一种125℃无卤阻燃薄壁汽车电线用聚丙烯材料及其制备方法与流程
一种125
℃
无卤阻燃薄壁汽车电线用聚丙烯材料及其制备方法
技术领域
1.本发明涉及无卤阻燃材料领域,尤其涉及一种125℃无卤阻燃薄壁汽车电线用聚丙烯材料及其制备方法。
背景技术:
2.聚丙烯是世界五大通用塑料之一,它具有良好的力学性能和化学稳定性能,并且加工性能优异,因此聚丙烯被广泛应用于各种领域,尤其是被大量在汽车工业中使用。但是聚丙烯极易燃烧,氧指数低,这种不耐高温的特性极大限制了聚丙烯在易燃环境的使用。因此,聚丙烯中需要添加阻燃剂以提高其阻燃能力。溴锑阻燃剂因添加量少,阻燃效果好,对聚丙烯材料的性能下降最少而被大量应用,如传统的9y薄壁汽车线中使用的阻燃剂就以卤溴锑阻燃剂为主。随着人们环保意识的不断增强,由于卤溴锑阻燃剂燃烧后会产生有毒性及腐蚀性的卤化氢气体,卤溴锑阻燃剂已无法适应欧盟rosh标准和reach法规等有关的环保规定,在汽车线束领域逐渐被无卤阻燃剂所取代。目前在无卤阻燃聚丙烯材料的制备工艺中,为满足iso 19642中所规定的阻燃要求需添加较高含量的无卤阻燃剂,这会影响汽车线束要求的耐刮磨性能,同时在长期高温环境中,无卤阻燃剂会析出。
3.例如,在中国专利文献上公开的“汽车薄壁电线用高耐磨辐照交联无卤阻燃聚烯烃料及其制备方法”,其公告号为cn104194139a,该材料由16~22重量份线性低密度聚乙烯树脂、60~71重量份乙烯醋酸乙烯树脂、13~18重量份改性树脂、90~110重量份无卤阻燃剂、20~30重量份二氧化硅、30~40重量份填充改性剂、0.4~1重量份抗氧剂、0.8~1.5重量份交联剂和2~3重量份复配滑爽剂,经过混炼机混合、混炼,再经挤出机挤制而成。该无卤阻燃聚烯烃料配方中无卤阻燃剂含量占比较高。
技术实现要素:
4.本发明为了克服现有技术下薄壁汽车电线用聚丙烯中添加无卤阻燃剂会影响聚丙烯耐刮磨和短长期老化性能的问题,提供一种125℃无卤阻燃薄壁汽车电线用聚丙烯材料及其制备方法,本发明所述材料中无卤阻燃剂的使用量少,阻燃效果好,耐刮磨以及抗老化性能优秀且复合效果好无析出,制备过程中挤出速度快。
5.为了实现上述目的,本发明采用以下技术方案:一种125℃无卤阻燃薄壁汽车电线用聚丙烯材料,包括下列质量份数的各组分:sebs 10~20份,聚丙烯55~65份,表面改性的磷氮阻燃剂10~20份,阻燃协效剂5~10份,抗氧剂1.5-3份,石蜡油5-10份,表面耐磨剂2-3份。
6.本发明所述的聚丙烯材料以热塑弹性体sebs和聚丙烯共混改性所得的聚烯炷为基料,添加了一定量的经过表面改性处理的膨胀型复配阻燃剂,再辅以表面耐磨剂改性而成。当磷氮阻燃剂的添加量增加时,阻燃效果提升,但是聚丙烯材料的耐刮磨性能下降,对磷氮阻燃剂进行表面处理后可以提高分散性,进而可以在保持阻燃性的情况下减少磷氮阻
燃剂的添加量;同时添加表面耐磨剂增强聚丙烯材料的耐刮磨性能,但是表面耐磨剂过多后会使材料变滑,影响加工。
7.作为优选,所述表面改性的磷氮阻燃剂为使用表面处理剂处理的磷氮阻燃剂,磷氮阻燃剂为苯基次磷酸铝、二乙基次磷酸铝和季戊四醇多聚磷酸酯三聚氰胺盐中的一种或几种,表面处理剂为硅烷偶联剂、铝酸酯偶联剂、钛酸酯偶联剂中的一种或几种。
8.作为优选,所述表面处理剂用量占磷氮阻燃剂质量份数为0.5~1.5%。
9.表面处理剂用量较多时,处理剂容易析出。表面处理剂用量太少时,无法对阻燃剂进行有效预分散处理。
10.作为优选,所述聚丙烯的熔融指数为2~3g/10min。
11.熔融指数与粘性相关,熔融指数较低粘性较高时会影响各组分的分散情况,熔融指数较高粘性较差时各组分间复合效果较差。
12.作为优选,所述阻燃协效剂为三聚氰胺尿酸酯、纳米二氧化硅和纳米膨润土中的一种或几种。
13.添加阻燃协效剂可提升阻燃效果,在保证材料的阻燃性的情况下减少磷氮阻燃剂的添加量。
14.作为优选,所述抗氧剂为四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、三[2,4-二叔丁基苯基]亚磷酸酯、β-(3,5-二叔丁基-4-羟基苯基)丙酸正十八碳醇酯和n,n-双[β-(3,5-二叔丁基-4-羟基苯基)丙酰]肼中的一种或几种。
[0015]
材料的抗氧化性能随抗氧剂的添加量增加而增强,抗氧剂的添加量过多会析出。
[0016]
作为优选,所述石蜡油为汉圣2071p白油。
[0017]
作为优选,所述表面耐磨剂为瓦克硅酮pa445200。
[0018]
一种125℃无卤阻燃薄壁汽车电线用聚丙烯材料的制备方法,包括以下步骤:1)磷氮阻燃剂的表面处理:将磷氮阻燃剂和表面处理剂加入高速混合机中以250~350r/min搅拌2~3min进行表面改性处理;2)sebs的充油:将sebs和石蜡油投入搅拌机中以250~350r/min的速度搅拌3~5min,静置待用;3)将各原料按配比加入双螺杆挤出机混合、熔融挤出造粒制得所述聚丙烯材料。
[0019]
本发明所述的聚丙烯材料的制备过程中先将磷氮阻燃剂进行表面处理、将sebs充油,再将磷氮阻燃剂、sebs与其余组分混合熔融造粒。
[0020]
作为优选,所述双螺杆挤出机长径比为52:1,双螺杆挤出机各段温度为:加料段160~175℃,输送段180~190℃,熔融段195~210℃,机头190-200℃。
[0021]
因此,本发明具有如下有益效果:(1)实现了膨胀型磷氮阻燃剂低填充量下的高效复合,制备得到的聚丙烯材料符合环保要求,不含卤素,阻燃效果好,表现出优秀的长期静态热老化寿命,在125℃的环境下长期工作时无析出,同时具有优良的物理机械性能,拉伸性能好易于加工,耐刮磨;(2)制备时,挤出速度可达300-500m/min,经济性较佳。
具体实施方式
[0022]
总实施例本发明实施例中聚丙烯选用熔融指数为2g/10min的聚丙烯,石蜡油为汉圣2071p
白油;表面耐磨剂为瓦克硅酮pa445200,双螺杆挤出机长径比为52:1,双螺杆挤出机各段温度为:加料段160~175℃,输送段180~190℃,熔融段195~210℃,机头190-200℃。
[0023]
实施例1一种125℃无卤阻燃薄壁汽车电线用聚丙烯材料,由如下步骤制备:1)磷氮阻燃剂的表面处理:将苯基次磷酸铝和乙烯基三乙氧基硅烷以100:1的质量比加入高速混合机中以300r/min搅拌3min进行表面改性处理得到表面改性的磷氮阻燃剂;2)sebs的充油:将sebs和石蜡油以2:1的质量比投入搅拌机中以300r/min的速度搅拌5min,静置待用;3)将15份充油后的sebs、65份聚丙烯、15份表面改性的苯基次磷酸铝、10份纳米膨润土、2.5份四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、2.5份表面耐磨剂加入双螺杆挤出机混合、熔融挤出造粒制得所述聚丙烯材料。
[0024]
实施例2一种125℃无卤阻燃薄壁汽车电线用聚丙烯材料,由如下步骤制备:1)磷氮阻燃剂的表面处理:将苯基次磷酸铝和乙烯基三乙氧基硅烷以100:1的质量比加入高速混合机中以300r/min搅拌3min进行表面改性处理得到表面改性的磷氮阻燃剂;2)sebs的充油:将sebs和石蜡油以2:1的质量比投入搅拌机中以300r/min的速度搅拌5min,静置待用;3)将15份充油后的sebs、65份聚丙烯、15份表面改性的苯基次磷酸铝、5份纳米膨润土、2.5份四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、2.5份表面耐磨剂加入双螺杆挤出机混合、熔融挤出造粒制得所述聚丙烯材料。
[0025]
实施例3一种125℃无卤阻燃薄壁汽车电线用聚丙烯材料,由如下步骤制备:1)磷氮阻燃剂的表面处理:将苯基次磷酸铝和乙烯基三乙氧基硅烷以100:1的质量比加入高速混合机中以300r/min搅拌3min进行表面改性处理得到表面改性的磷氮阻燃剂;2)sebs的充油:将sebs和石蜡油以3:1的质量比投入搅拌机中以300r/min的速度搅拌5min,静置待用;3)将20份充油后的sebs、60份聚丙烯、11份表面改性的苯基次磷酸铝、5份纳米膨润土、2份四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、2份表面耐磨剂加入双螺杆挤出机混合、熔融挤出造粒制得所述聚丙烯材料。
[0026]
实施例4一种125℃无卤阻燃薄壁汽车电线用聚丙烯材料,由如下步骤制备:1)磷氮阻燃剂的表面处理:将苯基次磷酸铝、二乙基次磷酸铝、季戊四醇多聚磷酸酯三聚氰胺盐和乙烯基三乙氧基硅烷以100:100:100:4.5的质量比加入高速混合机中以300r/min搅拌3min进行表面改性处理得到表面改性的磷氮阻燃剂;2)sebs的充油:将sebs和石蜡油以2:1的质量比投入搅拌机中以300r/min的速度搅拌5min,静置待用;
3)将15份充油后的sebs、65份聚丙烯、15份表面改性的苯基次磷酸铝、10份纳米二氧化硅、2.5份三[2,4-二叔丁基苯基]亚磷酸酯、2.5份表面耐磨剂加入双螺杆挤出机混合、熔融挤出造粒制得所述聚丙烯材料。
[0027]
实施例5一种125℃无卤阻燃薄壁汽车电线用聚丙烯材料,由如下步骤制备:1)磷氮阻燃剂的表面处理:将苯基次磷酸铝、二乙基次磷酸铝、季戊四醇多聚磷酸酯三聚氰胺盐和乙烯基三乙氧基硅烷以100:100:100:1.5的质量比加入高速混合机中以300r/min搅拌3min进行表面改性处理得到表面改性的磷氮阻燃剂;2)sebs的充油:将sebs和石蜡油以2:1的质量比投入搅拌机中以300r/min的速度搅拌5min,静置待用;3)将15份充油后的sebs、65份聚丙烯、15份表面改性的苯基次磷酸铝、10份纳米二氧化硅、2.5份三[2,4-二叔丁基苯基]亚磷酸酯、2.5份表面耐磨剂加入双螺杆挤出机混合、熔融挤出造粒制得所述聚丙烯材料。
[0028]
对比例1一种125℃无卤阻燃薄壁汽车电线用聚丙烯材料,由如下步骤制备:1)sebs的充油:将sebs和石蜡油以2:1的质量比投入搅拌机中以300r/min的速度搅拌5min,静置待用;2)将15份充油后的sebs、65份聚丙烯、15份苯基次磷酸铝、10份纳米膨润土、2.5份四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、2.5份表面耐磨剂加入双螺杆挤出机混合、熔融挤出造粒制得所述聚丙烯材料。
[0029]
对比例2一种125℃无卤阻燃薄壁汽车电线用聚丙烯材料,由如下步骤制备:1)sebs的充油:将sebs和石蜡油以3:1的质量比投入搅拌机中以300r/min的速度搅拌5min,静置待用;2)将20份充油后的sebs、75份聚丙烯、12份溴锑阻燃剂、1份四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、0.5份表面耐磨剂加入双螺杆挤出机混合、熔融挤出造粒制得所述聚丙烯材料。
[0030]
对比例3一种125℃无卤阻燃薄壁汽车电线用聚丙烯材料,由如下步骤制备:1)磷氮阻燃剂的表面处理:将苯基次磷酸铝和乙烯基三乙氧基硅烷以100:1的质量比加入高速混合机中以300r/min搅拌3min进行表面改性处理得到表面改性的磷氮阻燃剂;2)sebs的充油:将sebs和石蜡油以2:1的质量比投入搅拌机中以300r/min的速度搅拌5min,静置待用;3)将15份充油后的sebs、65份聚丙烯、25份表面改性的苯基次磷酸铝、10份纳米膨润土、2.5份四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、2.5份表面耐磨剂加入双螺杆挤出机混合、熔融挤出造粒制得所述聚丙烯材料。
[0031]
对比例4一种125℃无卤阻燃薄壁汽车电线用聚丙烯材料,由如下步骤制备:
1)磷氮阻燃剂的表面处理:将苯基次磷酸铝和乙烯基三乙氧基硅烷以100:1的质量比加入高速混合机中以300r/min搅拌3min进行表面改性处理得到表面改性的磷氮阻燃剂;2)sebs的充油:将sebs和石蜡油以2:1的质量比投入搅拌机中以300r/min的速度搅拌5min,静置待用;3)将15份充油后的sebs、65份聚丙烯、15份表面改性的苯基次磷酸铝、2.5份四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、2.5份表面耐磨剂加入双螺杆挤出机混合、熔融挤出造粒制得所述聚丙烯材料。
[0032]
对比例5一种125℃无卤阻燃薄壁汽车电线用聚丙烯材料,由如下步骤制备:1)磷氮阻燃剂的表面处理:将苯基次磷酸铝和乙烯基三乙氧基硅烷以100:1的质量比加入高速混合机中以300r/min搅拌3min进行表面改性处理得到表面改性的磷氮阻燃剂;2)sebs的充油:将sebs和石蜡油以2:1的质量比投入搅拌机中以300r/min的速度搅拌5min,静置待用;3)将15份充油后的sebs、65份聚丙烯、15份表面改性的苯基次磷酸铝、15份纳米膨润土、2.5份四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、2.5份表面耐磨剂加入双螺杆挤出机混合、熔融挤出造粒制得所述聚丙烯材料。
[0033]
对比例6一种125℃无卤阻燃薄壁汽车电线用聚丙烯材料,由如下步骤制备:1)磷氮阻燃剂的表面处理:将苯基次磷酸铝和乙烯基三乙氧基硅烷以100:1的质量比加入高速混合机中以300r/min搅拌3min进行表面改性处理得到表面改性的磷氮阻燃剂;2)sebs的充油:将sebs和石蜡油以2:1的质量比投入搅拌机中以300r/min的速度搅拌5min,静置待用;3)将15份充油后的sebs、65份聚丙烯、15份表面改性的苯基次磷酸铝、10份纳米膨润土、2.5份四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、5份表面耐磨剂加入双螺杆挤出机混合、熔融挤出造粒制得所述聚丙烯材料。
[0034]
对比例7一种125℃无卤阻燃薄壁汽车电线用聚丙烯材料,由如下步骤制备:1)磷氮阻燃剂的表面处理:将苯基次磷酸铝和乙烯基三乙氧基硅烷以100:3的质量比加入高速混合机中以300r/min搅拌3min进行表面改性处理得到表面改性的磷氮阻燃剂;2)sebs的充油:将sebs和石蜡油以2:1的质量比投入搅拌机中以300r/min的速度搅拌5min,静置待用;3)将15份充油后的sebs、65份聚丙烯、15份表面改性的苯基次磷酸铝、10份纳米膨润土、2.5份四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、2.5份表面耐磨剂加入双螺杆挤出机混合、熔融挤出造粒制得所述聚丙烯材料。
[0035]
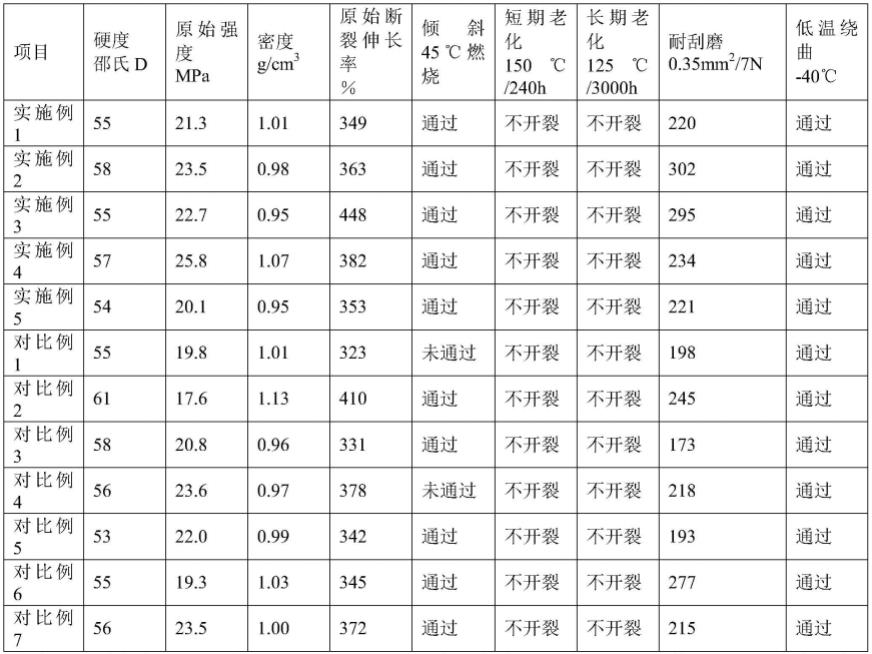
将上述实施例及对比例制备得到的材料压制为0.18mm厚度的薄壁,然后按照国家
有关标准进行测试,所得性能参数如下表所示:本发明实施例的挤出速度可达300-500m/min,加工性能好,并且由表中数据可知,本发明的密度低,由本发明所述材料制得的0.18mm厚度的薄壁,机械性能好,耐刮磨,可通过倾斜45℃燃烧要求,安全性能满足iso 19642中规定的125℃等级的所有要求,并且125℃/3000小时长期老化后卷绕不开裂,长期静态热老化寿命长。
[0036]
对比例1未通过倾斜45℃燃烧测试,这表明未添加磷氮阻燃剂的材料,阻燃效果不好;对比例3中添加了较多的磷氮阻燃剂,其耐刮磨性能较差;对比例4的阻燃性能弱于实施例2,这表明在较低的添加量下,单独使用磷氮阻燃剂时无法达到较好的阻燃效果,而阻燃协效剂与磷氮阻燃剂复合可提升材料的阻燃效果,进而减少磷氮阻燃剂的添加量,减少对耐刮磨性能的影响;同样地,对比例5的耐刮磨性能也比实施例1差,这表明阻燃协效剂也会对材料的机械性能尤其是耐刮磨性能产生负面影响;对比例6中添加了较多的磷氮阻燃剂,为提升材料的耐刮磨性能,对比例6还添加了较多的耐磨剂,虽然对比例6的耐刮磨性能较好,但是材料表面变滑,加工性能较差;因此在本发明配方限定的比例内,材料的阻燃效果与机械性能得到了较好的平衡。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1