一种耐高温低压变板式换热器用EP混炼胶及其制备方法与流程
一种耐高温低压变板式换热器用ep混炼胶及其制备方法
技术领域
1.本发明涉及一种橡胶,特别涉及耐高温低压变板式换热器用ep混炼胶及其制备方法。
背景技术:
2.乙丙橡胶(epdm)具有优越的耐热性、耐臭氧老化和电绝缘性能等,已经在汽车、电线电缆、防水卷材、家用电器等众多领域获得了广泛的应用。近年来由于板式换热器的热交换特性使其作为节能减排的推广应用,在供暖、暖通空调、化工、机械、冶金、钢铁、医药等行业得到了广泛的推广和使用。
3.板式换热器的使用温度通常比较高,如何提高板式换热器密封圈在高温下使用寿命非常关键,亟待一种耐高温低压变板式换热器用ep混炼胶及其制作方法来满足板式换热器、水箱等部件的使用要求。
技术实现要素:
4.本发明提供了一种耐高温低压变板式换热器用ep混炼胶及其制作方法,具有耐高温和低压变,产品强度高,易加工。
5.为实现上述目的,一方面,本发明提供以下技术方案:一种耐高温低压变板式换热器用ep混炼胶,由以下重量百分比的组分组成:
6.生胶40~50%,
7.补强填充剂28~42%,
8.软化剂4~10%,
9.配合剂6~9%,
10.硫化促进剂2~4%。
11.作为本发明实施方式的进一步改进,所述高弹性耐磨印刷胶辊用ep混炼胶,由以下重量百分比的组分组成:
12.生胶45~50%,
13.补强填充剂30~40%,
14.软化剂4~10%,
15.配合剂6~9%,
16.硫化促进剂2~4%。
17.作为本发明实施方式的进一步改进,所述高弹性耐磨印刷胶辊用ep混炼胶,由以下重量百分比的组分组成:
18.生胶48%,
19.补强填充剂34%,
20.软化剂7%,
21.配合剂8%,
22.硫化促进剂3%。
23.作为本发明实施方式的进一步改进,所述的生胶牌号是ep10660。ep10660门尼粘度ml(1+8)@150℃为66,乙烯含量56,可以赋予胶料更高的耐温性和低压变性。
24.作为本发明实施方式的进一步改进,所述补强填充剂n339和n774的任意比例的组合。这样的组合可以赋予胶料良好的拉伸强度和压变性能。
25.作为本发明实施方式的进一步改进,所述软化剂为p2280和sr517。p2280在40℃粘度482mm2/s,可以为胶料提供拉好的拉伸强度;sr517是一种过氧化物助交联剂,在混炼时可以降低胶料的门尼粘度,在硫化时可以提高胶料的胶料程度。
26.作为本发明实施方式的进一步改进,所述配合剂为znoa和peg4000的组合。
27.作为本发明实施方式的进一步改进,所述硫化促进剂为14s-fl和hx-45p的组合。
28.本发明还提供一种耐高温低压变板式换热器用ep混炼胶的制备方法,根据配方的性能要求特点,制备步骤如下。
29.(1)备料,根据配方整体的混炼特性,备料顺序如下:
30.依次为生胶、配合剂、补强填充剂、软化剂、硫化促进剂;
31.(2)第一道混炼,将生胶和配合剂先投入密炼机中进行混炼,混炼时间60s;投入软化剂,再将补强填充剂一起投入到密炼机中,混炼80~100s后进行上顶栓清扫,最后再混炼50~70s后卸料出片,制成a炼胶备用;
32.(3)第二道混炼,将a混炼胶加入硫化促进剂,混炼60~90秒,清扫后再次混炼30~60秒,保证混炼分散充分后下片备用。
33.本发明生产的产品具有耐高温、低压变和良好的加工性能。最突出的优点为产品耐高温、压变低和易加工。
具体实施方式
34.下面将结合实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.本发明实施例公开了一种耐高温低压变板式换热器用ep混炼胶,由以下重量百分比的组分组成:
36.生胶40~50%,
37.补强填充剂28~42%,
38.软化剂4~10%,
39.配合剂6~9%,
40.硫化促进剂2~4%。
41.优选地,高弹性耐磨印刷胶辊用ep混炼胶,由以下重量百分比的组分组成:
42.生胶45~50%,
43.补强填充剂30~40%,
44.软化剂4~10%,
45.配合剂6~9%,
46.硫化促进剂2~4%。
47.特别地,上述高弹性耐磨印刷胶辊用ep混炼胶,由以下重量百分比的组分组成:
48.生胶48%,
49.补强填充剂34%,
50.软化剂7%,
51.配合剂8%,
52.硫化促进剂3%。
53.在本发明实施例中,生胶牌号是ep10660。ep10660门尼粘度ml(1+8)@150℃为66,乙烯含量56,可以赋予胶料更高的耐温性和低压变性。
54.其中,补强填充剂n339和n774的任意两种的组合。这样的组合可以赋予胶料良好的拉伸强度和压变性能。
55.优选地,软化剂为p2280和sr517。p2280在40℃粘度482mm2/s,可以为胶料提供拉好的拉伸强度;sr517是一种过氧化物助交联剂,在混炼时可以降低胶料的门尼粘度,在硫化时可以提高胶料的胶料程度。
56.其中,配合剂为znoa和peg4000的组合,硫化促进剂为14s-fl和hx-45p的组合。
57.本发明实施例还提供了上述耐高温低压变板式换热器用ep混炼胶的制备方法,根据配方的性能要求特点,制备步骤如下。
58.(1)备料,根据配方整体的混炼特性,备料顺序如下:
59.依次为生胶、配合剂、补强填充剂、软化剂、硫化促进剂;
60.(2)第一道混炼,将生胶和配合剂先投入密炼机中进行混炼,混炼时间60s;投入软化剂,再将补强填充剂一起投入到密炼机中,混炼80~100s后进行上顶栓清扫,最后再混炼50~70s后卸料出片,制成a炼胶备用;
61.(3)第二道混炼,将a混炼胶加入硫化促进剂,混炼60~90秒,清扫后再次混炼30~60秒,保证混炼分散充分后下片备用。
62.具体例1-4
63.按照以下步骤制造本发明所涉及的耐高温低压变板式换热器用ep混炼胶。
64.备胶,根据表1的配比,依次把原材料称量准确,搁置备用。
65.第一道混炼,将生胶和配合剂先投入密炼机中进行混炼,混炼时间60s;先投入软化剂,再将补强填充剂一起投入到密炼机中,混炼80~100s后进行上顶栓清扫,最后再混炼50~70s后卸料出片,制成a炼胶备用;
66.第二道混炼,将a混炼胶加入硫化促进剂,混炼60~90秒,清扫后再次混炼30~60秒,保证混炼分散充分后下片完成制备。
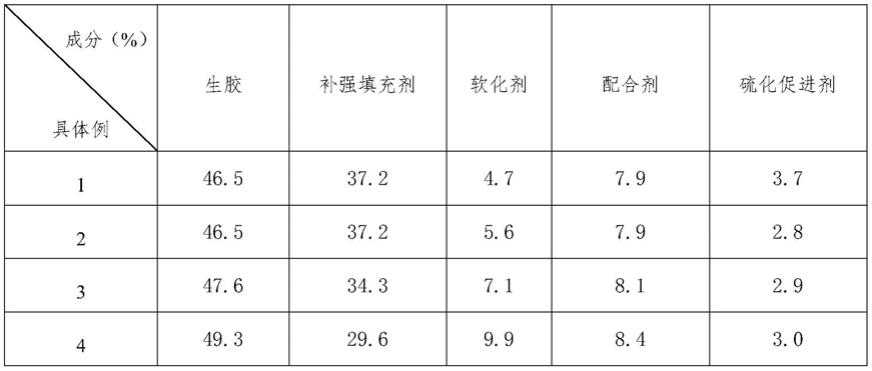
67.表1为具体例1~4中的成分按其质量分数的配比。
68.表1具体例1~4的成分配比
[0069][0070]
表2具体例1-4的混炼时间
[0071][0072]
表3为具体例1-4所制成的一种耐高温低压变板式换热器用ep混炼胶的性能参数。
[0073]
表3具体例1-4制成品的性能参数
[0074][0075]
从表3可以看到,本发明的耐高温低压变板式换热器用ep混炼胶具有以下特点:本发明生产的产品具有良好的强度和较低的压变性能,最突出的优点为产品强度高,压变低,脱模性好、易加工。其中,具体例3不仅具有良好的强度和压变性,又具有较好的价格优势,是最优例。
[0076]
本发明生产的产品具有良好的强度和压变性,最突出的优点为突出的优点为产品强度高,压变低,脱模性好、易加工。
[0077]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。
对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1