一种玻纤增强PBT复合材料及其制备方法与流程
一种玻纤增强pbt复合材料及其制备方法
技术领域
1.本发明涉及工程塑料技术领域,具体涉及一种玻纤增强pbt复合材料及其 制备方法。
背景技术:
2.市场上常用的机械键盘键帽的制备材料包括pbt(聚对苯二甲酸丁二醇酯)、 hips、abs等。其中hips和abs具有优异的加工成型性、良好的外观和优异 的尺寸稳定性,但其耐候性和耐刮擦性差,使用寿命短且容易发油。以pbt为 材料制备得到的键帽具有强度高、耐疲劳、耐高温、耐油以及敲击感强等优点, 在机械键盘键帽行业应用广泛,但其也存在韧性较差、耐刮擦较差、尺寸稳定 性较差、容易变形等缺点。
3.目前关于pbt材料在机械键盘键帽行业的应用研究较少,为提升pbt材料 耐刮擦效果,cn107936457 a公开了一种用于机械键盘的耐刮擦低光泽耐油和 镭雕短纤增强pbt/abs合金材料,解决了现有产品耐油性不佳、表面光泽度差、 长期使用后性能下降、成本高、摩擦系数高等问题;cn109880276a公开了一种 高速激光打标pbt/abs复合材料,该复合材料激光打标速度快,打标效果好, 机械强度高,抗打油、耐磨性好,适用于双色键帽。
4.然而现有机械键盘键帽行业中,最为广泛应用的标识工艺是热升华工艺和 双色注塑工艺,其中热升华是指将附有油墨的pet膜或者彩纸附着在键帽表面, 通过加热到180℃将油墨渗透到键盘表面,从而形成五颜六色的图案;双色注塑 则是指一台注塑机配置两个射嘴,装入不同颜色的材料,通过模具的旋转使得 两个射嘴注塑两种不同颜色的塑胶,先注塑键帽里层,后注塑键帽外层,通过 两种颜色对比度不同,从而显现出里层的颜色。同时,键盘薄壁化和小型化的 发展趋势,机械键盘键帽模具均为一模多腔,最为常见的是1出32或者1出64, 而现有pbt材料流动性不足,会影响成型效果以及键帽的外观;另一方面,由 于pbt是结晶材料,pbt分子链会沿流动方向取向,经高温环境下加工后,流 动方向和垂直流动方向收缩率有较大差异,导致pbt材料发生翘曲。为适应以 机械键盘键帽行业发展,需要研发一种低翘曲、高成型流动性的pbt材料。
技术实现要素:
5.基于现有技术存在的缺陷,本发明的目的在于提供了一种玻纤增强pbt复 合材料,该材料以pc(聚碳酸酯)树脂和abs(丙烯腈-丁二烯-苯乙烯共聚物) 树脂搭配pbt树脂,以玻璃纤维为填充材料,同时引入特定增容剂和遮光剂等 组分,不仅具有较高的韧性,同时翘曲度低,成型流动性好,外观良好,尤其 适用于机械键盘中键帽的制备中。
6.为了达到上述目的,本发明采取的技术方案为:
7.一种玻纤增强pbt复合材料,包括以下重量份的组分:
8.pbt树脂20~50份、pc树脂10~30份、abs树脂10~30份、增容剂2~6 份、玻璃纤维10~20份、遮光剂3~8份、超支化聚酯0.2~1份以及加工助剂0.3~1 份;
9.所述增容剂为pbt树脂和pc树脂的嵌段共聚物;
10.所述遮光剂为钛酸钾晶须;
11.所述超支化聚酯为以季戊四醇为核、以聚二羟甲基丙酸为支化链的四臂聚 酯共聚物。
12.优选地,所述pc树脂和abs树脂的重量份数之和为30~50份。
13.优选地,所述超支化聚酯为季戊四醇为核、聚二羟甲基丙酸为支化链复配 得到的四臂聚酯共聚物。
14.本发明所述玻纤增强pbt复合材料的组分中,在基体pbt树脂中引入pc 和abs树脂进行复配,可有效提升产品的韧性,同时降低产品在制备及成型后 的翘曲度,但同时也会降低产品的成型流动性:pc树脂+abs树脂的复合含量 与pbt树脂的配比对产品的影响程度较大,若pc树脂+abs树脂的含量过低 (pbt树脂含量过高),产品的韧性低且翘曲度较高,而如果是pc树脂+abs 树脂的含量过高(pbt树脂含量过低),则产品的成型流动性骤减。因此发明人 优选pc树脂+abs树脂的添加份数为30~50份,同时选择进一步加入超支化聚 酯以提升产品的成型流动性和韧性。
15.玻璃纤维作为填料制备的产品韧性较高,但由于本发明产品的组分中含有 较多有机树脂,因此需要添加增容剂以提升无机填料和有机树脂间的相容性, 然而发明人实验发现,现有增容剂大多会影响最终制品的流动性,使其难以获 得较低的翘曲度和较好的成型流动性。经过探索,以pbt树脂和pc树脂为原 料,经酯交换促进剂催化反应得到的嵌段共聚物用于代替现有增容剂用于本发 明所述产品,该组分与玻璃纤维、有机复合树脂的相容性高,可有效提升其韧 性,同时不会影响产品的翘曲度和成型流动性。另外,所述嵌段共聚物中含有 的催化剂酯交换促进剂由于并不会被消耗,其添加含量必须维持在一个特定范 围,皆因若含量过少,则增容剂中的pbt及pc树脂反应不完全,其增容效果 不佳;而若含量过多,由于该催化剂同样会影响到整个产品组分中的基体pbt 树脂及pc树脂,使其发生反应,可能导致产品的综合性能变差。
16.用于机械键盘键帽的原材料中一般需要加入遮光剂提高产品在不同环境下 的稳定性,然而现有遮光剂使用种类最多的为钛白粉,其虽然具有良好的遮光 效果,但往往会因为其容易团聚等缺陷导致产品的力学性能(尤其是韧性)削 弱。经发明人优选,在本发明所述产品中以钛酸钾晶须代替传统钛白粉作为遮 光剂,不仅可保障遮光效果,同时还不会削弱产品的韧性等力学性能。
17.优选地,所述pbt树脂在25℃下的特性粘度为0.6~1.2dl/g,所述特性粘度 的测试标准为gb/t 14189-2008。
18.更优选地,所述pbt树脂在25℃下的特性粘度为0.7~1.0dl/g。
19.pbt树脂的粘度较高,则容易引起产品的流动性降低,加工难度增大,最 终制备的机械键盘键帽光滑度削弱,而如果粘度较低,则可能导致所得产品在 应用于键帽加工成膜时溢料飞边,发生一定程度的翘曲现象,两者均会使得最 终产品的加工使用范围缩小。经优选,上述范围内的pbt树脂制备的产品可有 效保障其成型流动性及翘曲度维持在一个合适的范围,尤其是以特性粘度为 0.7~1.0dl/g时,产品的加工及使用范围最大。
20.优选地,所述pc树脂的重均分子量为16000~22000,熔融指数为 20~25g/10min,所述熔融指数的测试标准为iso 1133-2011,测试条件为300℃, 1.2kg负荷。
21.所述分子量及熔指下的pc树脂粘度较低,更有利于保障产品的成型流动性。
22.优选地,所述abs树脂熔融指数为60~80g/10min,所述熔融指数的测试标 准iso 1133-2011,测试条件为220℃,10kg负荷。
23.选择高流动性、高抗冲击性能的abs树脂有利于保障产品的韧性和成型流 动性。
24.优选地,所述增容剂为pbt树脂和pc树脂经酯交换促进剂催化反应得到 的嵌段共聚物,所述嵌段共聚物与酯交换促进剂的质量之比为1:(0.004~0.005);
25.优选地,所述增容剂中,pbt树脂和pc树脂的质量之比为(0.9~1.1): (0.9~1.1);
26.更优选地,所述增容剂的制备方法包括以下步骤:将pbt树脂、pc树脂和 酯交换促进剂在高混机中混合至均匀,随后挤出造粒,即得所述增容剂;
27.需要说明的是,本发明所述增韧剂在制备过程中所用的pbt树脂或pc树 脂可选用与所述玻纤增强pbt复合材料的组分中pbt树脂或pc树脂的相同品 种,也可根据实际需求选用不同品种,可达到相似效果的品种均可,优选使用 相同品种。
28.优选地,所述酯交换促进剂为钛酸丁酯、二氯二茂钛中的至少一种,所述 混合时高混机的转速设置为600~800rpm,时间为2~4min。
29.优选地,所述挤出造粒时采用双螺杆挤出机进行,偶数双螺杆挤出机从喂 料口到机头的设置温度分别为:一区温度200~230℃,二区温度230~250℃,三 区温度230~250℃,四区温度230~250℃,五区温度235~255℃,六区温度 240~260℃,七区温度240~260℃,八区温度220~240℃,九区温度220~240℃, 十区温度230~250℃;所述螺杆转速为200~350rpm。
30.通过控制所述增容剂在制备过程中的温度、转速、时间等参数在上述优选 范围内所得到的增容剂嵌段共聚物具有相对一定的结构和性质,可在整个玻纤 增强pbt复合材料中发挥理想的增容效果。
31.优选地,所述玻璃纤维为扁平玻璃纤维。
32.优选地,本发明所述扁平玻璃纤维即为纤维平均短轴宽度(玻璃纤维直径 切面中的短轴的宽度)为6~8μm,扁平比(玻璃纤维直径切面中的长轴与短轴 的比值)为3~4的玻璃纤维。
33.相比常规的横截面呈圆柱形的玻璃纤维,扁平玻璃纤维由于其截面呈现扁 而薄的形状,可有效降低玻璃纤维在基体pbt树脂中因取向而造成的翘曲问题。
34.优选地,所述加工助剂为抗氧剂、润滑剂中的至少一种;
35.更优选地,所述抗氧剂为受阻酚类抗氧剂;所述润滑剂为蜡类抗氧剂。
36.采用蜡类润滑剂可有效向所制备产品的表面迁移,与超支化聚酯协同提升 产品在使用过程中的耐磨性及抗打油性。
37.本发明的另一目的在于提供所述玻纤增强pbt复合材料的制备方法,包括 以下步骤:
38.(1)将遮光剂、加工助剂、超支化聚酯在高混机混合均匀,得预混料1;
39.(2)将pbt树脂、pc树脂、abs树脂、增容剂在高混机混合均匀,得预 混料2;
40.(3)将预混料1、预混料2和玻璃纤维依次加入双螺杆挤出机中混合均匀 并熔融挤出造粒,即得所述玻纤增强pbt复合材料。
41.本发明所述玻纤增强pbt复合材料的制备方法操作步骤简单,可实现工业 化大规
模生产。
42.优选地,步骤(1)所述混合时高混机的转速设置为700~900rpm,时间为 2~4min;
43.优选地,步骤(2)所述混合时高混机的转速设置为600~800rpm,时间为 2~4min;
44.优选地,步骤(3)所述熔融挤出造粒时,双螺杆挤出机从喂料口到机头的 设置温度分别为:一区温度200~230℃,二区温度240~260℃,三区温度 235~255℃,四区温度235~255℃,五区温度235~255℃,六区温度240~260℃, 七区温度240~260℃,八区温度220~240℃,九区温度220~240℃,十区温度 240~260℃;所述螺杆转速为200~450rpm。
45.本发明目的在于提供所述玻纤增强pbt复合材料在制备机械键盘键帽中的 应用。
46.本发明所述玻纤增强pbt复合材料具有较高的抗冲击性能,同时成型流动 性好且翘曲度低,应用于制备机械键盘键帽时外观良好且使用性能优异。
47.本发明的有益效果在于,本发明提供了一种玻纤增强pbt复合材料,该材 料以pc树脂和abs树脂搭配pbt树脂,以玻璃纤维为填充材料,同时引入特 定增容剂和遮光剂等组分,不仅具有较高的韧性,同时翘曲度低,成型流动性 好,应用于制备机械键盘键帽的外观良好。本发明还提供了玻纤增强pbt复合 材料的制备方法及其在制备机械键盘键帽中的应用。
附图说明
48.图1为本发明所述玻纤增强pbt复合材料在进行翘曲度测试时的测量示意 图;
49.图2为本发明实施例1所述玻纤增强pbt复合材料与对比例1产品在使用 相同模具制备的机械键盘键帽的示意图。
具体实施方式
50.为了更好地说明本发明的目的、技术方案和优点,下面将结合具体实施例 及对比例对本发明作进一步说明,其目的在于详细地理解本发明的内容,而不 是对本发明的限制。本领域普通技术人员在没有做出创造性劳动前提下所获得 的所有其他实施例,都属于本发明的保护范围。本发明实施所涉及的实验试剂 及仪器,除非特别说明,均为常用的普通试剂及仪器。
51.实施例1~18
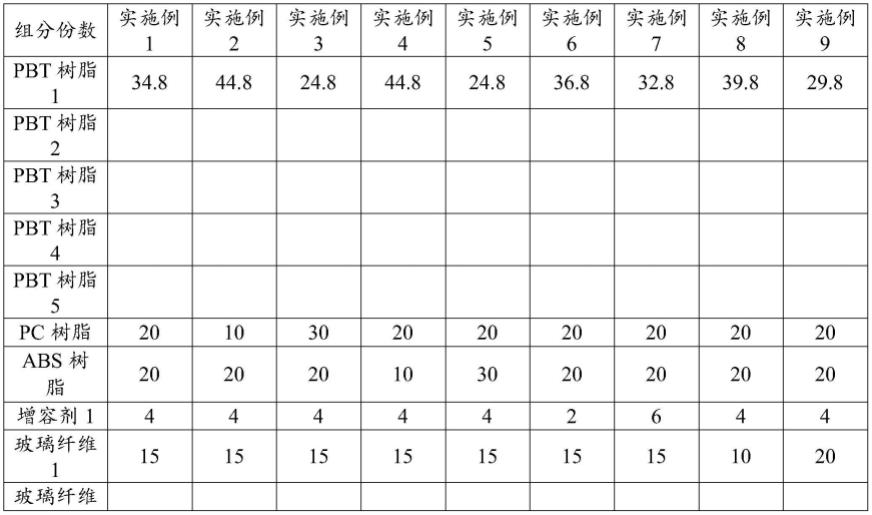
52.本发明所述玻纤增强pbt复合材料及其制备方法的一种实施例,所述玻纤 增强pbt复合材料的组分成分如表1和表2所示。
53.所述玻纤增强pbt复合材料的制备方法,包括以下步骤:
54.(1)将遮光剂、加工助剂、超支化聚酯在高混机混合3min至均匀,得预 混料1;高混机的转速设置为800rpm;
55.(2)将pbt树脂、pc树脂、abs树脂、增容剂在高混机混合3min至均 匀,得预混料2;高混机的转速设置为700rpm;
56.(3)将预混料1、预混料2和玻璃纤维依次加入双螺杆挤出机中混合均匀 并熔融挤出造粒,即得所述玻纤增强pbt复合材料;所述熔融挤出造粒时,双 螺杆挤出机从喂料口到机头的设置温度分别为:一区温度200~230℃,二区温度 240~260℃,三区温度235~255℃,四区温度235~255℃,五区温度235~255℃, 六区温度240~260℃,七区温度240~260
℃,八区温度220~240℃,九区温度 220~240℃,十区温度240~260℃;所述螺杆转速为350rpm。
57.其中pbt树脂1为江苏仪征化纤生产的pbt gx112型号产品,所述pbt 树脂1的特性粘度为0.8dl/g(25℃);
58.pbt树脂2为江苏仪征化纤生产的pbt gx111型号产品,所述pbt树脂2 的特性粘度为0.7dl/g(25℃);
59.bt树脂3为江苏仪征化纤生产的pbt gx121型号产品,所述pbt树脂3 的特性粘度为1.0dl/g(25℃);
60.pbt树脂4为江苏仪征化纤生产的pbt gx110型号产品,所述pbt树脂4 的特性粘度为0.6dl/g(25℃);
61.pbt树脂5为中国台湾长春化工生产的pbt 1100-211x型号产品, 所述pbt树脂1的特性粘度为1.2dl/g(25℃);
62.pc树脂为lg公司生产的pc 1300-22np型号产品,所述pc树脂的分子量 为19000,在300℃,1.2kg负荷下的熔融指数为22g/10min;
63.abs树脂为国乔石油化学股份有限公司生产的abs d670型号产品,在220℃,10kg负荷下的熔融指数为70g/10min;
64.增容剂1为自制,该产品的制备步骤为:
65.将pbt树脂1和pc树脂(质量比1:1)的混合物和酯交换促进剂在高混 机中混合至均匀,随后挤出造粒,即得所述增容剂嵌段共聚物;所述酯交换促 进剂为(市售)钛酸丁酯;所述嵌段共聚物与酯交换促进剂的质量之比为1:0.005;
66.玻璃纤维1为扁平玻璃纤维,所述玻璃纤维的平均短轴宽度为8μm,扁平 比为4,泰山玻纤生产tfg-3.0-t436产品;
67.玻璃纤维2为圆柱玻璃纤维,所述玻璃纤维的平均短轴直径13μm,泰山 玻纤生产ecs13-3.0-t436w产品。
68.遮光剂1为浙江亚美纳米科技有限公司生产的钛酸钾晶须;
69.抗氧剂为(市售)受阻酚类抗氧剂1076;
70.润滑剂为(市售)蜡类润滑剂;
71.超支化聚酯为季戊四醇为核、聚二羟甲基丙酸为支化链复配得到的四臂聚 酯共聚物,威海晨源分子新材料有限公司生产cyd-5300产品;
72.表1
[0073][0074][0075]
表2
[0076]
[0077]
对比例1~8
[0078]
各对比例与实施例的差别仅在于,各原料种类及配比不同,如表3所示。
[0079]
其中所述增容剂2与增容剂1的差别仅在于,嵌段共聚物与酯交换促进剂 的质量之比为1:0.002;
[0080]
增容剂3与增容剂1的差别仅在于,嵌段共聚物与酯交换促进剂的质量之 比为1:0.07;
[0081]
增容剂4与增容剂1的差别仅在于,该增容剂4为江苏佳易容公司生产的 sag-005产品;
[0082]
遮光剂2为市售钛白粉;
[0083]
除上述特定说明外,各平行的实施例与对比例所用的某一组分(如酯交换 促进剂、抗氧剂、润滑剂、遮光剂2等)均为同一市售或自制品种。
[0084]
表3
[0085][0086]
效果例1
[0087]
将各实施例及对比例所得产品进行翘曲度测试、成型流动性测试、悬臂梁 缺口冲击强度测试:
[0088]
(1)翘曲度测试:将各样品注塑成100*100*1.5mm的方板,方板的对角线 长度为l=141mm,测量方板对角线翘起的最大高度a,如图1所示,计量warpage 值=a/l,方板翘曲越大,warpage值越大;
[0089]
(2)成型流动性测试:将各样品在温度260℃、80mpa压力条件下注塑螺 旋线长度,连续注塑51膜,取最后1模产品测试其螺旋线长度,长度越长,说 明产品成型流动性越好;
[0090]
(3)悬臂梁缺口冲击强度测试(韧性测试):采用gb/t 1843-1996测试材 料的悬臂梁缺口冲击强度,v型缺口,冲击摆锤能力为2.75j;
[0091]
测试结果如表4和5所示。
[0092]
表4
[0093][0094]
表5
[0095][0096]
从表格可知,本发明各实施例产品的翘曲度均较低(warpage值均<0.05), 成型流动性高,(螺旋线长度>220mm)且具有优异的韧性(缺口冲击强度> 5kj/m2)。从实施例1~5对比可知,产品的有机树脂组分(pbt树脂、pc树脂、 abs树脂)总含量一定,pc树脂、abs树脂任一种的占比含量增多都会提升产 品的韧性,且翘曲度降低,但相对而言产品的成型流动性降低;而当pc树脂 +abs树脂的总含量过高(此时pbt树脂相对含量过低)或过低(此时pbt树 脂相对含量过高),所得产品均难以达到理想性能效果,如对比例1~2产品所示, 而将翘曲度较高的产品应用于制备机械键盘的键帽时,相比于采用本发明实施 例产品以及相同模具制备的键帽产品将会出现明显翘曲现象,如图2所示。从 实施例1、实施例15~18可知,产品中的基体pbt树脂其特性粘度对产品的成 型流动性及加工后的翘曲度有一定影响,实施例17产品中的pbt树脂特性粘度 较低,虽然流动性较好,但成品翘曲度较大;实施例18产品中的pbt树脂特性 粘度较高,产品的流动性较低,两种产品的加工使用范围缩减,相比之下,实 施例1、实施例15和16产品中的pbt树脂特性粘度维持在0.7~1.0dl/g时,可 以兼顾产品的流动性和成品的翘曲度,综合性能最佳。从对比例3、实施例1和 实施例6~7可知,本发明所述的嵌段共聚物增容剂的使用可有效提升产品的韧 性,同时不会明显影响产品的翘曲度和成型流动性,而采用现有市售增容剂的 对比例8产品其成型流动性较差。从对比例4和5可以看出,嵌段共聚物在制 备时含有的酯交换促进剂含量多少将直接影响最终产品的性能,若添加含量选 取不当,其难以兼具良好的综合性能。从实施例1、实施例12~13和对比例6可 知,产品的组分中超支化聚酯较大幅度地影响产品的翘曲度和成型流动性。根 据实施例1与实施例14对比可知,采用扁平玻璃纤维作为填料相比于其他常规 的玻璃纤维可使产品具有更低的翘曲度。相比采用市售常用的钛白粉作为遮光 剂的对比
例7产品,本发明所述玻纤增强pbt复合材料中采用钛酸钾晶须进行 代替可有效保证产品的韧性。
[0097]
最后所应当说明的是,以上实施例仅用以说明本发明的技术方案而非对本 发明保护范围的限制,尽管参照较佳实施例对本发明作了详细说明,本领域的 普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而 不脱离本发明技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1