一种乙酸薄荷酯的合成方法与流程
1.本发明涉及有机合成技术领域,更具体而言,涉及一种乙酸薄荷酯的合成方法。
背景技术:
2.l-乙酸薄荷酯,属于凉味剂,是薄荷醇的下游产品。产品为无色至浅黄色透明液体,有清新的薄荷香气、草香香气,并有清凉的气息,主要用作香料,用于调制薄荷、留兰香等果香型食用香精,也可调制玫瑰、铃兰等花香型香精,应用于化妆品、花露水香皂等。
3.乙酸薄荷酯的生产方法主要由天然提取法和化学合成法。天然提取法主要从薄荷油中提取,由于薄荷油中l-乙酸薄荷酯含量较低,因此产能有限。目前化学合成法主要是以l-薄荷醇为原料,通过与乙酸酐试剂酯化反应获得,会产生乙酸废物,且乙酸酐为易制毒品,采购和使用相对麻烦,原子经济性不高以及工艺不够清洁。
4.薄荷醇直接乙酸酯化通常要求薄荷醇的纯度达到99%以上,催化剂使用浓硫酸,改进后也多还会使用其他酸例如固体超强酸、甲酸等酸性条件进行酯化。浓硫酸或其他酸还会腐蚀设备,且催化剂和产品难以分离,副反应无法控制,产品的色泽和香气受到影响,原料薄荷醇的纯度会对于乙酸薄荷酯的香气影响较大,产物香气品质不高,难以满足实际应用;另外,原料薄荷醇的熔点为44℃,物料转移过程中有可能会凝固,天冷时薄荷醇为固体,不便于运输。
5.因此,有必要开发一种适合工业化生产乙酸薄荷酯的方法。
6.目前,生产乙酸异胡薄荷酯主要有三种途径:(1)通过异胡薄荷醇与乙酸酐制备,使用乙酸酐为原料,除了生成相应的酯类,还会生成一分子乙酸;且乙酸酐为易制毒品,采购和使用相对麻烦,原子经济性不高以及工艺不够清洁;(2)通过异胡薄荷与乙烯酮反应制备,收率一般在70%左右,原料乙烯酮是相对分子质量最小的不饱和酮,沸点很低,室温下为有毒的气体,非常不稳定,只能在低温下保存,毒性较大,又有特殊臭味;且不易贮存,工艺安全性较低;(3)通过反式薄荷基-3.8-二醇与乙酸酐酯化进行制备,工艺路线复杂,而且原料反式薄荷基-3.8-二醇的来源受限。
7.基于此,本发明还提供了一种安全性高的乙酸异胡薄荷酯的制备方法。
技术实现要素:
8.本发明旨在至少解决现有技术中存在的技术问题之一,为此,本发明的一个方面的目的在于,提供一种通过异胡薄荷醇酯化制备乙酸异胡薄荷酯的方法。
9.本发明的另一个方面的目的在于,提供一种乙酸异胡薄荷酯氢化制备乙酸薄荷酯的方法。
10.本发明的再一个方面的目的在于,提供一种以异胡薄荷醇为原料,两步法合成乙酸薄荷酯的方法。
11.本发明的又一个方面的目的在于,提供一种生产乙酸薄荷酯的装置系统。
12.为实现上述目,本发明一个方面的实施例提供了一种乙酸异胡薄荷酯的制备方
法:通过异胡薄荷醇与乙酸发生酯化反应合成乙酸异胡薄荷酯。
13.进一步地,所述乙酸异胡薄荷酯的制备方法具体为:
[0014][0015]
(1)在第一惰性溶剂中,在酯化催化剂存在下,异胡薄荷醇与乙酸发生酯化反应制备得到酯化反应液;
[0016]
(2)从酯化反应液中分离出第一惰性溶剂、过量的乙酸、乙酸薄荷酯。
[0017]
在本发明中,通过异胡薄荷醇与乙酸酯化制备乙酸异胡薄荷酯,原料异胡薄荷醇不需要纯度高至99%以上;反应不需要采用乙酸酐,副产物仅有水生成,原子经济性高,工艺清洁环保,符合目前的节能需求。
[0018]
另外,根据本发明上述实施例提供的一种制备乙酸异胡薄荷酯的方法,还具有如下附加技术特征。
[0019]
根据本发明的一个实施例,所述酯化催化剂采用碱性催化剂。碱性催化剂易分离,无腐蚀性。避免异胡薄荷醇酸性催化与乙酸加成或者发生双键异构:反应过程中异胡薄荷醇中双键酸性催化会发生副反应,形成碳正离子,而后发生β-氢消除则会发生双键的异构,与乙酸结合则发生与乙酸的加成反应。
[0020]
根据本发明的一个实施例,所述酯化催化剂采用三乙胺、三正丙胺、三异丙胺、三正丁胺、三异丁胺、n,n-二甲氨基吡啶、吡啶、4-四氢吡咯基吡啶、三辛胺中的一种,较佳地,所述酯化催化剂采用n,n-二甲氨基吡啶、三乙胺、三异丙胺中的一种。
[0021]
根据本发明的一个实施例,所述第一惰性溶剂为可以与水共沸的溶剂。
[0022]
根据本发明的一个实施例,所述第一惰性溶剂采用环己烷、甲苯、苯、四氯化碳、二氯乙烷、乙酸乙酯、氯仿或其组合。
[0023]
根据本发明的一个实施例,所述第一惰性溶剂的用量为异胡薄荷醇质量用量的0.5~5倍,较佳地为1~2倍。
[0024]
根据本发明的一个实施例,所述乙酸为所述异胡薄荷醇摩尔用量的1~15倍,较佳地为5~10倍。
[0025]
根据本发明的一个实施例,所述酯化催化剂的用量为异胡薄荷醇摩尔用量的0.5%~10%,较佳地为1%~3%。
[0026]
根据本发明的一个实施例,所述酯化催化剂在搅拌下加入,搅拌均匀后升温至达到回流状态,逐渐会有水会生成,从分水器中将水分出,直至没有水生成为止,完成酯化反应。通过共沸回流将生成的水分离,以破坏反应平衡,使酯化反应正向进行,提高异胡薄荷醇的转化率和乙酸异胡薄荷醇的收率。
[0027]
根据本发明的一个实施例,所述酯化反应的温度为第一惰性溶剂的沸点至乙酸的沸点。
[0028]
根据本发明的一个实施例,步骤(2)中分离具体为:降温后,通过常压精馏除去第一惰性溶剂与未反应的乙酸得到第一混合液,通过减压精馏第一混合液得到纯度》98%乙酸异胡薄荷酯,以异胡薄荷醇计乙酸异胡薄荷酯的收率为90~96%。
[0029]
根据本发明的一个实施例,经减压精馏后,反应器中剩余反应液中含有酯化催化剂的乙酸盐,留在精馏塔釜中,可以直接套入下一批次酯化反应。在反应体系中,由于大量乙酸的存在,有机胺会与乙酸成盐。有机胺上的氮上有孤对电子,会亲核进攻乙酸的羰基碳,生成不稳定的乙酰胺正离子,不稳定的乙酰胺正离子会被醇亲核进攻形成酯,有机胺会游离下来,游离下来的有机胺会继续与乙酸形成乙酸胺正离子,进入下一个循环。在本发明中,酯化催化剂的乙酸盐、未反应的乙酸均会回用至下一批酯化反应中。
[0030]
本发明另一个方面的实施例提供了一种通过乙酸异胡薄荷酯制备乙酸薄荷酯的方法,包括步骤:
[0031][0032]
(1)在第二惰性溶剂中,氢化催化剂存在下,乙酸异胡薄荷酯进行氢化反应,得到氢化反应液;
[0033]
(2)从氢化反应液中分离出氢化催化剂和第二惰性溶剂,得到乙酸薄荷酯。
[0034]
在本发明中,通过乙酸异胡薄荷酯制备乙酸薄荷酯,制备的产品纯度高,香气佳,收率大;反应条件比较温和,后续处理简单,催化剂可以回用,整个过程基本无三废产生,便于操作,利于工业化生产。
[0035]
另外,根据本发明上述实施例提供的一种制备乙酸薄荷酯的方法,还具有如下附加技术特征。
[0036]
根据本发明的一个实施例,所述氢化催化剂选用非均相金属催化剂。
[0037]
根据本发明的一个实施例,所述氢化催化剂采用雷尼镍或钌碳。
[0038]
根据本发明的一个实施例,所述第二惰性溶剂采用甲醇、乙醇、异丙醇、环己烷、甲苯,或其组合。
[0039]
根据本发明的一个实施例,所述第二惰性溶剂用量是乙酸异胡薄荷酯的质量当量的1~10倍。
[0040]
根据本发明的一个实施例,所述氢化催化剂用量为乙酸异胡薄荷酯的质量的0.1%~5%,较佳地为0.5~2%。
[0041]
根据本发明的一个实施例,乙酸异胡薄荷酯的氢化反应具体为:体系用氮气置换三次,接着氢气置换三次,充氢气至高压釜压力至1~4mpa,在10~100℃温度下反应,氢气压力下降后继续充氢气至高压釜压力1~4mpa,至原料乙酸异胡薄荷酯基本消失。
[0042]
根据本发明的一个实施例,所述氢化反应温度为10~100℃,较佳地为20-60℃。
[0043]
根据本发明的一个实施例,所述氢化反应在氢化反应器中进行。
[0044]
根据本发明的一个实施例,步骤(2)中分离具体为:通过固液分离分离氢化催化剂与第二混合液,通过常压精馏第二混合液除去第二惰性溶剂得到乙酸薄荷酯。
[0045]
根据本发明的一个实施例,固液分离具体为过滤法,其中,固相为氢化催化剂,液相为第二惰性溶剂与乙酸薄荷酯的混合液。
[0046]
根据本发明的一个实施例,经减压精馏,得到纯度≥99%的乙酸薄荷酯,收率为90~97%。
[0047]
根据本发明的一个实施例,步骤(2)中分离的氢化催化剂和第二惰性溶剂可直接循环回用至下一批次氢化反应。
[0048]
本发明再一个方面的实施例提供了一种生产乙酸薄荷酯的方法:
[0049][0050]
(1)将异胡薄荷醇、乙酸、酯化催化剂、第一惰性溶剂混合,进行酯化反应,得到反应液;
[0051]
(2)对反应液进行精馏得到纯化的乙酸异胡薄荷酯;
[0052]
(3)将乙酸异胡薄荷酯、第二惰性溶剂、氢化催化剂混合,通入氢气进行氢化反应,得到氢化反应液;
[0053]
(4)从氢化反应液中分离出氢化催化剂和第二惰性溶剂,继续精馏得到乙酸薄荷酯。
[0054]
根据本发明的一个实施例,步骤(2)中精馏具体为:通过常压精馏除去第一惰性溶剂与未反应的乙酸得到第一混合液,通过减压精馏第一混合液得到纯度》98%乙酸异胡薄荷酯;经减压精馏后,反应器中剩余反应液中含有酯化催化剂的乙酸盐,留在精馏塔釜中,可以直接套入下一批次酯化反应。
[0055]
根据本发明的一个实施例,步骤(4)中分离具体为:通过固液分离分离氢化催化剂与第二混合液,通过常压精馏第二混合液除去第二惰性溶剂得到乙酸薄荷酯,而后减压精馏纯化乙酸薄荷酯;其中,分离的氢化催化剂和第二惰性溶剂循环回用。
[0056]
在本发明中,通过异胡薄荷醇连续化制备乙酸薄荷酯,具有上述任一实施例所述的制备乙酸异胡薄荷酯、制备乙酸薄荷酯的全部有益效果,通过酯化反应、氢化反应和简单精馏就可以获得香气较好的产品,符合目前的节能需求。反应过程及后处理简单,催化剂可以回用,整个过程基本无三废产生,便于操作,利于工业化生产。
[0057]
本发明又一个方面的实施例提供了一种生产乙酸薄荷酯的装置系统,包括依次连接的酯化反应单元、氢化反应单元;
[0058]
所述酯化单元包括酯化反应器、第一精馏塔、第二精馏塔;所述酯化反应器的入口端分别进料异胡薄荷醇、乙酸、酯化催化剂、第一惰性溶剂,顶部气体出口连接分水器,出口端连接第一精馏塔;所述第一精馏塔的重相物料出口端连接所述第二精馏塔;所述第二精馏塔的轻相物料出口端连接乙酸异胡薄荷酯储罐;乙酸异胡薄荷酯储罐的出口端连接所述氢化反应单元;
[0059]
所述氢化反应单元包括氢化反应器、过滤器、第三精馏塔、第四精馏塔;所述氢化反应器的入口端分别进料氢气、氢化催化剂、第二惰性溶剂与酯化单元制备的乙酸异胡薄荷酯,出口端连接所述过滤器;所述过滤器的液相出口端连接所述第三精馏塔;所述第三精馏塔的重相物料出口端连接所述第四精馏塔;所述第四精馏塔的轻相物料出口端馏出纯化的乙酸薄荷酯。
[0060]
在本发明中生产乙酸薄荷酯的装置系统,具有上述任一实施例所述的制备乙酸异胡薄荷酯、制备乙酸薄荷酯的全部有益效果;并且通过该系统可实现乙酸薄荷酯的工业化
生产,工艺简洁、容易实施。
[0061]
另外,根据本发明上述实施例提供的一种生产乙酸薄荷酯的装置系统,还具有如下附加技术特征。
[0062]
根据本发明的一个实施例,所述酯化反应器压力为常压,温度20-120℃。
[0063]
根据本发明的一个实施例,所述第一精馏塔用于分离出第一惰性溶剂、过量的乙酸;其中,轻相组分为第一惰性溶剂与过量的乙酸,重相组分送入第二精馏塔中。
[0064]
根据本发明的一个实施例,所述分水器用于将酯化反应生成的水及时排出,保证酯化反应的正向进行;分水器的上部出口端连接酯化反应器将共沸的反应液回流至酯化反应。
[0065]
根据本发明的一个实施例,所述第一精馏塔为常压精馏塔,操作压力为常压,塔顶操作温度为20~120℃,塔釜操作温度为20~150℃。
[0066]
根据本发明的一个实施例,所述第二精馏塔用于精馏分离乙酸异胡薄荷酯以及催化剂的乙酸盐;其中,轻相组分为纯度大于98%的乙酸异胡薄荷酯,重相组分进入回用物料储罐,不经纯化直接送入酯化反应器,循环套用至下一批次酯化反应中。
[0067]
根据本发明的一个实施例,所述第二精馏塔为减压精馏塔,操作压力为-0.1~0.1mpa,塔顶操作温度为20~110℃,塔釜操作温度为100~130℃,真空度为500~1000pa。
[0068]
塔顶分离出纯度大于98%的乙酸异胡薄荷酯,乙酸异胡薄荷酯的剩余液与催化剂的乙酸盐,进入回用物料储罐,不经纯化直接套入下一批次酯化反应。
[0069]
根据本发明的一个实施例,所述过滤器用于分离出氢化催化剂;其中,过滤后液相组分送入第三精馏塔中,固相组分回用至氢化反应器中。
[0070]
根据本发明的一个实施例,所述第三精馏塔用于分离第二惰性溶剂与乙酸薄荷酯;其中,轻相组分进入回收溶剂储罐,而后回用至氢化反应器中,重相组分送入第四精馏塔中。
[0071]
根据本发明的一个实施例,所述第三精馏塔为常压精馏塔,操作压力为常压,塔顶操作温度为20~120℃,塔釜操作温度为20~150℃。
[0072]
根据本发明的一个实施例,所述第四精馏塔用于乙酸薄荷酯的纯化。
[0073]
根据本发明的一个实施例,所述第四精馏塔为减压精馏塔,操作压力-0.1~0.1mpa,塔顶操作温度为20~110℃,塔釜操作温度为100~130℃,真空度为500~1000pa。
附图说明
[0074]
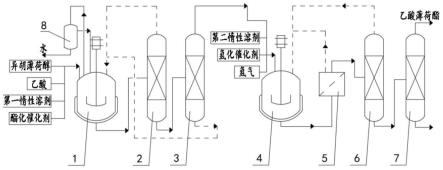
图1为本发明实施例中生产乙酸薄荷酯的系统示意图。
[0075]
图中,1、酯化反应器;2、第一精馏塔;3、第二精馏塔;4、氢化反应器;5、过滤器;6、第三精馏塔;7、第四精馏塔;8、分水器。
具体实施方式
[0076]
下面将结合本技术实施例,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
[0077]
需要说明的是:本技术中,如果没有特别的说明,本文所提到的所有实施方式以及优选实施方法可以相互组合形成新的技术方案。本技术中,如果没有特别的说明,本文所提到的所有技术特征以及优选特征可以相互组合形成新的技术方案。本技术中,如果没有特别的说明,百分数(%)或者份指的是相对于组合物的重量百分数或重量份。本技术中,如果没有特别的说明,所涉及的各组分或其优选组分可以相互组合形成新的技术方案。本技术中,除非有其他说明,数值范围“a-b”表示a到b之间的任意实数组合的缩略表示,其中a和b都是实数。例如数值范围“6-22”表示本文中已经全部列出了“6-22”之间的全部实数,“6-22”只是这些数值组合的缩略表示。本技术所公开的“范围”以下限和上限的形式,可以分别为一个或多个下限,和一个或多个上限。本技术中,除非另有说明,各个反应或操作步骤可以顺序进行,也可以按照顺序进行。优选地,本文中的反应方法是顺序进行的。
[0078]
除非另有说明,本文中所用的专业与科学术语与本领域熟练人员所熟悉的意义相同。此外,任何与所记载内容相似或均等的方法或材料也可应用于本技术中。
[0079]
下述实施例中所用的试验材料,如无特殊说明,均为自常规生化试剂商店购买得到的。
[0080]
以下实施例中的定量试验,均设置三次重复实验,数据为三次重复实验的平均值或平均值
±
标准差。
[0081]
实施例1:
[0082]
乙酸异胡薄荷酯的合成
[0083]
在装有分水器和回流冷凝管的三口瓶中,加入100g甲苯,61.82g纯度为99.51%的异胡薄荷醇和240g乙酸,然后在搅拌下加入1.2g三乙胺,搅拌15分钟后升温至回流反应,逐渐会有水会生成,从分水器中将水分出,直至没有水生成为止。降温后常压精馏除掉溶剂甲苯和未反应的乙酸,而后减压精馏分离三乙胺乙酸盐以及乙酸异胡薄荷酯,最终制得73.82g乙酸异胡薄荷酯,收率93.00%,纯度98.62%,三乙胺乙酸盐留在精馏塔釜中,不经纯化直接套入下一批次酯化反应。
[0084]
乙酸薄荷酯的合成
[0085]
在2l高压釜中,加入72.15g乙酸异胡薄荷酯,140g甲醇以及0.05g雷尼镍催化剂,然后体系用氮气置换三次,接着氢气置换三次,充氢气至高压釜压力至4mpa。10℃反应,搅速800转/分钟,氢气压力降至3mpa后继续充氢气至高压釜压力4mpa,至原料乙酸异胡薄荷酯基本消失。然后过滤掉催化剂,常压精馏分离溶剂甲醇与乙酸薄荷酯,而后减压精馏得到乙酸薄荷酯69.25g,收率95.78%,纯度99.42%。
[0086]
实施例2:
[0087]
乙酸异胡薄荷酯的合成
[0088]
在装有分水器和回流冷凝管的三口瓶中,加入300g环己烷,62.55g纯度为98.85%的异胡薄荷醇和24.5g乙酸,然后在搅拌下加入1.2gn,n-二甲氨基吡啶,搅拌15分钟后升温回流反应,逐渐会有水生成,从分水器中将水分出,直至没有水生成为止。降温后常压精馏除掉溶剂环己烷和未反应的乙酸,而后减压精馏分离n,n-二甲氨基吡啶的乙酸盐以及乙酸异胡薄荷酯,最终制得71.44g乙酸异胡薄荷酯,收率90.10%,纯度99.23%,n,n-二甲氨基吡啶乙酸盐留在精馏塔釜中,不经纯化直接套入下一批次酯化反应。
[0089]
乙酸薄荷酯的合成
[0090]
在2l高压釜中,加入68.52g乙酸异胡薄荷酯,270g异丙醇以及0.7g雷尼镍催化剂,然后体系用氮气置换三次,接着氢气置换三次,充氢气至高压釜压力3mpa。25℃反应,搅速800转/分钟,氢气压力降至2mpa后继续充氢气至高压釜压力3mpa,至原料乙酸异胡薄荷酯基本消失。然后过滤掉催化剂,常压精馏分离溶剂异丙醇与乙酸薄荷酯,而后减压精馏得到乙酸薄荷酯63.24g,收率91.34%,纯度99.21%。
[0091]
实施例3:
[0092]
乙酸异胡薄荷酯的合成
[0093]
在装有分水器和回流冷凝管的三口瓶中,加入65.5二氯乙烷,纯度为95.39%的60.77g异胡薄荷醇和190g乙酸,然后在搅拌下加入2.5g吡啶,搅拌15分钟后升温回流反应,逐渐会有水生成,从分水器中将水分出,直至没有水生成为止。降温后常压精馏除掉溶剂二氯乙烷和未反应的乙酸,而后减压精馏分离乙酸异胡薄荷酯,吡啶乙酸盐留在精馏塔釜中,继续套用,得67.71g乙酸异胡薄荷酯,收率90.20%,纯度98.27%。
[0094]
乙酸薄荷酯的合成
[0095]
在2l高压釜中,加入66.74g乙酸异胡薄荷酯,400g乙醇以及1.9g钌碳(5%)催化剂,然后体系用氮气置换三次,接着氢气置换三次,充氢气至高压釜压力3.2mpa。30℃反应,搅速800转/分钟,氢气压力降至2mpa后继续充氢气至高压釜压力3.2mpa,至原料乙酸异胡薄荷酯基本消失。然后过滤掉催化剂钌碳,常压精馏分离溶剂乙醇与乙酸薄荷酯,而后减压精馏得到乙酸薄荷酯63.87g,收率96.01%,纯度99.59%。
[0096]
实施例4:
[0097]
乙酸异胡薄荷酯的合成
[0098]
在装有分水器和回流冷凝管的三口瓶中,加入47.5g甲苯和环己烷混合溶剂(质量比1:1),46.35g纯度为93.26%的异胡薄荷醇和90.08g乙酸,然后在搅拌下加入0.39g三正丙胺,搅拌15分钟后升温回流反应,逐渐会有水生成,从分水器中将水分出,直至没有水生成为止。降温后常压精馏除掉溶剂甲苯、环己烷和未反应的乙酸,而后减压精馏分离三正丙胺乙酸盐以及乙酸异胡薄荷酯,三正丙胺乙酸盐留在精馏塔釜中,继续套用,得50.47g乙酸异胡薄荷酯,收率90.01%,纯度98.10%。
[0099]
乙酸薄荷酯的合成
[0100]
在2l高压釜中,加入48.33g乙酸异胡薄荷酯,520g甲醇和异丙醇混合溶剂(质量比2:1)以及0.05g钌碳(5%)催化剂,然后体系用氮气置换三次,接着氢气置换三次,充氢气至高压釜压力3.2mpa。35℃反应,搅速800转/分钟,氢气压力降至2mpa后继续充氢气至高压釜压力至3.2mpa,至原料乙酸异胡薄荷酯基本消失。然后过滤掉催化剂钌碳,常压精馏分离溶剂甲醇、异丙醇与乙酸薄荷酯,而后减压精馏得到乙酸薄荷酯45.06g,收率93.15%,纯度99.01%。
[0101]
实施例5:
[0102]
乙酸异胡薄荷酯的合成
[0103]
在装有分水器和回流冷凝管的三口瓶中,加入93.6乙酸乙酯和苯混合溶剂(质量比10:1),46.55g纯度为97.67%的异胡薄荷醇和90.08g乙酸,然后在搅拌下加入0.18g三辛胺,搅拌15分钟后升温回流反应,逐渐会有水生成,从分水器中将水分出,直至没有水生成为止。降温后常压精馏除掉溶剂乙酸乙酯、苯和未反应的乙酸,而后减压精馏纯化乙酸异胡
薄荷酯,获得55.66g乙酸异胡薄荷酯,收率95.59%,纯度99.36%,三辛胺乙酸盐留在精馏塔釜,可以继续套用。
[0104]
乙酸薄荷酯的合成
[0105]
在2l高压釜中,加入54.42g乙酸异胡薄荷酯,280g甲苯以及1.2g雷尼镍催化剂,然后体系用氮气置换三次,接着氢气置换三次,充氢气至高压釜压力2.5mpa。40℃反应,搅速800转/分钟,氢气压力降至1.5mpa后继续充氢气至高压釜压力2.5mpa,至原料乙酸异胡薄荷酯基本消失。然后过滤掉催化剂,常压精馏分离溶剂甲醇与乙酸薄荷酯,而后减压精馏得到乙酸薄荷酯53.26g,收率96.90%,纯度99.38%。
[0106]
实施例6:
[0107]
乙酸异胡薄荷酯的合成
[0108]
在装有分水器和回流冷凝管的三口瓶中,加入64.2g氯仿,48.32g纯度为99.75%的异胡薄荷醇和54.05g乙酸,然后在搅拌下加入2.46g三正丁胺,搅拌15分钟后升温温回流反应,逐渐会有水生成,从分水器中将水分出,直至没有水生成为止。降温后常压精馏除掉溶剂氯仿和未反应的乙酸,而后减压纯化精馏乙酸异胡薄荷酯,获得59.16g乙酸异胡薄荷酯,收率95.98%,纯度99.51%,三正丁胺乙酸盐留在精馏塔釜,可以继续套用。
[0109]
乙酸薄荷酯的合成
[0110]
在2l高压釜中,加入55.60g乙酸异胡薄荷酯,440g异丙醇以及0.8g雷尼镍催化剂,然后体系用氮气置换三次,接着氢气置换三次,充氢气至高压釜压力2.2mpa。50℃反应,搅速800转/分钟,氢气压力降至1.2mpa后继续充氢气至高压釜压力2.2mpa,至原料乙酸异胡薄荷酯基本消失。然后过滤掉催化剂,常压精馏的分离溶剂异丙醇与乙酸薄荷酯,而后减压精馏得到乙酸薄荷酯53.78g,收率95.32%,纯度99.06%。
[0111]
实施例7:
[0112]
乙酸异胡薄荷酯的合成
[0113]
在装有分水器和回流冷凝管的三口瓶中,加入231.4g甲苯,77.15g纯度为95.63%的异胡薄荷醇和450.4g乙酸,然后在搅拌下加入三异丙胺7.19g,搅拌15分钟后升温回流反应,逐渐会有水生成,从分水器中将水分出,直至没有水生成为止。降温后常压精馏除掉溶剂甲苯和未反应的乙酸,而后减压精馏纯化乙酸异胡薄荷酯,获得88.01g乙酸异胡薄荷酯,收率92.56%,纯度98.74%,三异丙胺乙酸盐留在精馏塔釜,可以继续套用。
[0114]
乙酸薄荷酯的合成
[0115]
在2l高压釜中,加入85.98g乙酸异胡薄荷酯,93g环己烷以及0.5g雷尼镍催化剂,然后体系用氮气置换三次,接着氢气置换三次,充氢气至高压釜压力2mpa。50℃反应,搅速800转/分钟,氢气压力降至1.2mpa后继续充氢气至高压釜压力2mpa,至原料乙酸异胡薄荷酯基本消失。然后过滤掉催化剂,常压精馏分离溶剂环己烷与乙酸薄荷酯,而后减压精馏得到乙酸薄荷酯81.99g,收率94.78%,纯度99.14%。
[0116]
实施例8:
[0117]
乙酸异胡薄荷酯的合成
[0118]
在装有分水器和回流冷凝管的三口瓶中,加入110.5g环己烷,76.34g纯度为91.95%的异胡薄荷醇和180.2g乙酸,然后在搅拌下加入0.91g4-四氢吡咯基吡啶,搅拌15分钟后升温回流反应,逐渐会有水生成,从分水器中将水分出,直至没有水生成为止。降温
后常压精馏除掉溶剂环己烷和未反应的乙酸,而后减压精馏获得85.08g乙酸异胡薄荷酯,收率94.15%,纯度98.85%,4-四氢吡咯基吡啶乙酸盐留在精馏塔塔釜,可以继续套用。
[0119]
乙酸薄荷酯的合成
[0120]
在2l高压釜中,加入82.20g乙酸异胡薄荷酯,250g乙醇和甲苯(质量比5:1)以及0.6钌碳(5%)催化剂,然后体系用氮气置换三次,接着氢气置换三次,充氢气至高压釜压力1mpa。70℃反应,搅速800转/分钟,氢气压力降至0.5mpa后继续充氢气至高压釜压力1mpa,至原料乙酸异胡薄荷酯基本消失。然后过滤掉催化剂,常压精馏分离溶剂乙醇、甲苯与乙酸薄荷酯,而后减压精馏得到乙酸薄荷酯75.24g,收率90.90%,纯度99.17%。
[0121]
实施例9:
[0122]
乙酸异胡薄荷酯的合成
[0123]
在装有分水器和回流冷凝管的三口瓶中,加入38.9g二氯乙烷,77.15g纯度为98.69%的异胡薄荷醇和120.2g乙酸,然后在搅拌下加入三异丁胺3.71g,搅拌15分钟后升温回流反应,逐渐会有水生成,从分水器中将水分出,直至没有水生成为止。降温后常压精馏除掉溶剂二氯乙烷和未反应的乙酸,而后减压精馏获得90.06g乙酸异胡薄荷酯,收率92.21%,纯度99.20%,三异丁胺乙酸盐留在精馏塔塔釜,可以继续套用。
[0124]
乙酸薄荷酯的合成
[0125]
在2l高压釜中,加入89.75g乙酸异胡薄荷酯,180g乙醇以及1.2g雷尼镍催化剂,然后体系用氮气置换三次,接着氢气置换三次,充氢气至高压釜压力1.2mpa。100℃反应,搅速800转/分钟,氢气压力降至0.5mpa后继续充氢气至高压釜压力1.2mpa,至原料乙酸异胡薄荷酯基本消失。然后过滤掉催化剂,常压精馏分离溶剂乙醇与乙酸薄荷酯,而后减压精馏得到乙酸薄荷酯83.91g,收率92.98%,纯度99.66%。
[0126]
实施例10:
[0127]
乙酸异胡薄荷酯的合成
[0128]
在装有分水器和回流冷凝管的三口瓶中,加入78.2g四氯化碳,46.35g,纯度为90.25%的异胡薄荷醇和118.9g乙酸,然后在搅拌下加入回收的三乙胺乙酸盐3.5g,搅拌15分钟后升温回流反应,逐渐会有水生成,从分水器中将水分出,直至没有水生成为止。降温后常压精馏除掉溶剂四氯化碳和未反应的乙酸,而后减压精馏得到49.15g乙酸异胡薄荷酯,收率91.09%,纯度98.65%。
[0129]
乙酸薄荷酯的合成
[0130]
在2l高压釜中,加入45.81g乙酸异胡薄荷酯,200g甲苯以及1.6g雷尼镍催化剂,然后体系用氮气置换三次,接着氢气置换三次,充氢气至高压釜压力1.8mpa。80℃反应,搅速800转/分钟,氢气压力降至1mpa后继续充氢气至高压釜压力至1.8mpa,至原料乙酸异胡薄荷酯基本消失。然后过滤掉催化剂,常压精馏分离溶剂甲苯与乙酸薄荷酯,而后减压精馏得到乙酸薄荷酯43.42g,收率94.28%,纯度99.13%。
[0131]
实施例11:
[0132]
乙酸异胡薄荷酯的合成
[0133]
在装有分水器和回流冷凝管的三口瓶中,加入48.9g乙酸乙酯,47.38g纯度为96.53%的异胡薄荷醇和71.5g乙酸,然后在搅拌下加入回收的n,n-二甲氨基吡啶乙酸盐1.6g,搅拌15分钟后升温回流反应,逐渐会有水生成,从分水器中将水分出,直至没有水生
成为止。降温后常压精馏除掉溶剂乙酸乙酯和未反应的乙酸,而后减压精馏分获得53.99g乙酸异胡薄荷酯,收率91.46%,纯度98.59%。
[0134]
乙酸薄荷酯的合成
[0135]
在2l高压釜中,加入51.45g乙酸异胡薄荷酯,240g环己烷以及0.8g雷尼镍催化剂,然后体系用氮气置换三次,接着氢气置换三次,充氢气至高压釜压力2.5mpa。35℃反应,搅速800转/分钟,氢气压力降至1.5mpa后继续充氢气至高压釜压力2.5mpa,至原料乙酸异胡薄荷酯基本消失。然后过滤掉催化剂,常压精馏分离溶剂环己烷与乙酸薄荷酯,而后减压精馏得到乙酸薄荷酯48.11g,收率93.28%,纯度99.35%。
[0136]
实施例12:
[0137]
乙酸异胡薄荷酯的合成
[0138]
在装有分水器和回流冷凝管的三口瓶中,加入46.5g苯,46.39g纯度为99.23%的异胡薄荷醇和150.4g乙酸,然后在搅拌下加入回收的吡啶乙酸盐2.9g,搅拌15分钟后升温回流反应,逐渐会有水会生成,从分水器中将水分出,直至没有水生成为止。降温后常压精馏除掉溶剂苯和未反应的乙酸,而后减压精馏得到54.66g乙酸异胡薄荷酯,收率92.88%,纯度99.54%。
[0139]
乙酸薄荷酯的合成
[0140]
在2l高压釜中,加入53.00g乙酸异胡薄荷酯,120g甲苯以及0.4g钌碳(5%)催化剂,然后体系用氮气置换三次,接着氢气置换三次,充氢气至高压釜压力3.2mpa。55℃反应,搅速800转/分钟,氢气压力降至2mpa后继续充氢气至高压釜压力至3.2mpa,至原料乙酸异胡薄荷酯基本消失。然后过滤掉催化剂,常压精馏分离溶剂甲苯与乙酸薄荷酯,而后减压精馏得到乙酸薄荷酯49.26g,收率91.76%,纯度99.28%。
[0141]
对比例1
[0142]
在装有分水器和回流冷凝管的三口瓶中,加入400g环己烷,48g纯度为99.43%的薄荷醇和155g乙酸,然后在搅拌下n,n-二甲氨基吡啶1.2g,搅拌15分钟后升温回流反应,逐渐会有水会生成,从分水器中将水分出,直至没有水生成为止。降温后常压精馏除掉溶剂环己烷和未反应的乙酸,而后减压精馏得到56.32g乙酸异胡薄荷酯,收率92.30%,纯度99.32%。
[0143]
香气评价结果:
[0144]
序号样品纯度%香气评价结果对比例199.32不合格实施例499.01合格实施例699.06合格实施例1099.13合格实施例1199.35尚可
[0145]
香气评定方法按照gb/t 14454.2-2008的评价方法执行。
[0146]
实施例13:
[0147]
参照图1,在本实施例中,提供了一种生产乙酸薄荷酯的系统,包括依次连接的酯化反应单元、氢化反应单元;
[0148]
所述酯化单元包括酯化反应器1、第一精馏塔2、第二精馏塔3;所述酯化反应器1的
入口端分别进料异胡薄荷醇、乙酸、酯化催化剂、第一惰性溶剂,顶部气体出口连接分水器8,出口端连接第一精馏塔2;所述第一精馏塔2的重相物料出口端连接所述第二精馏塔3;所述第二精馏塔3的轻相物料出口端连接所述氢化反应单元;
[0149]
所述氢化反应单元包括氢化反应器4、过滤器5、第三精馏塔6、第四精馏塔7;所述氢化反应器4的入口端分别进料氢气、氢化催化剂与乙酸异胡薄荷酯,出口端连接所述过滤器5;所述过滤器5的液相出口端连接所述第三精馏塔6;所述第三精馏塔6的重相物料出口端连接所述第四精馏塔7;所述第四精馏塔7的轻相物料出口端馏出纯化的乙酸薄荷酯。
[0150]
在上述实施例的基础上,所述分水器8的上部出口端连接所述酯化反应器1;所述第一精馏塔2的轻相物料出口端连接所述酯化反应器1;所述第二精馏塔3的重相物料出口端连接所述酯化反应器1;所述过滤器5的固相出口端连接所述氢化反应器4;所述第三精馏塔6的轻相物料出口端连接所述氢化反应器4。
[0151]
在本实施例中所示的生产乙酸薄荷酯的系统为生产工艺的示意流程,未做物料平衡与能量平衡,反应器均设置为单台;在实际生产中,可根据连续生产或间歇生产的需要,在前述流程示意图的基础上,增加换热器、储罐以及并联反应器、串联反应器等辅助设备。
[0152]
以间歇生产为例,在上述实施例的基础上,在酯化单元设置第一回用物料储罐,第一精馏塔2的馏分与第二精馏塔3的精馏釜液先收集至第一回用物料储罐后,根据实际需求设置再以一定量输送至酯化反应器1中;在第二精馏塔3与氢化反应器4之间设置进料储罐,第二精馏塔3顶部馏出的物料暂存至进料储罐,根据实际需要设置再以一定量输送至氢化反应器4中;在氢化单元设置第二回用物料储罐,第三精馏塔6的馏分先收集至第二回用物料储罐,根据实际需求设置再以一定量输送至氢化反应器4中。
[0153]
采用该反应系统制备乙酸薄荷酯的方法:
[0154]
(1)将加入异胡薄荷醇、乙酸、酯化催化剂、第一惰性溶剂加入酯化反应器1中,反应过程酯化反应器1顶部连接的分水器8将酯化反应生成的水从系统中排出,同时分水器8的上部出口端连接酯化反应器将共沸的反应液回流至酯化反应器1中,直至没有水生成完成酯化反应,得到第一混合液;其中,酯化反应器中反应压力为常压,温度为20~120℃;
[0155]
(2)第一混合液进入第一精馏塔2,经常压精馏分离除掉第一惰性溶剂和未反应的乙酸,得到第二混合液;其中,第一精馏塔2的操作压力为常压,塔顶操作温度为20~120℃,塔釜操作温度为20~150℃;
[0156]
(3)第二混合液进入第二精馏塔3,经减压精馏得到异胡薄荷醇乙酸酯,催化剂的乙酸盐留在第二精馏塔3塔釜内继续套用;其中,第二精馏塔3的操作压力为-0.1~0.1mpa,塔顶操作温度为20~110℃,塔釜操作温度为100~130℃,真空度为500~1000pa;
[0157]
(4)异胡薄荷醇乙酸酯与第二惰性溶剂、氢化催化剂加入氢化反应器4中,通入氢气进行氢化反应,得到氢化反应液;
[0158]
(5)氢化反应液进入过滤器5分离催化剂与第三混合液,催化剂循环至氢化反应器4回用;
[0159]
(6)第三混合液进入第三精馏塔6,常压精馏分离第二惰性溶剂与乙酸薄荷酯,第二惰性溶剂循环至氢化反应器4回用;其中,第三精馏塔6的操作压力为常压,塔顶操作温度为20~120℃,塔釜操作温度为20~150℃;
[0160]
(7)乙酸薄荷酯进入第四精馏塔8,减压精馏得到纯化的乙酸薄荷酯;其中,第四精
馏塔8的操作压力-0.1~0.1mpa,塔顶操作温度为20~110℃,塔釜操作温度为100~130℃,真空度为500~1000pa。
[0161]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1