一种聚丙烯酸烷烃酯类加工助剂以及包含该加工助剂的可熔融加工组合物的制作方法
1.本发明属于热塑性聚合物加工用改性助剂技术领域,具体涉及一种聚丙烯酸烷烃酯类加工助剂以及包含该加工助剂的可熔融加工组合物。
背景技术:
2.热塑性聚合物的常见加工方法为利用旋转螺杆推动可熔融加工的热塑性聚合物熔体通过挤出机料筒进入不同类型的模头,然后冷却成具有模头形状的产品。例如应用该方法将聚烯烃类聚合物熔体挤出加工为管子、线缆包覆层或薄膜等。
3.为了提高生产效率,降低生产成本,通常采用提高挤出机螺杆转速从而加快挤出速度的方法,但是挤出速度越快,聚合物熔体受到的剪切速率就越高。对于任何可熔融加工的热塑性聚合物或其组合物,都存在一个剪切速率的临界值,低于该值时,挤出物表面光滑,但高于该值时,挤出物表面就会变得粗糙,通常把该类情况称为熔体破裂。最初的熔体破裂表现为“鲨鱼皮”现象,即表面光泽丧失;其再严重的表现为横贯挤出方向的脊,即挤出物表面出现环状螺纹;其更严重的表现为“连续熔体破裂”现象,即挤出物表面严重变形为不规则形状。高效低成本的高速挤出与避免熔体破裂的低剪切速率相抵触,必须加以优化。
4.早在1964年授予blatz的美国专利no.3125547中就有关于使用含氟聚合物作为加工助剂去改善聚烯烃类聚合物的加工性能,相比传统采用降低挤出速度、提高加工温度、改变模头形状或添加小分子量润滑剂的方法,该含氟聚合物在聚烯烃类聚合物中的含量为500ppm左右,就能有效解决挤出物表面的“鲨鱼皮”问题,同时不影响聚合物本身的物理性能。
5.后续在全球范围出现多篇关于改善聚烯烃类聚合物加工问题的相关技术和专利,例如morgan等人的美国专利no.5397897描述的含氟弹性体,chapman等人的美国专利no.5464904描述的结晶氟碳聚合物,以及duchesne和johnson的美国专利no.5015693和no.4855013描述的使用聚(氧化烯)聚合物作为协效剂与氟烃聚合物组合的加工助剂,这些加工助剂中都含有含氟聚合物,然而含氟聚合物的合成往往需要涉及到氟利昂和含氟阴离子表面活性剂,这些相关的含氟小分子已经被确认会对大气臭氧层和环境生态造成严重影响,将逐步被限制使用。
6.因此,研发一种原料丰富易得、合成工艺安全环保且成本低的聚烯烃类聚合物用加工助剂尤为重要。
技术实现要素:
7.针对现有技术存在的不足及缺陷,本发明旨在提供一种聚丙烯酸烷烃酯类加工助剂,本发明中的原料丰富易得且合成工艺安全环保,且本发明制得的聚丙烯酸烷烃酯类加工助剂成本低。
8.为了实现上述目的,本发明第一方面提供了一种聚丙烯酸烷烃酯类加工助剂,采
用如下技术方案:
9.一种聚丙烯酸烷烃酯类加工助剂,包括:丙烯酸酯类单体、含羧酸基团的烯键式不饱和可共聚单体、饱和脂肪酸酯化烯醇类单体中的一种或多种单体均聚或共聚得到聚丙烯酸烷烃酯,所述聚丙烯酸烷烃酯的重均分子量大于15万。
10.在上述聚丙烯酸烷烃酯类加工助剂中,作为一种优选实施方式,所述聚丙烯酸烷烃酯的重均分子量为30-200万(比如50万、80万、100万、150万、180万);更优选地,所述聚丙烯酸烷烃酯的重均分子量为50-150万(比如60万、80万、110万、120万、130万)。
11.在上述聚丙烯酸烷烃酯类加工助剂中,作为一种优选实施方式,所述聚丙烯酸烷烃酯在常温(25℃)下是弹性体;优选地,所述聚丙烯酸烷烃酯的玻璃化转变温度低于10℃;更优选地,所述聚丙烯酸烷烃酯的玻璃化转变温度低于0℃。
12.本发明中,低的玻璃化转变温度能够反映出由不同单体共聚形成聚丙烯酸烷烃酯的均匀性,单体均匀共聚的聚合物结晶度低,作为加工助剂更不容易影响到被加工的热塑性聚合物(聚烯烃)的透光率和光泽度。
13.在上述聚丙烯酸烷烃酯类加工助剂中,作为一种优选实施方式,所述加工助剂的制备方法为:首先通过乳液聚合的方法得到聚丙烯酸烷烃酯乳液,然后经凝聚制得加工助剂;优选地,聚丙烯酸烷烃酯乳液的平均粒径为100-300纳米(比如120nm、150nm、180nm、200nm、250nm),固含量为15-45%(比如18%、20%、25%、30%、40%)。
14.在上述聚丙烯酸烷烃酯类加工助剂中,作为一种优选实施方式,所述丙烯酸酯类单体的结构通式为:ch2=cr
1-coor2;其中,r1为氢原子或1-10个(比如2个、4个、6个、8个)碳原子的烷基,r2为1-10个(比如2个、4个、6个、8个)碳原子的烷基、环烷基、芳基或含氧烷基;优选地,r1为氢原子或1-3个碳原子的烷基,r2为1-4个碳原子的烷基、环烷基、芳基或含氧烷基;优选地,所述丙烯酸酯类单体选自甲基丙烯酸甲酯、甲基丙烯酸丁酯、甲基丙烯酸羟乙酯、丙烯酸甲酯、丙烯酸乙酯、丙烯酸丁酯、丙烯酸环己酯、丙烯酸甲氧基甲酯、丙烯酸乙氧基甲酯、丙烯酸-2-甲氧基乙酯、丙烯酸-2-乙氧基乙酯中的一种或多种;优选地,所述丙烯酸酯类单体选自甲基丙烯酸甲酯、丙烯酸乙酯、丙烯酸丁酯和丙烯酸-2-甲氧基乙酯中一种或多种。
15.在上述聚丙烯酸烷烃酯类加工助剂中,作为一种优选实施方式,所述含羧酸基团的烯键式不饱和可共聚的单体的结构通式为:r3ch=cr4cooh,其中,r3为氢原子或1-10个(比如2个、4个、6个、8个)碳原子的烷基、环烷基、芳基、脂肪酸或脂肪酸酯,r4为氢原子或1-10个(比如2个、4个、6个、8个)碳原子的烷基、环烷基、芳基、脂肪酸或脂肪酸酯;优选地,r3为氢原子或1-6个碳原子的烷基、脂肪酸或脂肪酸酯,r4为氢原子或1-4个碳原子的烷基、脂肪酸或脂肪酸酯;优选地,所述含羧酸基团的烯键式不饱和可共聚的单体选自丙烯酸、甲基丙烯酸、α-乙基丙烯酸、巴豆酸、桂皮酸、反丁烯二酸、顺丁烯二酸、衣康酸、柠康酸、反丁烯二酸单甲酯、反丁烯二酸单乙酯、反丁烯二酸单正丁酯、顺丁烯二酸单甲酯、顺丁烯二酸单乙酯、顺丁烯二酸单正丁酯、反丁烯二酸单环戊酯、反丁烯二酸单环己酯、反丁烯二酸单环己烯酯、顺丁烯二酸单环戊酯、顺丁烯二酸单环己酯、顺丁烯二酸单环己烯酯、衣康酸单甲酯、衣康酸单乙酯、衣康酸单正丁酯和衣康酸单环己酯中的一种或多种;优选地,所述含羧酸基团的烯键式不饱和可共聚的单体选自丙烯酸、甲基丙烯酸、反丁烯二酸单乙酯、反丁烯二酸单正丁酯、顺丁烯二酸单乙酯、顺丁烯二酸单正丁酯中的一种或几种。
16.在上述聚丙烯酸烷烃酯类加工助剂中,作为一种优选实施方式,作为一种优选实施方式,所述饱和脂肪酸酯化烯醇类的单体的结构通式为:ch2=chocor5;其中,r5为氢原子或1-10个(比如2个、4个、6个、8个)碳原子的烷基、环烷基或芳基;优选地,r5为氢原子或1-4个碳原子的烷基;优选地,所述饱和脂肪酸酯化烯醇类的单体选自甲酸乙烯酯、乙酸乙烯酯、丙酸乙烯酯、正丁酸乙烯酯、异丁酸乙烯酯和苯甲酸乙烯酯中的一种或几种;优选地,所述饱和脂肪酸酯化烯醇类的单体选自乙酸乙烯酯。
17.在上述聚丙烯酸烷烃酯类加工助剂中,作为一种优选实施方式,所述聚丙烯酸烷烃酯由39.5-80wt%(比如40wt%、45wt%、50wt%、60wt%、70wt%)丙烯酸乙酯、19.5-60wt%(比如20wt%、30wt%、40wt%、50wt%、55wt%)丙烯酸丁酯、0.5-15wt%(比如1wt%、2wt%、5wt%、8wt%、12wt%)丙烯酸共聚得到;更优选地,所述聚丙烯酸烷烃酯由43-75wt%(比如48wt%、52wt%、56wt%、65wt%、72wt%)丙烯酸乙酯、23-55wt%(比如25wt%、32wt%、35wt%、42wt%、48wt%)丙烯酸丁酯、2-12wt%(比如4wt%、7wt%、8wt%、9wt%、11wt%)丙烯酸共聚得到。
18.在上述聚丙烯酸烷烃酯类加工助剂中,作为一种优选实施方式,所述聚丙烯酸烷烃酯由50-70wt%(比如52wt%、55wt、60wt%、62wt%、65wt%)丙烯酸丁酯、15-40wt%(比如18wt%、22wt%、28wt%、35wt%、38wt%)丙烯酸-2-甲氧基乙酯、2-10wt%(比如3wt%、4wt%、5wt%、6wt%、8wt%)丙烯酸乙酯和2-12wt%(比如4wt%、6wt%、8wt%、10wt%、11wt%)丙烯酸共聚得到。
19.在上述聚丙烯酸烷烃酯类加工助剂中,作为一种优选实施方式,所述聚丙烯酸烷烃酯由50-85wt%(比如55wt%、60wt%、65wt%、70wt%、75wt%)丙烯酸丁酯和15-50wt%(比如18wt%、20wt%、25wt%、30wt%、40wt%、45wt%)乙酸乙烯酯共聚得到。
20.在本发明中用于鉴别聚丙烯酸烷烃酯弹性体的方法可以为:
21.①
使用凝聚渗透色谱法(gpc)对聚丙烯酸烷烃酯的分子量进行测定,其重均分子量要求大于150000;
22.②
使用差示扫描量热法(dsc)对聚丙烯酸烷烃酯的玻璃化温度(tg)进行测定,其玻璃化温度要求低于10℃;
23.③
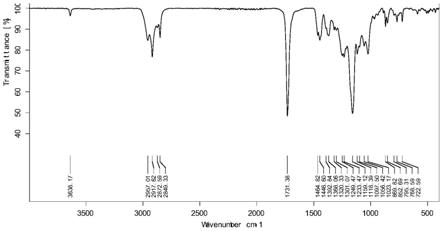
使用红外光谱法(ir)对丙烯酸烷烃酯的结构进行定性分析,其特征官能团酯基的特征红外吸收峰分别在1720-1739cm-1
和1150-1165cm-1
。
24.④
使用热裂解气相质谱联用仪(py-gcms)进行测定,能明显看到聚丙烯酸烷烃酯的特征碎片,如丙烯酸丁酯和丙烯酸乙酯等。
25.本发明第二方面提供了一种可熔融加工组合物,包括热塑性聚合物和上述聚丙烯酸烷烃酯类加工助剂,所述聚丙烯酸烷烃酯类加工助剂的重量为可熔融加工组合物重量的0.005-50%(比如0.01%、0.1%、1%、5%、25%、45%)。
26.在上述可熔融加工组合物中,作为一种优选实施方式,所述热塑性聚合物为聚烯烃、聚乙烯基树脂、聚苯乙烯、聚氨酯和聚酮;优选的,所述热塑性聚合物为聚烯烃,其单体具有结构通式ch2=chr,其中r为氢原子或1-10个(比如2个、4个、6个、8个)碳原子的烷基;更优选地,r为氢原子或1-8个碳原子的烷基;更优选地,所述热塑性聚合物为高密度聚乙烯(hdpe)、低密度聚乙烯(ldpe)、线性低密度聚乙烯(lldpe)、茂金属线性低密度聚乙烯(mlldpe)、聚丙烯(pp)、乙烯-乙烯醇共聚物、乙烯-乙烯醇酯共聚物和乙烯-丙烯酸(盐)共
聚物中的一种或多种。
27.本发明中热塑性聚合物可以以粉末、小球、颗粒或任何其他可加工挤出的形式使用。也包括热塑性聚合物与常规添加助剂混合使用,其中常规添加助剂包括光稳定剂、抗氧化剂、防粘连剂、爽滑剂、润滑剂、填料、阻燃剂、发泡剂、成核剂、澄清剂、着色剂、偶联剂、增容剂、抗静电剂、防雾剂、热稳定剂、增塑剂、金属清除剂、酸/碱清除剂、抗微生物剂或其他组合。
28.本发明的可熔融加工组合物可由许多方法中的任何方法制备,例如热塑性聚合物和加工助剂能够由塑料行业中通常采用的任何混合装置进行混合,例如用混合辊炼机、密炼机或混合挤出机,其中在混合挤出机中加工助剂能够均匀分散在热塑性聚合物中。加工助剂和热塑性聚合物可以以例如粉、球或粒的形式使用。混合操作最常用的是在120℃以上的温度下进行,以固体粒子形式对组分进行预混合,然后将干混物喂入双螺杆挤出机可以使加工助剂组分均匀分散;还能以固体粒子形式分别在双螺杆挤出机不同的喂料口按所需比例进行加料,也能使加工助剂均匀分散。
29.形成的混合物能够造粒或以其他方式粉碎成所要求的粒度和粒度分别,并加入到挤出机,通常挤出机是单螺杆挤出机。熔融加工温度一般在160-280℃,最佳的加工温度是根据混合物的熔点、熔点粘度和热稳定性进行选择的。挤出机的模头设计能根据所需挤出物形状而变化,并无特定要求。聚丙烯酸烷基酯弹性体可与滑石粉或碳酸钙的组合物混入到热塑性聚合物树脂中经双螺杆挤出机形成母粒,再按所需添加助剂浓度将母粒和热塑性聚合物树脂进行稀释混合,最后喂入挤出机经模头加工为所需形状。被加工的热塑性聚合物树脂可以含有常规添加剂,例如填料、颜料、爽滑剂和抗氧化剂等。
30.本发明与现有技术相比,具有如下优点:
31.本发明的聚丙烯酸烷烃酯类加工助剂的原料来源丰富易得且合成工艺安全环保,并且本发明制得的聚丙烯酸烷烃酯类加工助剂的价格只有含氟聚合物价格的20-30%,使得加工助剂的成本能够大大降低。
附图说明
32.图1为本发明实施例1得到的聚丙烯酸烷烃酯的红外谱图;
33.图2为本发明实施例1得到的聚丙烯酸烷烃酯的质谱图;
34.图3为本发明实施例1-5中加工助剂的消除熔体破裂对比图;
35.图4为本发明对比例1-5中加工助剂的消除熔体破裂对比图。
具体实施方式
36.下面结合附图和实施例对本发明的聚丙烯酸烷烃酯类加工助剂以及可熔融加工组合物做出进一步解释。应理解,这些实施例仅用于解释本发明而不用于限制本发明的范围。对外应理解,在阅读了本发明的内容之后,本领域技术人员对本发明作各种改动和修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
37.本发明中未特别指明意义的%均为重量百分比,以下实施例和对比例中所用原料都可以从市场上购得。
38.本发明各实施例中制得的聚丙烯酸烷烃酯类加工助剂的主要成分如下表1所示。
39.表1为实施例1-5制得的聚丙烯酸烷烃酯类加工助剂的主要成分
[0040][0041][0042]
实施例1 ppa-1聚丙烯酸烷烃酯类加工助剂的合成与使用
[0043]
(1)在具有搅拌混合的容器中加入56.5份(重量)的丙烯酸乙酯、33.5份(重量)的丙烯酸丁酯、10份(重量)的丙烯酸和0.01份(重量)作为分子量调节剂的正十二硫醇,搅拌均匀,得到单体混合物;
[0044]
然后在具有加热和搅拌装置的反应器中加入400份(重量)的水、0.6份(重量)的硬脂酸钠和0.04份(重量)的过硫酸钾,搅拌并加热至65℃后,在2-3小时内均匀连续地向反应器中加入上述得到的单体混合物,保温0.5小时后降温至30℃,得到聚丙烯酸酯乳液。取样检测得胶乳的粒径是127nm,固含量是20%,使用gpc方法测得聚丙烯酸酯的重均分子量是134万。红外谱图如图1所示,其红外谱图中特征吸收峰在1731cm-1
和1159cm-1
附近;使用热裂解气相质谱联用仪(py-gcms)对制得的聚丙烯酸酯进行测定,结果如图2(a)和图2(b)所示,能明显看到聚丙烯酸酯的特征碎片中含有丙烯酸丁酯和丙烯酸乙酯的特征峰。
[0045]
(2)在具有加热和搅拌装置的凝聚器中加入300份(重量)的水、30份(重量)的聚乙烯醇水溶液(固含量10%)和15份(重量)的凝聚剂氯化钙,配得凝聚液。加热至60℃时,在1小时内均匀连续地加入上述得到的乳液混合物,再加入15份(重量)活性磷酸钙,降温后过滤,得到含水的弹性粒子。将含水弹性粒子反复水洗4次并离心过滤,在100℃条件下干燥至恒重,得到聚丙烯酸烷烃酯弹性体加工助剂,记为ppa-1。
[0046]
可熔融加工组合物的制备:将3份(重量)的ppa-1和97份(重量)的热塑性聚烯烃树脂lldpe先混合均匀,然后连续喂入双螺杆挤出机,在190℃的条件下,挤出拉条,水浴冷却固化,切粒干燥,得到ppa-1含量为3%的加工助剂母粒mb-1。
[0047]
实施例2 ppa-2聚丙烯酸烷烃酯类加工助剂的合成与使用
[0048]
(1)在具有搅拌混合的容器中加入61.5份(重量)的丙烯酸丁酯、28.5份(重量)的甲氧基丙烯酸乙酯、10份(重量)的丙烯酸和0.01份(重量)作为分子量调节剂的正十二硫醇,搅拌均匀,得到单体混合物;
[0049]
然后在具有加热和搅拌装置的反应器中加入400份(重量)的水、0.6份(重量)的硬脂酸钠和0.04份(重量)的过硫酸钾,搅拌并加热至65℃后,在2-3小时内均匀连续地向反应器中加入上述得到的单体混合物,保温0.5小时后降温至30℃,得到聚丙烯酸酯乳液。取样检测得胶乳的粒径是120nm,固含量是20%,使用gpc方法测得聚丙烯酸酯的重均分子量是142万。
[0050]
(2)在具有加热和搅拌装置的凝聚器中加入300份(重量)的水、30份(重量)的聚乙烯醇水溶液(固含量10%)和15份(重量)的凝聚剂氯化钙,配得凝聚液。加热至60℃时,在1小时内均匀连续地加入上述得到的乳液混合物,再加入15份(重量)活性磷酸钙,降温后过滤,得到含水的弹性粒子。将含水弹性粒子反复水洗4次并离心过滤,在100℃条件下干燥至恒重,得到聚丙烯酸烷烃酯弹性体加工助剂,记为ppa-2。
[0051]
可熔融加工组合物的制备:将3份(重量)的ppa-2和97份(重量)的热塑性聚烯烃树脂lldpe先混合均匀,然后连续喂入双螺杆挤出机,在190℃的条件下,挤出拉条,水浴冷却固化,切粒干燥,得到ppa-2含量为3%的加工助剂母粒mb-2。
[0052]
实施例3 ppa-3聚丙烯酸烷烃酯类加工助剂的合成与使用
[0053]
(1)在具有搅拌混合的容器中加入66.5份(重量)的丙烯酸丁酯、33.5份的乙酸乙烯酯和0.07份(重量)作为分子量调节剂的正十二硫醇,搅拌均匀,得到单体混合物;
[0054]
然后在具有加热和搅拌装置的反应器中加入400份(重量)的水、0.6份(重量)的硬脂酸钠和0.05份(重量)的过硫酸钾,搅拌并加热至65℃后,在2-3小时内均匀连续地向反应器中加入上述得到的单体混合物,保温0.5小时后降温至30℃,得到聚丙烯酸酯乳液。取样检测得胶乳的粒径是112nm,固含量是20%,使用gpc方法测得聚丙烯酸酯的重均分子量是75万。
[0055]
(2)在凝聚釜中加入500份(重量)的水、5份(重量)的聚乙二醇水溶液(固含量10%)和15份(重量)的凝聚剂硫酸镁,配得凝聚液。加热至60℃时,均匀连续地加入所有聚合物乳液,再过滤,得到含水的弹性粒子。将含水弹性粒子反复水洗4次并离心过滤,在100℃条件下干燥至恒重,得到加工助剂ppa-3。
[0056]
可熔融加工组合物的制备:将3份(重量)的ppa-3和97份(重量)的热塑性聚烯烃树脂lldpe先混合均匀,然后连续喂入双螺杆挤出机,在190℃的条件下,挤出拉条,水浴冷却固化,切粒干燥,得到ppa-3含量为3%的加工助剂母粒mb-3。
[0057]
实施例4 ppa-4聚丙烯酸烷烃酯类加工助剂的合成与使用
[0058]
(1)在具有搅拌混合的容器中加入65份(重量)的丙烯酸丁酯、15份(重量)的甲氧基丙烯酸乙酯、10份(重量)的丙烯酸乙酯、10份(重量)的丙烯酸和0.10份(重量)作为分子量调节剂的正十二硫醇,搅拌均匀,得到单体混合物;
[0059]
然后在具有加热和搅拌装置的反应器中加入400份(重量)的水、0.6份(重量)的硬脂酸钠和0.05份(重量)的过硫酸钾,搅拌并加热至65℃后,在2-3小时内均匀连续地向反应器中加入上述得到的单体混合物,保温0.5小时后降温至30℃,得到聚丙烯酸酯乳液。取样检测得胶乳的粒径是118nm,固含量是20%,使用gpc方法测得聚丙烯酸酯的重均分子量是58万。
[0060]
(2)在凝聚釜中加入500份(重量)的水、5份(重量)的聚乙二醇水溶液(固含量10%)和15份(重量)的凝聚剂硫酸镁,配得凝聚液。加热至60℃时,均匀连续地加入所有聚合物乳液,再过滤,得到含水的弹性粒子。将含水弹性粒子反复水洗4次并离心过滤,在100℃条件下干燥至恒重,得到聚丙烯酸烷烃酯弹性体加工助剂,记为ppa-4。
[0061]
可熔融加工组合物的制备:将3份(重量)的ppa-4和97份(重量)的热塑性聚烯烃树脂lldpe先混合均匀,然后连续喂入双螺杆挤出机,在190℃的条件下,挤出拉条,水浴冷却固化,切粒干燥,得到ppa-4含量为3%的加工助剂母粒mb-4。
[0062]
实施例5 ppa-5聚丙烯酸烷烃酯类加工助剂的合成与使用
[0063]
(1)在具有搅拌混合的容器中加入60份(重量)的丙烯酸丁酯、22份(重量)的甲氧基丙烯酸乙酯、8份(重量)的丙烯酸乙酯、10份(重量)的丙烯酸、0.01份(重量)作为分子量调节剂的正十二硫醇、0.6份(重量)的硬脂酸钠和100份(重量)的水,搅拌均匀,得到单体混合物;
[0064]
然后在具有加热和搅拌装置的反应器中加入300份(重量)的水、0.04份(重量)的过硫酸钾,搅拌并加热至65℃后,在2-3小时内均匀连续地向反应器中加入上述得到的单体混合物,保温0.5小时后降温至30℃,得到聚丙烯酸酯乳液。取样检测得胶乳的粒径是220nm,固含量是20%,使用gpc方法测得聚丙烯酸酯的重均分子量是138万。
[0065]
(2)在凝聚釜中加入500份(重量)的水、5份(重量)的聚乙二醇水溶液(固含量10%)和15份(重量)的凝聚剂硫酸镁,配得凝聚液。加热至60℃时,均匀连续地加入所有聚合物乳液,再过滤,得到含水的弹性粒子。将含水弹性粒子反复水洗4次并离心过滤,在100℃条件下干燥至恒重,得到聚丙烯酸烷烃酯弹性体加工助剂,记为ppa-5。
[0066]
可熔融加工组合物的制备:将3份(重量)的ppa-5和97份(重量)的热塑性聚烯烃树脂lldpe先混合均匀,然后连续喂入双螺杆挤出机,在190℃的条件下,挤出拉条,水浴冷却固化,切粒干燥,得到ppa-5含量为3%的加工助剂母粒mb-5。
[0067]
对比例1 ppa-x购买于广州熵能的ppa3511
[0068]
ppa 3511是国内热塑性聚烯烃加工行业中常用的加工助剂,能有效解决加工过程出现的熔体破裂或模头积料等问题,该加工助剂的氟聚合物含量是90%,其余10%主要是无机盐,该加工助剂记为ppa-x。
[0069]
将3份(重量)的ppa-x和97份(重量)的热塑性聚烯烃树脂lldpe先混合均匀,然后连续喂入双螺杆挤出机,在190℃的条件下,挤出拉条,水浴冷却固化,切粒干燥,得到ppa-x含量为3%的加工助剂母粒mb-x。
[0070]
对比例2 ppa-y购买于美国3m的fx-5920a
[0071]
fx-5920a是国内热塑性聚烯烃加工行业中常用的加工助剂,能有效解决加工过程出现的熔体破裂或模头积料等问题,该加工助剂的氟聚合物含量是30%,其余70%主要是peg,该加工助剂记为ppa-y。
[0072]
将3份(重量)的ppa-y和97份(重量)的热塑性聚烯烃树脂lldpe先混合均匀,然后连续喂入双螺杆挤出机,在190℃的条件下,挤出拉条,水浴冷却固化,切粒干燥,得到ppa-y含量为3%的加工助剂母粒mb-y。
[0073]
对比例3 ppa-z甲基丙烯酸烷基酯聚合物加工助剂的合成与使用
[0074]
(1)在具有加热和搅拌装置的反应器中加入300份(重量)的水、98份(重量)的甲基丙烯酸异丁酯、2份(重量)丙烯酸正丁酯、0.22份(重量)作为分子量调节剂的正辛基硫醇、1.1份(重量)作为乳化剂的十二烷基苯磺酸钠,通氮气置换。接着,升温至60℃,加入0.15份(重量)作为引发剂的过硫酸钾和5份(重量)去离子水,保温2小时后,反应结束,得到甲基丙烯酸酯聚合物乳液。取样检测得胶乳的粒径是86nm,固含量是25%,使用gpc方法测得聚丙烯酸酯的重均分子量是11万。
[0075]
将含有5份(重量)作为凝聚剂的醋酸钙加入到400份(重量)的去离子水中,搅拌并加热至70℃,再将上述所得到的甲基丙烯酸烷基酯聚合物乳液滴入凝聚液中,然后升温至
90℃,进行凝析。将所得到的凝析物分离清洗后,在60℃下干燥16小时,得到甲基丙烯酸烷基酯聚合物加工助剂,记为ppa-z。
[0076]
将3份(重量)的ppa-z和97份(重量)的热塑性聚烯烃树脂lldpe先混合均匀,然后连续喂入双螺杆挤出机,在190℃的条件下,挤出拉条,水浴冷却固化,切粒干燥,得到ppa-z含量为3%的加工助剂母粒mb-z。
[0077]
对比例4 ppa-w聚丙烯酸烷烃酯加工助剂的合成与使用
[0078]
(1)在具有加热和搅拌装置的反应器中加入300份(重量)的水、61.5份(重量)的丙烯酸丁酯、28.5份(重量)的甲氧基丙烯乙酯、10份(重量)的丙烯酸、0.22份(重量)为分子量调节剂的正辛基硫醇和1.1份(重量)作为乳化剂的十二烷基苯磺酸钠,通氮气置换。
[0079]
接着,升温至60℃,加入0.15(重量)份作为引发剂的过硫酸钾和5份去离子水,保温2小时后,反应结束,得到聚丙烯酸酯聚合物乳液。取样检测得胶乳的粒径是80nm,固含量是25%,使用gpc方法测得聚丙烯酸酯的重均分子量是10万。
[0080]
将含有5份(重量)作为凝聚剂的醋酸钙加入到400份(重量)的去离子水中,搅拌并加热至70℃,再将上述所得到的聚丙烯酸烷烃酯聚合物乳液滴入凝聚液中,然后升温至90℃,进行凝析。将所得到的凝析物分离清洗后,在60℃下干燥16小时,得到聚丙烯酸烷烃酯聚合物加工助剂,记为ppa-w。
[0081]
将3份(重量)的ppa-w和97份(重量)的热塑性聚烯烃树脂lldpe先混合均匀,然后连续喂入双螺杆挤出机,在190℃的条件下,挤出拉条,水浴冷却固化,切粒干燥,得到ppa-w含量为3%的加工助剂母粒mb-w。
[0082]
对比例5 ppa-v聚丙烯酸烷烃酯类加工助剂的合成和使用
[0083]
(1)在具有搅拌混合的容器中加入70份(重量)的甲基丙烯酸乙酯、30份的丙烯酸和0.22份(重量)作为分子量调节剂的正十二硫醇,搅拌均匀,得到单体混合物;
[0084]
然后在具有加热和搅拌装置的反应器中加入400份(重量)的水、0.6份(重量)的硬脂酸钠和0.15份(重量)的过硫酸钾,搅拌并加热至65℃后,在2-3小时内均匀连续地向反应器中加入上述得到的单体混合物,保温0.5小时后降温至30℃,得到聚丙烯酸酯乳液。取样检测得胶乳的粒径是90nm,固含量是20%,使用gpc方法测得聚丙烯酸酯的重均分子量是9万。
[0085]
(2)在凝聚釜中加入500份(重量)的水、5份(重量)的聚乙二醇水溶液(固含量10%)和15份(重量)的凝聚剂硫酸镁,配得凝聚液。加热至60℃时,均匀连续地加入所有聚合物乳液,再过滤,得到含水的弹性粒子。将含水弹性粒子反复水洗4次并离心过滤,在100℃条件下干燥至恒重,得到加工助剂ppa-v。
[0086]
将3份(重量)的ppa-v和97份(重量)的热塑性聚烯烃树脂lldpe先混合均匀,然后连续喂入双螺杆挤出机,在190℃的条件下,挤出拉条,水浴冷却固化,切粒干燥,得到ppa-v含量为3%的加工助剂母粒mb-v。
[0087]
评价测试
[0088]
挤出加工性能评价在吹膜机上进行,其中挤出机的长径比是24/1,具有四个独立控温的温区,搭配直径是40mm、间隙是1.25mm的模头。评价测试时,将挤出机1-4段温区分别设定为150℃、180℃、200℃和200℃,保持模头温度为200℃。使用熔融指数是0.9(g/10min)的lldpe作为评价使用的基础树脂,在该条件的吹膜机上的临界剪切速率是120s-1
,在大于
等于该剪切速率时,所得到的薄膜是100%熔体破裂的。做对比评价测试时,设定吹膜机的螺杆转速保持在55rpm,挤出量为22kg/h,相当于300s-1
的剪切速率。每5min截取一小段薄膜,把薄膜摊开并用尺子沿着垂直挤出的方向测量存在熔体破裂的长度,从而换算出薄膜的熔体破裂比例。
[0089]
在每次评价前,使用硅酸盐含量20%聚烯烃洗机料连续挤出60min,然后用空白聚烯烃树脂lldpe(mi 0.9)连续挤出30min,确保熔体压力、螺杆扭矩都处于平衡加工状态,而且整张膜是完全破裂的状态。
[0090]
通过称重方式将3%ppa含量的加工助剂母粒mb和基础树脂粒子按一定比例复配,可以得到不同ppa浓度的待测试混合物。为平行对比各ppa样品的性能,本次评价测试采用相同的母粒载体树脂(熔指2的lldpe)、评价测试主体树脂(熔指0.9的lldpe)、工艺参数和相同的ppa浓度400ppm。
[0091]
实施例1-5和对比例1-5制得的加工助剂的性能结果如表2所示;图3和图4分别为本发明实施例1-5中加工助剂的消除熔体破裂对比图和对比例1-5中加工助剂的消除熔体破裂对比图。
[0092]
表2为实施例1-5和对比例1-5制得的加工助剂的挤出加工性能
[0093][0094][0095]
由以上数据可以看出,聚丙烯酸烷烃酯弹性体加工助剂ppa-1、ppa-2、ppa-3、ppa-4和ppa-5都能有效解决聚烯烃加工过程中出现的熔体破裂问题,其性能效果介于ppa-x和ppa-y之间;而ppa-z没有消除熔体破裂的作用;ppa-w和ppa-v消除熔体破裂的效果不明显。
[0096]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均在本发明待批权利要求保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1