烷基酯法合成草甘膦的方法及生产装置与流程
1.本发明涉及农药原料草甘膦的制备技术,具体是一种烷基酯法合成草甘膦的方法及生产装置。
背景技术:
2.国内草甘膦主要采用甘氨酸-烷基酯法,其基本方法包括以下环节:以甘氨酸,亚磷酸二甲酯,多聚甲醛为原料,醇为溶剂,三乙胺为催化剂制备合成液;加入酸进行水解脱溶,脱溶结束补加工业水,得到浆料;浆料经碱调节降温搅拌析晶后,再经固液分离和烘干得到草甘膦成品。因其工艺稳定,已广泛实现工业化生产。但现有工艺方法存在着磷原料原子经济性低、水解副反应多、料液损失大、水解时间长、物耗能耗高等问题。大部分生产企业的草甘膦母液处理方法如下:氧化、浓缩、酸性结晶依次回收氯化钠,回收磷元素,得到副产焦磷酸钠、磷酸三钠产品。缺点是处理量大、过程复杂,处理成本高,同时产生大量烟气,氮元素流失进入环保站。因此,为进一步降低草甘膦生产成本,提高各原料利用率,降低能耗物耗,实现清洁高效生产和原料循环利用,开发从源头降低亚磷酸二甲酯用量,过程工艺以及装备集成改进和优化创新并配合母液低成本简便回收草甘膦、甘氨酸及氯化钠的清洁生产及资源全利用的新工艺是有价值的。
3.甲醛作为草甘膦向副产物转化的关键“引发剂”,主要来自于酸性条件下半缩醛水解过程。虽然大部分游离甲醛和甲醇会生成甲缩醛被蒸出, 但体系中仍残留相当量的甲醛 ,这些残留的甲醛在酸催化下可以使部分草甘膦分解转化为副产品增甘膦与n-甲基草甘膦,严重降低草甘膦产能,且温度越高,反应越明显。
4.cn113831365 a介绍一种烷基酯法合成草甘膦工艺,方法用其他碱代替三乙胺进行解聚反应,采用甘氨酸盐代替甘氨酸进行加成过程。虽然可以适当减少三乙胺、盐酸、液碱消耗量,但是亚磷酸二甲酯的量远高于现有水平(甘氨酸盐摩尔量5-20倍),导致磷元素的利用率大幅降低,此外甘氨酸盐引入的外源金属离子影响草甘膦结晶。
5.cn 101830928a公开了一种从草甘膦母液中回收草甘膦原粉的方法,将碱母液浓缩后套用,缺点是耗酸,能耗大,盐以及副产物累积,影响草甘膦纯度。
技术实现要素:
6.本发明要解决的技术问题是克服现有的缺陷,提供一种磷元素经济性好、原料循环利用率高、产品收率高、可显著降低生产和环保处理成本的烷基酯法合成草甘膦的方法及生产装置。
7.本发明烷基酯法合成草甘膦的方法,包括以下步骤:步骤(1),合成工序,将甲醇溶液、多聚甲醛以及三乙胺混合,搅拌升温至32-42℃,搅拌充分反应得到解聚液;向解聚清液中加入甘氨酸,搅拌升温至37-52℃,充分搅拌反应后得到氨化反应液;再将亚磷酸二甲酯分批次加入,在47-60℃下搅拌充分反应60-90分钟得到缩合液;所述甘氨酸、多聚甲醛、甲醇、三乙胺、亚磷酸二甲酯的摩尔比为1:(1.5-2.4):
(8-14):(0.8-1.6):(1.06-1.13)。
8.步骤(2),水解工序,加入浓度不低于20%的盐酸进行水解,微负压释放氯甲烷、甲缩醛、甲醛和甲醇气体,实现脱溶,得到草甘膦浓缩液;所述水解和脱溶过程采用三段式程序升温:第一段物料酸解在一级水解釜中进行,盐酸在60-90℃温度下加入,物料停留反应时间为20-40 min;第二段将物料连续转入第二级水解釜中进行深度酸解反应,温度范围为90-110℃,反应停留时间为30-60 min;第三段将物料转入第三反应釜或在原釜进行第三阶段的浓缩除水和盐酸,温度控制在110-125℃,物料停留时间时间为80-100 min。该步骤通过优化工艺条件,反应速率大幅提高,装置处理能力大幅提高,利用反应热可蒸发大量溶剂,反应更容易控制,草甘膦原位转化率可提高约4.8%,余热层级利用,水解能耗缩减10-12%。
9.步骤(3),浓缩液在结晶釜中结晶后,经固液分离装置分离、洗涤、烘干后得到最终草甘膦产品。
10.优选的,步骤(1)中,亚磷酸二甲酯最佳投料批次为6-10批/釜或连续加料,加料完成后,再反应 60-90 分钟。通过控制亚磷酸二甲酯的滴加速度、投料配,可以减少亚磷酸二甲酯水解,提高转化率,减少原料消耗。甘氨酸:亚磷酸二甲酯的当量比可降低到1:1.108,配合末端母液系统化逆流套用减少母液损失,可提高收率。配合优化配比可将缩合时间缩短。
11.优选的,步骤(2)中,混合酸解混合物料以加热升温到125℃为出料温度,盐酸与甘氨酸的摩尔比为3.1-3.6:1。
12.优选的,步骤(3)中,固液分离系统通过离心分离的固体产物经两级串联洗涤,减少洗涤损失;两级洗涤产生的滤液依次为一级洗涤滤液和二级洗涤滤液,固液分离系统直接离心分离的原母液或所述一级滤液可代替结晶过程中补加的工业水加入结晶釜,草甘膦母液用量为草甘膦质量的0.3-0.45倍;所述二级滤液可替代所述两级洗涤的部分洗涤用水,用量分别为草甘膦质量的0.35-0.65倍和0.4-1.2倍。通过有效逆流组合套用提高母液草甘膦利用率,减少母液量与处理成本。
13.本发明的烷基酯法合成草甘膦的生产装置可在现有生产装置基础上进行简单改造,即可实现半连续化和母液草甘膦逆流洗涤和套用。本发明的装置包括串联合成反应釜、平衡槽、一级水解反应釜、二级水解釜和结晶反应釜;所述合成反应釜的进料口分别通过进料支管连接甲醇计量槽、三乙胺计量槽、多聚甲醛计量槽、甘氨酸计量槽和亚磷酸二甲酯计量槽;所述一级水解反应釜的进料口通过管道与盐酸计量槽相连、所述二级水解反应釜的进料口通过管道与工业水槽和套用水计量槽相连通;所述的一级水解反应釜的顶部气体出口分别连通有副产回收塔和尾气吸收罐;所述的二级水解反应釜的顶部连通盐酸吸收罐;所述的结晶反应釜的顶部通过管道与液碱计量槽相连通,底部出料口连接固液分离装置,固液分离装置底部与烘干装置连通。
14.进一步的,所述的盐酸吸收罐出口与盐酸计量槽进料口相连。
15.进一步的,该装置还包括位于合成反应釜各进料支管的流量计、位于平衡槽与一级水解反应釜之间的流量计和位于两级水解反应釜之间的换热器。
16.进一步的,该装置还包括一级滤液收集罐、二级滤液收集罐、一级母液大槽,它们的进料口并联连接于固液分离装置出料口;一级母液大槽和一级滤液收集罐的出水口与循
环套用水罐相连通;二级滤液收集罐出水口与工业水洗水计量罐进水口相连通,工业水计量罐底部与固液分离装置进料口相连通。
17.与现有技术相比,本发明的有益效果为:1、适量降低dmp消耗,改变dmp的投料方式,配合优化的母液回收方法,从源头及末端同时并举提高磷元素经济性,工艺优化合理控制反应发生方向,大幅提高了草甘膦转化率与结晶率,降低副产物生成和酸碱消耗,大幅提升产品的稳定性与纯度;2、通过创新性的母液及滤液串联洗涤套用,降低了母液损失、提高了产品质量,形成绿色循环链,减少母液排放与污废水环保处理压力;3、通过设备简单串联改造可实现分段连续化水解,通过加酸及酸解工艺优化,充分利用了反应热,提高了装置处理能力,减少了处理时间,减少了酸解过程溶在溶液中的甲醛对草甘膦收率的影响。
附图说明
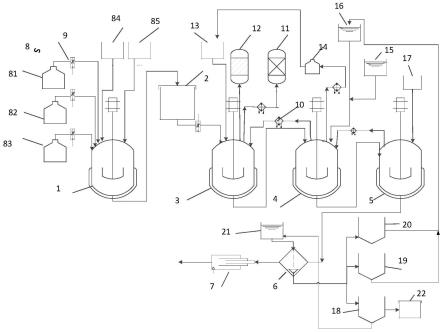
18.图1为本发明中装置实施例1中生产装置的结构示意图;其中:1-合成反应釜、2-平衡槽3-第一水解反应釜、4-第二水解反应釜、5-结晶反应釜、6-固液分离装置、7-烘干装置、8-原料供应单元、81-甲醇二甲酯计量槽、82-三乙胺计量槽、83-亚磷酸二甲酯计量槽、84-多聚甲醛计量槽、85-甘氨酸计量槽、9-流量计、10-换热器、11-副产物回收塔、12-尾气吸收罐、13-盐酸计量槽、14-盐酸吸收罐、15-工业水计量槽、16-循环水套用水计量槽、17-液碱计量槽、18-一级母液大槽、19-一级滤液收集罐、20-二级滤液收集罐、21-洗水工业水计量罐、22-母液回收系统。
具体实施方式
19.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.实施例1烷基酯法合成草甘膦的生产装置,如图1所示,包括依次串联的合成反应釜1、平衡槽2、一级水解反应釜3、二级水解反应釜4和结晶反应釜5;所述合成反应釜的进料口分别通过进料支管连接甲醇计量槽81、三乙胺计量槽82、多聚甲醛计量槽84、甘氨酸计量槽85和亚磷酸二甲酯计量槽83;所述一级水解反应釜3的进料口通过管道与盐酸计量槽13相连、所述二级水解反应釜4的进料口分别通过管道与工业水计量槽15和循环套用水计量槽16相连通;所述的第一水解反应釜3的顶部气体出口分别连通有甲醇等副产回收槽11和尾气吸收罐12;所述的第二水解反应釜的顶部连通盐酸吸收罐14,出口与盐酸计量槽13进料口相连;所述的结晶反应釜的顶部连接液碱计量槽17,底部出料口连接固液分离装置6,所述固液分离装置6和烘干装置7连通。
21.在上述装置实施例中,还包括一级滤液收集罐19和二级滤液收集罐20、一级母液大槽18,进样口分别并联连接于固液分离装置6出料口。所述的母液大槽18和一级滤液收集罐19的出水管与循环套用水罐16进水口相连通,二级滤液收集罐20出水口与水洗工业水计
量罐21进水口相连通,工业水计量罐21底部与固液分离装置6进料口连接。
22.上述装置还包括流量计9与换热器10。在合成反应釜各进料支管,以及平衡槽底部与一级水解釜进料口之间均连接有流量计。换热器串联连接在一级水解釜与二级水解釜之间。
23.对比例在实施例1的草甘膦合成装置中生产草甘膦,甲醇计量槽和三乙胺计量槽中分别备料57.4 kmol和4.8 kmol,将计量的溶剂甲醇和催化剂三乙胺打入合成反应釜,开启搅拌;然后将多聚甲醛计量槽中备料的1.55 kmol多聚甲醛放入合成反应釜,控温32-42℃开始解聚反应;多聚甲醛完全溶解溶液基本透明之后,将甘氨酸计量槽备料的4.8kmol甘氨酸放入合成反应釜,控温37-50℃反应50 min;待溶液基本透明反应结束,将亚磷酸二甲酯计量槽备料的5.88kmol亚磷酸二甲酯快速加入合成反应釜,控温47-60℃,保温8 min后补加三乙胺和亚磷酸二甲酯,反应80min结束得到合成液-酯化液a;合成液平衡打入一级水解反应釜,加入计量好的20%盐酸33.6 kmol开始酸化反应;酸化反应后进行三段式程序升温:第一段,在一级水解釜进行,反应终点温度为85℃,反应时间为50 min;第二与三阶段在二级水解釜进行,第二段反应终点温度为105℃,反应时间为50 min,第三段反应终点温度为130℃,反应时间为120 min;水解结束补加工业水192 kg,打入结晶釜,加入液碱,降温搅拌结晶得到结晶液b,490 kg清水洗涤烘干后得到草甘膦成品610.90 kg。
24.实施例2~4基于实施例1的草甘膦生产装置(图1),实施例2与对比例不同之处在于酯化过程亚磷酸二甲酯投加量5.49 kmol,且分批次(5次)按需投入合成反应釜,洗涤烘干制得草甘膦成品603.24 kg。
25.基于实施例1的草甘膦生产装置(图1),实施例3与对比例不同之处在于酯化过程亚磷酸二甲酯投加量5.49kmol,且分批次(5次)按需投入合成反应釜,套用母液和滤液,水解结束草甘膦大槽母液和一次滤液代替部分工业水加入二级水解釜,母液、滤液与工业水分别为60kg、80kg、50 kg,二级滤液350 kg混合代替部分工业水与180 kg清水梯次洗涤烘干后得到草甘膦成品622.09 kg。
26.基于实施例1的草甘膦生产装置,实施例4与对比例的不同之处在于,酯化过程亚磷酸二甲酯投加量5.49kmol,且分批次(5次)按需投入合成反应釜;浆料等电点优化调节为1.3;套用母液和滤液,水解结束草甘膦大槽母液和一次滤液代替部分工业水加入二级水解釜,母液、滤液与工业水分别为60kg、80kg、50 kg,二级滤液350 kg混合代替部分工业水与180 kg清水梯次洗涤烘干后得到草甘膦成品623.41 kg。
27.各实施例制备的草甘膦的收率与纯度实验分析结果及原位磷利用率结果参见表1、表2。
28.表1类别纯度(%)固粉得率(%)总收率(%)ꢀ对比例95.6875.3280.5实施例296.6474.3880.04实施例396.3176.7082.22实施例496.2276.8682.31
表 2类别钠离子(ppm)原位磷利用率(%)对比例53268.75实施例230571.46实施例338473.41实施例441173.49由表1和2数据可知,一、本发明实施例可大幅降低亚磷酸二甲酯单耗,投料方式改进,减少副产物生成,草甘膦固粉收率提升0.18%;二、酸解结晶优化协同作用,配合母液定向循环利用模式,可将草甘膦总收率提高1.79%,固粉收率提高1.46%;三、组合优化新工艺生产出的草甘膦原粉,水洗量缩减的同时钠离子含量仍然满足出口国际标准(≤500ppm);四、实验组降耗优化清洁生产草甘膦,大幅提高磷元素利用率4.8%,二级装置水解提高水解效率和水解釜利用率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1