
[0058][0059]
性能测试
[0060]
烘烤后收缩率测试:十字收缩率板模具的长度为200.07mm,用烘干后的pbt/pc组合物注塑十字收缩率板,测定其烘烤前长度l1,将十字收缩率板置于120℃烘箱中烘烤2h,取出调节24h后,测定其烘烤后长度l2,后收缩率h根据以下公式计算,烘烤后收缩率要求大于1.5%;
[0061]
h=(l1
‑
l2)/200.07*100%;
[0062]
韧性测试:根据标准astm d256
‑
10(2018)注塑缺口冲击样条,测定上述实施例和对比例制备所得的pbt/pc组合物材料的悬臂梁缺口冲击强度;悬臂梁缺口冲击强度要求大于700j/m。
[0063]
弯曲强度:根据标准astm d790
‑
2017注塑样条,测定上述实施例和对比例制备所得的pbt/pc组合物材料的弯曲强度。弯曲强度要求大于76mpa。
[0064]
上述实施例和对比例均测试烘烤后收缩率、悬臂梁缺口冲击强度和弯曲强度,具体数据如下表:
[0065]
表3实施例和对比例的数据
[0066][0067]
从对比例1~3看,不加入增塑剂、锑白,或者采用锑酸钠代替锑白,其烘烤后的收缩率不满足要求;从对比例4~7看,锑白和增塑剂的含量过高或者过低,其性能不满足要求,从对比例8看,选择闪点低于250℃的增塑剂,烘烤后收缩率比较低,不达标。
[0068]
显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1