一种高电镀结合力的ABS改性材料及其制备方法与应用与流程
一种高电镀结合力的abs改性材料及其制备方法与应用
技术领域
1.本发明属于改性塑料技术领域,具体涉及一种高电镀结合力的abs改性材料及其制备方法与应用。
背景技术:
2.塑料制品具有质轻、耐腐蚀和易加工等优点,但其外观质感不如金属材质。为提高塑料制品的外观质感,现有技术一般采用喷漆、丝印或电镀等方法来对其进行加工处理。其中,电镀是指在塑料制品的表面通过电解镀上一层金属膜,由此提高塑料制品表面的光泽度,以及赋予其金属般的外观质感,同时还能提高其耐磨、耐老化和耐刻划等性能。
3.然而,电镀还需考虑塑料本身的特性,并非所有塑料均具有可电镀性。abs作为一种用途广泛的通用塑料,其本身具有一定的可电镀性,因此在塑料电镀制件中的应用较为广泛。但目前的abs电镀制件还需经过合成控制和改性等特殊处理,否则会出现镀层的结合力较差,后期使用过程容易退镀等问题。目前主流的合成控制技术是通过合成端控制生产工艺、生产装置来提高abs的电镀性能,譬如市场认可度比较高的商业牌号奇美电镀专用级abs pa
‑
727,又譬如专利cn209161910u展示的一种通过调整优化装置实现可电镀abs的生产。在改性方面,专利cn104277410b介绍了一种通过填充无机物来实现阻燃abs可电镀,但是无机物的加入会劣化材料的性能,限制材料的应用。还有专利cn201310304328通过筛选复配特定种类abs搭配san和胶粉来实现高结合力的电镀abs,但该方案中选择的abs种类均为特殊种类,不具有通用性,同时添加大量胶粉来提高冲击性能,导致材料的经济价值欠佳。
4.因此,开发出一种简单、通用、可行、且对材料性能影响较小的改性方法,对实现较高经济价值和高结合力的电镀abs材料无疑具有较大的实用价值。
技术实现要素:
5.为解决上述现有技术中存在的不足之处,本发明的目的在于提供一种高电镀结合力的abs改性材料及其制备方法与应用。
6.为达到其目的,本发明所采用的技术方案为:一种高电镀结合力的abs改性材料,其包括abs树脂,还包括助镀剂和促进剂,所述助镀剂为二烷基对苯二胺化合物与酸反应形成的盐,所述促进剂包括有机锡类化合物。
7.发明人经研究发现,以二烷基对苯二胺化合物与酸反应形成的盐作为助镀剂,以有机锡类化合物作为促进剂,并将两者搭配使用,对abs树脂进行改性,可改善abs树脂的电镀性能。其中,在聚合物的电镀过程中,二烷基对苯二胺化合物与酸反应生成的盐在电镀液的作用下,会电解出酸和碱,可以强化电镀液对塑胶材质表面的侵蚀。而有机锡类化合物可活化所述助镀剂的效用。因此,将所述助镀剂与所述促进剂复配,两者协同,更加有利于电镀液的刻蚀和增加电镀层的牢靠度。
8.优选地,所述助镀剂包括n,n
‑
二乙基
‑
对苯二胺硫酸盐。
9.优选地,所述促进剂包括辛酸亚锡。
10.尤其,将n,n
‑
二乙基
‑
对苯二胺硫酸盐与辛酸亚锡搭配使用时,在较少用量下即可显著改善abs材料的电镀性能,使abs材料与金属镀层之间具有较高的结合力,而且对abs本身固有的性能影响较小。
11.优选地,所述高电镀结合力的abs改性材料包括如下重量份的组分:abs树脂97.5~99份、助镀剂0.1~0.5份、促进剂0.1~0.5份和润滑剂0.4~1份。采用该配方制备的abs改性材料具有优异的电镀性能,与金属镀层之间的结合力较强,同时机械性能维持在较优水平。
12.优选地,所述助镀剂与所述促进剂的重量比为1:2~2:1。助镀剂和促进剂以该配比复配,对abs树脂的改性效果较优。
13.优选地,所述助镀剂与所述促进剂的重量比为1:1。助镀剂和促进剂以该配比复配,对abs树脂的改性效果最优。
14.优选地,所述abs树脂包括本体法生产的abs树脂、乳液法生产的abs树脂中的至少一种。这两种方法生产的abs树脂容易获得,具有通用性。
15.优选地,所述润滑剂包括硬脂酸盐类润滑剂、酯类润滑剂中的至少一种。
16.本发明还提供了一种所述高电镀结合力的abs改性材料的制备方法,其包括:按照配方称取各原料组分,混合均匀,用双螺杆挤出机塑化、挤出切粒,制得所述abs改性材料。
17.优选地,所述双螺杆挤出机的各区温度设定为200~210℃,螺杆转速设定为200~800rpm。
18.本发明还提供了所述高电镀结合力的abs改性材料在电镀塑料制备中的应用。
19.本发明还提供了一种电镀塑料制品,其含有所述高电镀结合力的abs改性材料。
20.与现有技术相比,本发明的有益效果为:本发明采用n,n
‑
二乙基
‑
对苯二胺硫酸盐作为助镀剂,辛酸亚锡作为促进剂,并将两者复配在较少用量下对abs树脂进行改性,显著改善了abs材料的电镀性能,且对abs本身固有的性能影响较小,获得具有高经济价值和高电镀结合力的abs改性材料,降低了电镀abs材料的生产成本和生产难度。
具体实施方式
21.下面将结合实施例对本发明的技术方案作进一步描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.实施例及对比例所用的原料来源如下:
23.abs
‑
1树脂,型号abs dg
‑
417,天津大沽,乳液法;
24.abs
‑
2树脂,型号abs 8391,上海高桥,本体法;
25.电镀专用级abs pa
‑
727,中国台湾奇美;
26.助镀剂为n,n
‑
二乙基
‑
对苯二胺硫酸盐,河北冠朗生物科技有限公司;
27.促进剂为辛酸亚锡,安徽省沃土化工有限公司;
28.硬脂酸盐类润滑剂为硬脂酸镁,淄博市坤玉化工有限公司;
29.酯类润滑剂为pets,广州巨丰化工科技有限公司。
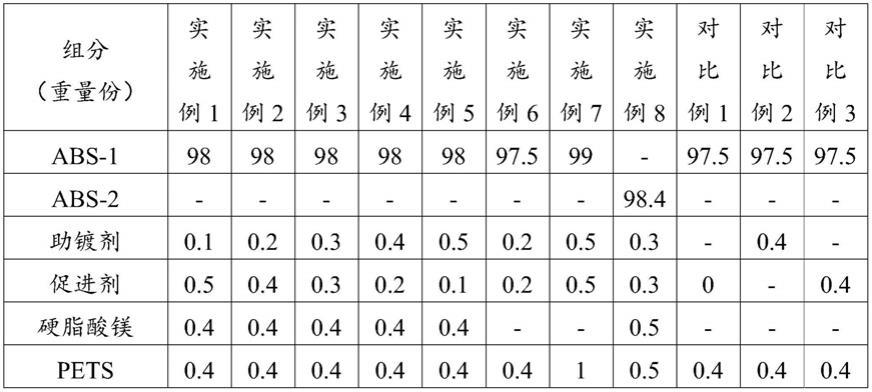
30.实施例1~8和对比例1~3的abs材料配方如下表所示:
[0031][0032]
注:表中
“‑”
表示未添加该组分。
[0033]
实施例1~8和对比例1~3的abs材料采用如下方法制备:按照配方称取各原料组分,投入混合机中以1000rpm的转速混合5min后取出,然后投入双螺杆挤出机的进料斗中,经双螺杆挤出机塑化、挤出切粒。双螺杆挤出机的各区温度设定为200~210℃,螺杆转速设定为200~800rpm。
[0034]
性能测试
[0035]
将实施例1~8和对比例1~3制备的abs材料在鼓风烘箱中于80℃干燥4h后,用塑料注射成型机注塑成标准样条和标准方板,注塑温度为180~210℃;将注塑好的样条在相对湿度50%、23℃的条件下放置至少24h后进行性能测试。
[0036]
性能测试方法如下:
[0037]
弯曲强度:按iso 178
‑
2019方法,试验速度2mm/min;
[0038]
缺口冲击强度:按iso 180
‑
2019方法,4mm厚的试样,悬臂梁a型缺口冲击;
[0039]
电镀性能评估:将试样进行电镀(使用通用电镀刷在试样表面依次刷铜层、镍层和铬层这三层镀层,每层镀层的厚度为10微米,共30微米),并按gb/t 9286
‑
1998标准进行百格测试实验,百格测试结果为3m胶带撕落的格数(撕落格数越多,电镀层结合力越差)。同时,采用中国台湾奇美的电镀专用级abs pa
‑
727制备相同的试样作为对照组,进行上述电镀性能评估。
[0040]
测试结果如下表所示:
[0041][0042]
结果分析:从实施例1~8和对比例1的性能参数可看出,加入本发明的助镀剂和促进剂后,abs的电镀性能得到了显著提升,且力学性能无明显变化。从对比例2~3还可看出,只有同时加入本发明的助镀剂和促进剂,才能显著改善abs的电镀性能。从实施例1~5还可看出,助镀剂和促进剂的配比会对abs的性能产生影响。将助镀剂和促进剂以1:2~2:1的重量比复配时,abs在力学性能和电镀性能上的综合效果更优。将助镀剂和促进剂以1:1的重量比复配时,abs的综合性能最优。
[0043]
最后所应当说明的是,以上实施例仅用以说明本发明的技术方案而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细说明,本领域技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1