一种用于血液制品废液中乙醇回收的系统的制作方法
1.本实用新型涉及乙醇回收技术领域,尤其涉及一种用于血液制品废液中乙醇回收的系统。
背景技术:
2.血液制品主要指以健康人血液为原料,采用生物学工艺或分离纯化技术制备的各种人血浆蛋白制品,包括人血白蛋白、人胎盘血白蛋白、静脉注射用人免疫球蛋白、肌注人免疫球蛋白、组织胺人免疫球蛋白、特异性免疫球蛋白、免疫球蛋白(乙型肝炎、狂犬病、破伤风免疫球蛋白)、人凝血因子
ⅷ
、人凝血酶原复合物、人纤维蛋白原、抗人淋巴细胞免疫球蛋白等。血液制品的原料是血浆。人血浆中有92%
ꢀ‑ꢀ
93%是水,仅有7%
ꢀ‑ꢀ
8%是蛋白质,血液制品就是从这部分蛋白质分离提纯制成的。在血液制品生产分离过程中,需要添加乙醇作为溶剂来辅助生产,乙醇不参加反应,但是长时间使用会使乙醇内的水分含量增加,导致生产效果降低,直至不能生产而形成血液制品废液并排出。
3.目前,为了保护环境,血液制品废液由于含有大量乙醇不能直接进行污水处理,会对环境造成严重破坏,同时大量乙醇直接排出,对生产原料造成浪费,提高了生产成本,因此,需要对乙醇进行回收再利用。在现有技术中,常常直接利用精馏塔对血液制品废液进行提纯,由于废液是常温溶液,直接对其加热需要消耗的能量巨大,不符合节能环保理念。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的。
5.为实现上述目的,本实用新型采用了如下技术方案:
6.一种用于血液制品废液中乙醇回收的系统,包括中和储罐、预热器、二次预热器、过滤器、回收塔、第一冷凝器、第二冷凝器、成品冷却器、待检罐、成品罐、循环水池和冷却塔;所述中和储罐的入口与外部血液制品废液的引入管道连接,所述中和储罐的出口与所述预热器连接,所述预热器还分别与所述回收塔以及所述二次预热器连接,所述预热器与所述回收塔的顶端出口相连,所述二次预热器还分别与所述回收塔的底端以及所述过滤器连接,所述过滤器连接在所述回收塔的物料入口处,如此形成废液预处理系统;所述预热器还与所述第一冷凝器相连,所述第二冷凝器与所述第一冷凝器连接,所述第二冷凝器还与所述回收塔的中上部的回流口相连,如此形成初次冷却回流系统;所述循环水池以及所述冷却塔均分别与所述第一冷凝器、所述第二冷凝器以及所述成品冷却器连接,所述循环水池与所述冷却塔连接,从而形成并联的冷却水循环系统;所述成品冷却器还与所述回收塔的中上部的引出口相连,形成成品冷却系统;所述待检罐分别与所述成品冷却器以及成品罐连接;
7.其中,废液预处理系统利用回收塔顶端输出的高温的乙醇蒸汽对预热器中流过的废液进行一次加热,利用回收塔底端流出的高温废水对二次预热器中流过的废液进行二次加热,然后利用过滤器过滤掉废液中的杂质,从而实现了废液的预处理;冷却回流系统利用
预热器中流过的常温废液对高温乙醇蒸汽进行第一次冷却降温,然后利用第一冷凝器中流过的冷却水对乙醇蒸汽进行二次冷却降温,然后再利用第二冷凝器中流过的冷却水对乙醇蒸汽进行第三次冷却降温,然后回流到回收塔内,实现高温乙醇蒸汽的冷却回流,在回流口附近的引出口引出部分液相乙醇,进入成品冷却器进行成品冷却降温,输出常温乙醇溶液,进行检测判断是否合格。
8.优选地,所述回收塔包括由下到上依次连接的下段、中段和上段,所述下段的底部的入口连接工业蒸汽输入管道,所述下段的底端的出口与所述二次预热器连接,所述下段的顶部的入口与所述过滤器的输出口相连;所述上段的顶部出口与所述预热器连接,所述上段的侧边入口与所述第二冷凝器相连,所述上段的下侧边的出口与所述成品冷却器相连。
9.优选地,所述上段的侧边入口还分别与所述预热器以及所述第一冷凝器相连。
10.优选地,所述中段的引出口处连接有添加剂储罐,所述添加剂储罐内盛放有消泡添加剂。
11.优选地,所述系统还包括捕集器,所述捕集器的引入口与所述第二冷凝器相连,所述捕集器的引出口与所述上段的侧边入口相连。
12.优选地,所述上段、所述中段以及所述下段处均设有温度计。
13.优选地,所述中和储罐的引出口外连接有用以将废液泵出的送料泵,所述送料泵与所述预热器之间设置有废液涡轮流量计。
14.一种用于血液制品废液中乙醇回收的回收工艺,包括如下步骤:
15.s1:确认回收塔具备正常工作的条件:确保回收塔内液位不低于60厘米,且回收塔内的塔板上均有液位,同时确认送料泵和回流泵前后的手动阀门已开启;
16.s2:确定淡乙醇浓度:用乙醇比重计检测血液制品废液中的乙醇浓度;
17.s3:启动冷却水循环系统:启动循环水池的输出水泵和冷却塔的风机,确保第一冷凝器、第二冷凝器以及成品冷凝器中冷却水循环流动;
18.s4:回收塔加温:锅炉房持续输出工业蒸汽并通入到回收塔中,对回收塔进行持续加温,工业蒸汽的压力控制在0.2
‑
0.45 mpa,最终稳定在0.45 mpa;
19.s5:排废水:在回收塔下段的温度升至90
‑
95摄氏度时,打开回收塔底部的废水排出口将废水排出;
20.s6:送料:实时监测回收塔内温度,在回收塔中段的温度升至65
‑
70摄氏度时,开启送料泵送料;
21.s7:废液预处理后入塔蒸馏:在送料泵与蒸馏塔之间设置依次串联的预热器、二次预热器以及过滤器,预热器同时与回收塔顶端出口连接,二次预热器与回收塔底部的废水出口连接,送料泵开启后将泵出的废液先进入预热器,预热器内同步接收从回收塔顶部输出的气化的乙醇混合蒸汽,因此废液在预热器中吸收气化乙醇蒸汽的热量进行一次预热,然后流到二次预热器,二次预热器中通入回收塔底部的高温废水进行二次预热,然后流出进入过滤器,最后经过过滤器过滤后流入回收塔内进行蒸馏,如此利用回收塔内本身的高温乙醇蒸汽和液体进行加热,节能环保;
22.s8:消泡:在废液入塔蒸馏过程中,在回收塔中部注入消泡添加剂,消除回收塔内血蛋白高温蒸煮产生的泡沫,能有效避免回收塔内阻塞;
23.s9:乙醇冷却回流:乙醇冷却回流系统包括依次连接的预热器、第一冷凝器、第二冷凝器,在回收塔上段的温度升至不低于70度时,开启回流泵,此时,蒸发的乙醇蒸汽从回收塔顶部流出并依次进入预热器、第一冷凝器以及第二冷凝器,然后将冷却后的乙醇再回流注入到回收塔的上段内;
24.s10:成品乙醇输出:在塔顶的温度在80
±
2摄氏度时,控制回流引出比为3:1,从塔顶的乙醇引出口处引出经过冷凝回流后并尚未气化的乙醇,将引出的液体乙醇引入到成品冷却器中,进行换热冷却;
25.s11:成品检测:成品冷却器中输出的液体乙醇进入待检罐待检,经取样检测合格的产品进入成品罐并输送到生产车间参与生产,不合格则回到中和储罐中继续进行精馏回收。
26.优选地,在上述工艺进行过程中,工业蒸汽持续输入,持续对回收塔进行加热,直至回收塔内的温度分别控制在塔底温度104
±
2℃,塔中温度82
±
2℃,塔顶温度80
±
2℃,同时预热器的温度控制在55~60℃,第一冷凝器的温度控制在45~50℃,第二冷凝器的温度控制在30
±
2℃,成品乙醇冷却温度≥25℃。
27.优选地,在s8步骤中,乙醇冷却回流进一步改进为分段乙醇冷却回流,且所述乙醇冷却回流系统还包括捕集器,所述捕集器与所述第二冷凝器相连,在具体冷却过程中,所述预热器对乙醇蒸汽进行首次降温冷却,在此过程中降温冷却后产生的液体乙醇回流入回收塔中,未液化的乙醇蒸汽进入第一冷凝器进行再次冷凝,此处冷凝产生的液体乙醇同步回流到回收塔中,而未液化的乙醇继续流进第二冷凝器进行第三次冷凝,此处液化的乙醇同步回流到回收塔内,仍未被液化的乙醇蒸汽最终流入捕集器,并在捕集器中凝结液化,最终也回流到回收塔中。
28.与现有技术相比,本实用新型的有益效果为:回收塔高度足够高并分为三段,使废液中的乙醇和其他杂质气化后能够充分的与回收塔内的塔板上的液体接触,过滤掉相应的溶于水的杂质,形成相对纯净的乙醇蒸汽;高温乙醇蒸汽从回收塔的顶端引出进入预热器,利用高温乙醇蒸汽正好对泵入预热器内的废液进行热交换,从而对废液进行预加温,同时也对高温乙醇蒸汽进行降温冷却,再次利用回收塔底端排出的废水流入到二次预热器内对废液进行第二次加温,如此将回收塔输出的高温转化到废液中,形成回收系统自身热量的相互转移利用,不用再利用其它设备对废液进行加热,也不用直接输入到回收塔加热,省时方便,且节能环保,同时极大的提高了乙醇会后的效率,在经过预热器和二次预热器的预加热之后,废液进入回收塔仅需要稍微加热即可气化,简单方便;同时,利用预热器、第一冷凝器、第二冷凝器以及捕集器分段多次进行冷却回流,使乙醇回流更加充分,且分段回流,降低了降温时间,使回流效率更高;另外,在回收塔气化过程中,在回收塔中部输入消泡添加剂,能有效消除血液制品废液中的各种血蛋白由于高温产生的气泡,使塔内环境清爽,能有效避免阻塞等情况;通过回流加温后再取出,同时与成品冷却器对应连接的回收塔的引出口处的温度控制在78.2摄氏度,能够有效提高回收乙醇的纯度;因此,本实用新型不仅结构简单合理,同时能够有效节能环保,减少能源的过度消耗,且能够有效提高乙醇回收效率。
附图说明
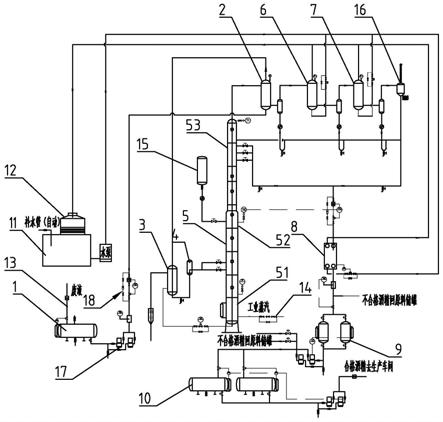
29.图1为本实用新型的一种用于血液制品废液中乙醇回收的系统及回收工艺的结构
示意图。
具体实施方式
30.为使对本实用新型的目的、构造、特征、及其功能有进一步的了解,兹配合实施例详细说明如下。
31.请参照图1,图1为本实用新型的一种用于血液制品废液中乙醇回收的系统及回收工艺的结构示意图。
32.如图1所示,一种用于血液制品废液中乙醇回收的系统,包括中和储罐1、预热器2、二次预热器3、过滤器4、回收塔5、第一冷凝器6、第二冷凝器7、成品冷却器8、待检罐9、成品罐10、循环水池11和冷却塔12;中和储罐1的入口与外部血液制品废液的引入管道13连接,中和储罐1的出口与预热器2连接,预热器2还分别与回收塔5以及二次预热器3连接,预热器2与回收塔5的顶端出口相连,二次预热器3还分别与回收塔5的底端以及过滤器4连接,过滤器4连接在回收塔5的物料入口处,如此形成废液的预处理系统;预热器2还与第一冷凝器6相连,第二冷凝器7与第一冷凝器6连接,第二冷凝器7还与回收塔5的中上部的回流口相连,如此形成初次冷却回流系统;循环水池11以及冷却塔12均分别与第一冷凝器6、第二冷凝器7以及成品冷却器8连接,循环水池11与冷却塔12连接,从而形成并联的冷却水循环系统;成品冷却器8还与回收塔5的中上部的引出口相连,形成成品冷却系统;待检罐9分别与成品冷却器8以及成品罐10连接。
33.其中,废液预处理系统利用回收塔5顶端输出的高温的乙醇蒸汽对预热器2中流过的废液进行一次加热,利用回收塔5底端流出的高温废水对二次预热器3中流过的废液进行二次加热,然后利用过滤器4过滤掉废液中的杂质,从而实现了废液的预处理;冷却回流系统利用预热器2中流过的常温废液对高温乙醇蒸汽进行第一次冷却降温,然后利用第一冷凝器6中流过的冷却水对乙醇蒸汽进行二次冷却降温,然后再利用第二冷凝器7中流过的冷却水对乙醇蒸汽进行第三次冷却降温,然后回流到回收塔5内,实现高温乙醇蒸汽的冷却回流,在回流口附近的引出口引出部分液相乙醇,进入成品冷却器8进行成品冷却降温,输出常温乙醇溶液,进行检测判断是否合格。
34.在一实施例中,预热器2、二次预热器3、第一冷凝器6、第二冷凝器7以及成品冷却器8的内部均具有相互独立的两个流道,从而能够保证其内部能够同时流通两股流体并互补干扰,同时能够彼此之间进行相互换热。比如其中一种可能的具体结构为:外部设置封闭的外壳,外壳下端设置有引入口,外壳上端设置引出口,引入口引入换热水,引出口将换热后的换热水引出,同时换热水从下方的引入口注入并逐步充满外壳内部,直至充满后从引出口溢出,实现换热水在外壳内的循环流动;外壳内设置盘管,盘管的引入端位于外壳侧壁的上侧,盘管的引出端位于外壳侧壁的下侧,如此从外壳上侧引入待换热的液体,流经盘管后与外壳能的换热水进行换热,直至从盘管的引出端流出,实现换热。
35.在本实用新型的一实施例中,首先血液制品废液从前端的生产车间流出进入本乙醇回收系统进行乙醇的回收,本系统的回收乙醇的具体流程中,首先是废液流入到废液的预处理系统的进入预处理,具体是,废液首先进入中和储罐1中进行蓄积存储,然后被送料泵17泵出并随管道流到预热器2内,预热器2与回收塔5的顶端出口相连,如此回收塔5顶端出口流出的高温乙醇蒸汽进入到预热器2并与预热器2内的常温废液进行换热,废液对高温
乙醇蒸汽进行降温,而高温的乙醇蒸汽同时将热量传递给废液,使废液实现第一次预升温;在废液从中和储罐1中泵出后,在送料泵17与预热器2之间设置有废液涡轮流量计18,能够根据具体情况控制调节废液进入到回收塔5内的流量,废液输入流量控制在由少到多,在最终按照折算后纯乙醇为500l/h的流量持续进料;经过依次预升温后的废液继续沿管道向前流动进入二次预热器3件二次预热,二次预热器3的底端进口与回收塔5的底端出口相连,从而回收塔5底端流出的高温废水流入到二次预热器3内对废液进行二次预热,二次预热后从二次预热器3内流出进入过滤器4过滤,然后过滤后进入回收塔5的入料口进行加热蒸馏;需要指出的是,回收塔5底端流出的废水的温度高于回收塔5顶端流出的高温乙醇蒸汽的温度,在回收塔5正常工作时,塔底的工业蒸汽逐步向上传递对废液进行蒸馏,塔底温度通常控制在104.8摄氏度左右,塔中温度为82.5摄氏度左右,塔顶温度在78.2摄氏度左右,因此,塔底流出来的废水的温度高于塔顶流出来的高温乙醇蒸汽的温度,故此,二次预热器3能够对已预热的废液进行二次预热,使废液进行进一步升温,更加接近回收塔5内的温度,从而能够节省废液在回收塔5内的加热时间,实现快速蒸馏,废水经过二次预热器3后从二次预热器3的顶端流出,然后进入降温池进行降温后流入污水处理厂。
36.经过回收塔5蒸馏过后的高温乙醇蒸汽,进入初次冷却回流系统进行冷却回流,具体流程是,回收塔5顶端的蒸汽出口引出高温乙醇蒸汽,然后流入到预热器2内与废液进行换热降温,然后流入到第一冷凝器6进行二次降温,在流入到第二冷凝器7进行第三次降温,在经过三次降温后形成乙醇液体,然后通过回收塔5上段53的引入口回流回回收塔5,进行再次蒸发,此时一些杂质气体经过再次蒸发到塔顶出口,剩下的乙醇液体处于在78.2度左右的乙醇的临界沸点区,即为巴氏净化区,仍会有大量乙醇液体存在,且杂质气体蒸发走后,乙醇更加纯净,然后再按照回流引出比引出高温乙醇液体,进入成品冷却系统进行冷却。回流引出比通常可以按照3:1进行引出,即回流量与引出量为3:1。当然,在再次引出的管道中间设置有成品引出泵,应以严格控制成品引出量,冷却乙醇回流处设置回流泵,能够有效确定回流乙醇的流量,从而能够更好的控制回流引出比,且能够保证回收系统高速准确运作。
37.从回收塔5内再次引出的乙醇液体直接进入到成品冷却系统,利用成品引出泵将成品乙醇引出并泵入到成品冷凝器内进行冷凝并输出进入待检罐9中;对待检罐9中的成品乙醇利用比重计对乙醇纯度或者说浓度进行检测,若乙醇浓度达到95%以上,则为合格乙醇并泵入到成品罐10内,然后可以返回生产车间继续进行生产使用,如果浓度未达到95%以上则为不合格乙醇,此时将乙醇泵出并再输入到中恶化储罐中再次进行蒸馏回收。
38.冷却水循环系统使冷却塔12、循环水池11、分别与第一冷凝器6、第二冷凝器7以及成品冷却器8并联,形成独立的循环冷却系统,便于单独对第一冷凝器6、第二冷凝器7以及成品冷却器8进行降温。
39.优选地,回收塔5包括由下到上依次连接的下段51、中段52和上段53,下段51的底部的入口连接工业蒸汽输入管道14,便于从回收塔5底端输入工业蒸汽,从回收塔5底端开始加热,并开始向上传热;下段51的底端的出口与二次预热器3的底端入口连接,如此能够在回收塔5的底端蒸馏完成的废水向外流出时,直接先从二次预热器3的底端流入二次预热器3,对二次预热器3内流过的废液进行换热,下段51的顶部的入口与过滤器4的输出口相连,便于废液引入到回收塔5中进行蒸馏;上段53的顶部出口与预热器2连接,用以将从回收
塔5顶端引出的高温乙醇蒸汽引出到预热器2中,上段53的侧边入口与第二冷凝器7相连,用以将冷却后的乙醇液体回流回回收塔5,上段53的下侧边的出口与成品冷却器8相连,用以引出成品乙醇。
40.优选地,上段53的侧边入口还分别与预热器2以及第一冷凝器6相连,用以分别将从预热器2和第一冷凝器6内冷却后的液体乙醇引回流到回收塔5内,从而能够减小降温冷却的时间和流量,实现分段冷却,使冷却效率更高。分段冷却和回流能够逐步将预热器2、第一冷凝器6和第二冷凝器7处冷凝后的液体乙醇分别回流入回收塔5,从而第一冷凝器6仅需要冷却从预热器2内流出的未液化的乙醇,第二冷凝器7仅需要冷却从第一冷凝器6内流出的未液化的乙醇,因此能够大大提高冷凝效率,减小热量的无畏流失,也降低了水循环系统内的冷却塔12的工作量。
41.优选地,中段52的引出口处连接有添加剂储罐15,添加剂储罐15内盛放有消泡添加剂。由于废液中会含有血蛋白残留,在废液持续输入到回收塔5内时,其中含有的血蛋白在回收塔5内囤积的越来越多,且在高温环境中,回收塔5内的血蛋白会在高温水煮的情况下产生大量泡沫堵塞回收塔5,导致回收塔5无法正常工作,消泡添加剂的添加,能够在回收塔5中部堆积很多血蛋白泡沫时将泡沫消除,从而能够使蒸馏回收工作顺利进行,防止回收塔5堵塞,或者塔内压力增大,保持回收塔5内清爽的蒸馏环境。
42.优选地,系统还包括捕集器16,捕集器16的引入口与第二冷凝器7相连,捕集器16的引出口与上段53的侧边入口相连。捕集器16的设置,用以捕集从二次冷凝器中流出的残存的未液化的蒸汽并进行液化,保证液化更彻底。
43.更进一步地,预热器2、第一冷凝器6、第二冷凝器7和捕集器16的出口还直接与成品冷凝器的物料入口相连,如此也能够根据需求直接引出成品乙醇而不经过回流。当然,在流入到成品冷却器8内之前的管道处设置检测口,可以进形抽样检测。
44.优选地,上段53、中段52以及下段51处均设有温度计,用以实时监测回收塔5内各段的温度,如此能够准确或者塔内温度,在温度达到预定值时,调整工业蒸汽输入量并持续稳定输入,保证塔内温度稳定。
45.优选地,中和储罐1的引出口外连接有用以将废液泵出的送料泵17,送料泵17与预热器2之间设置有废液涡轮流量计18,能够控制输入到回收塔5内的废液的流量,保证充分蒸馏回收,并保证回收效率。
46.一种用于血液制品废液中乙醇回收的回收工艺,包括如下步骤:
47.s1:确认回收塔5具备正常工作的条件:确保回收塔5内液位不低于60厘米,且回收塔5内的塔板上均有液位,同时确认送料泵17和回流泵前后的手动阀门已开启;并确保冷却水泵进水畅通无堵塞,从而能使冷却水循环流动,保证高温乙醇蒸汽的冷却液化;
48.s2:确定淡乙醇浓度:用乙醇比重计检测血液制品废液中的乙醇浓度;淡乙醇即为含有乙醇的血液制品废液,在生产之前确定淡乙醇浓度,如此才能进一步确定输入淡乙醇的流量,确保乙醇充分蒸馏和回收;
49.s3:启动冷却水循环系统:启动循环水池11的输出水泵和冷却塔12的风机,确保第一冷凝器6、第二冷凝器7以及成品冷凝器中冷却水循环流动;各个冷却设备均有单独的冷却水流动,从而能够完成相应的冷凝降温工作,且保证冷凝降温效率;冷却塔12持续输出冷却水,使冷却水循环流动,从而保证持续降温;
50.s4:回收塔5加温:锅炉房持续输出工业蒸汽并通入到回收塔5中,对回收塔5进行持续加温,工业蒸汽的压力控制在0.2
‑
0.45 mpa,最终稳定在0.45 mpa;利用工业蒸汽对回收塔5内部环境进行升温,工业蒸汽的持续输入能保证回收塔5内的高温环境,稳定在0.45 mpa的工业蒸汽能够使塔内环境维持在工作效率最高的工作状态,有效保证乙醇回收效率,也不会造成能源的浪费;
51.s5:排废水:在回收塔5下段51的温度升至90
‑
95摄氏度时,打开回收塔5底部的废水排出口将废水排出;随着工业蒸汽的持续输入,工业蒸汽中携带的水分与塔底原有的水接触换热并凝结在塔底原有的水中,使塔底水位持续增多,在回收塔5下段51的温度升至90
‑
95度时,陆续将废水排出,从而能够保证回收塔5内的工业蒸汽持续输入的同时温度升高而水位不会相应的增高,保证回收塔5内液位稳定,避免也为过高导致影响正常生产;另外,在血液制品废液持续向回收塔5内输入时,随着乙醇的汽化,剩余的废水最终也会流入到回收塔5的底部,因此需要持续排废水;
52.s6:送料:实时监测回收塔5内温度,在回收塔5中段52的温度升至65
‑
70摄氏度时,开启送料泵17送料;在送料阶段需要调节废液涡轮流量计18来控制进料的流量,需按照折算后纯乙醇为500l/h的流量持续进料;需要注意的是,开始流量要小一些,等系统趋于稳定后再逐步加大100l直至理论进量,但血液制品废液的流量最小不能少于600l/h且最大不超过1500l/h;
53.s7:废液预处理后入塔蒸馏:在送料泵17与蒸馏塔之间设置依次串联的预热器2、二次预热器3以及过滤器4,预热器2同时与回收塔5顶端出口连接,二次预热器3与回收塔5底部的废水出口连接,送料泵17开启后将泵出的废液先进入预热器2,预热器2内同步接收从回收塔5顶部输出的气化的乙醇混合蒸汽,因此废液在预热器2中吸收气化乙醇蒸汽的热量进行一次预热,然后流到二次预热器3,二次预热器3中通入回收塔5底部的高温废水进行二次预热,然后流出进入过滤器4,最后经过过滤器4过滤后流入回收塔5内进行蒸馏,如此利用回收塔5内本身的高温乙醇蒸汽和液体进行加热,节能环保;
54.s8:消泡:在废液入塔蒸馏过程中,在回收塔5中部注入消泡添加剂,消除回收塔5内血蛋白高温蒸煮产生的泡沫,能有效避免回收塔5内阻塞;
55.s9:乙醇冷却回流:乙醇冷却回流系统包括依次连接的预热器2、第一冷凝器6、第二冷凝器7,在回收塔5上段53的温度升至不低于70度时,开启回流泵,此时,蒸发的乙醇蒸汽从回收塔5顶部流出并依次进入预热器2、第一冷凝器6以及第二冷凝器7,然后将冷却后的乙醇再回流注入到回收塔5的上段53内;在回收塔5顶部温度达到70度以上时,接近乙醇沸点,此时乙醇大量蒸发,从回收塔5顶端依次流入预热器2、第一冷凝器6和第二冷凝器7进行冷却液化,此时再开启回流通道,才能在回流区汇集大量纯乙醇,便于取出;
56.s10:成品乙醇输出:在塔顶的温度在80
±
2摄氏度时,控制回流引出比为3:1,从塔顶的乙醇引出口处引出经过冷凝回流后并尚未气化的乙醇,将引出的液体乙醇引入到成品冷却器8中,进行换热冷却;乙醇引出口附近的温度控制在78.2度左右,此时此处的温度临界乙醇的沸点,并称为巴氏净化区,乙醇纯度最高,且回流到此处的乙醇经过附近的高温环境使得乙醇内的杂质气体受高温再次挥发,如此剩下的乙醇更加纯净,从而使引出的酒精纯度更高;另外,控制回流引出比,能够控制引出的液体乙醇量,保证回流多引出少,剩下的乙醇能够再次蒸馏挥发,如此能够保证引出的乙醇纯度,在若引出乙醇的流量大于回流乙
醇的流量,则容易造成乙醇纯度降低,导致回收乙醇不合格;
57.s11:成品检测:成品冷却器8中输出的液体乙醇进入待检罐9待检,经取样检测合格的产品进入成品罐10并输送到生产车间参与生产,不合格则回到中和储罐1中继续进行精馏回收。
58.优选地,在上述工艺进行过程中,工业蒸汽持续输入,持续对回收塔5进行加热,直至回收塔5内的温度分别控制在塔底温度104
±
2℃,塔中温度82
±
2℃,塔顶温度80
±
2℃,同时预热器2的温度控制在55~60℃,第一冷凝器6的温度控制在45~50℃,第二冷凝器7的温度控制在30
±
2℃,成品乙醇冷却温度≥25℃。在系统稳定工作过程中,回收塔5内的温度由下到上逐渐升高,且到塔顶的温度为80度左右,能保证乙醇完全蒸发,确保乙醇回收完全。
59.优选地,在s8步骤中,乙醇冷却回流进一步改进为分段乙醇冷却回流,且乙醇冷却回流系统还包括捕集器16,捕集器16与第二冷凝器7相连,在具体冷却过程中,预热器2对乙醇蒸汽进行首次降温冷却,在此过程中降温冷却后产生的液体乙醇回流入回收塔5中,未液化的乙醇蒸汽进入第一冷凝器6进行再次冷凝,此处冷凝产生的液体乙醇同步回流到回收塔5中,而未液化的乙醇继续流进第二冷凝器7进行第三次冷凝,此处液化的乙醇同步回流到回收塔5内,仍未被液化的乙醇蒸汽最终流入捕集器16,并在捕集器16中凝结液化,最终也回流到回收塔5中。分段冷却回流能大大降低乙醇回流所需要的冷却水量,且使回流回来的液体乙醇的温度不会太低,从而在回流入回流塔内时不会对回流塔顶部的温度造成较大的影响,且降低了冷凝回流的时间。
60.另外,第一冷凝器6和第二冷凝器7的冷却水进入端均设置流量控制阀,如此能够控制两个冷凝器内的冷却水的流量,避免冷却水的浪费。
61.由上所述,本实用新型的一种用于血液制品废液中乙醇回收的系统及回收工艺,回收塔高度足够高并分为三段,使废液中的乙醇和其他杂质气化后够充分的与回收塔内的塔板上的液体接触,过滤掉相应的溶于水的杂质,形成相对纯净的乙醇蒸汽;高温乙醇蒸汽从回收塔的顶端引出进入预热器,利用高温乙醇蒸汽正好对泵入预热器内的废液进行热交换,从而对废液进行预加温,同时也对高温乙醇蒸汽进行降温冷却,再次利用回收塔底端排出的废水流入到二次预热器内对废液进行第二次加温,如此将回收塔输出的高温转化到废液中,形成回收系统自身热量的相互转移利用,不用再利用其它设备对废液进行加热,也不用直接输入到回收塔加热,省时方便,且节能环保,同时极大的提高了乙醇会后的效率,在经过预热器和二次预热器的预加热之后,废液进入回收塔仅需要稍微加热即可气化,简单方便;同时,利用预热器、第一冷凝器、第二冷凝器以及捕集器分段多次进行冷却回流,使乙醇回流更加充分,且分段回流,降低了降温时间,使回流效率更高;另外,在回收塔气化过程中,在回收塔中部输入消泡添加剂,能有效消除血液制品废液中的各种血蛋白由于高温产生的气泡,使塔内环境清爽,能有效避免阻塞等情况;通过回流加温后再取出,同时与成品冷却器对应连接的回收塔的引出口处的温度控制在78.2摄氏度,能够有效提高回收乙醇的纯度;因此,本实用新型不仅结构简单合理,同时能够有效节能环保,减少能源的过度消耗,且能够有效提高乙醇回收效率。
62.本实用新型已由上述相关实施例加以描述,然而上述实施例仅为实施本实用新型的范例。必需指出的是,已揭露的实施例并未限制本实用新型的范围。相反地,在不脱离本实用新型的精神和范围内所作的更动与润饰,均属本实用新型的专利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1