一种轻质发泡拖鞋的制备方法与流程
1.本发明属于制鞋技术领域,具体涉及一种轻质发泡拖鞋的制备方法。
背景技术:
2.凉拖是消费者夏季必备的鞋子,发泡拖鞋较传统pvc材质拖鞋轻,是越来越多消费者的选择。常见的制鞋用发泡工艺有三种,第一种是平板大发泡,先做出板材,然后通过冲裁、磨边等步骤成型,机器设备成本相对较低,一般小型工程会采用这种方式;第二种是模压发泡,是将料粒称重后放入模具内发泡成型,但是生产效率低,边角料多;第三种是注射交联发泡,是目前的主流工艺,其过程是将原料、助剂等高速捏合后挤出造粒,然后注射成型,其模具只有成品的一半大小,特点是生产效率高、基本无边角料,可以大幅降低制造成本。
3.常见的发泡拖鞋采用eva(醋酸乙烯-乙烯共聚物)等材料一体发泡成型的方式进行制备,但是对其发泡硬度却不好把控,太硬制出的鞋穿着不舒服,太软则使足部减少支撑,长期穿着容易导致扁平足;采用复合式制作方式制出的拖鞋能够拥有更好的穿着体验,但是拖鞋在穿着过程中会被反复弯折,如何将不同的鞋材粘接牢固,增加拖鞋的使用寿命是主要难点。所以需要一种轻质发泡拖鞋的制备方法。
技术实现要素:
4.本发明的目的在于提供一种轻质发泡拖鞋的制备方法,以解决背景技术中的问题。
5.本发明的目的可以通过以下技术方案实现:
6.本发明的轻质发泡拖鞋包括鞋体、鞋垫和支撑层,鞋体包括一体成型的鞋底和鞋面,鞋底部分设有安装槽,支撑层设置在安装槽中。
7.一种轻质发泡拖鞋的制备方法,包括如下步骤:
8.步骤一:将eva树脂、氧化锌、硬脂酸、滑石粉、改性剂和发泡剂加入密炼机中捏合,然后利用双螺杆挤出机挤出造粒,得到改性eva颗粒,将改性eva颗粒利用注塑机注射进相应的模具中交联发泡成型,在40℃的条件下静置3-6h,脱模,得到鞋体和鞋垫;
9.步骤二:将聚醚多元醇加入烧瓶中,然后加入全纤维素纤维和润湿剂,在500-800r/min的条件下搅拌15-20mim,然后加入二苯基甲烷二异氰酸酯、发泡剂、交联剂和催化剂,继续搅拌10-15min,然后利用注塑机注射进模具中交联发泡成型,在60℃的条件下静置24-48h,脱模,得到支撑层;
10.步骤三:在鞋体的安装槽底部涂布一层厚度为0.3-0.8mm的粘合剂,然后将支撑层对应轮廓放入安装槽中,贴合后在支撑层未接触安装槽的一面涂布一层厚度为0.3-0.8mm的粘合剂,再将鞋垫对应轮廓放入安装槽中与支撑层贴合,用压合机压合15-30min,制备出轻质发泡拖鞋。
11.进一步地,步骤一中eva树脂、氧化锌、硬脂酸、滑石粉、改性剂和发泡剂的用量比
为20g:1g:0.2g:18g:16g:3.1g。
12.进一步地,步骤二中聚醚多元醇、全纤维素纤维、润湿剂、二苯基甲烷二异氰酸酯、发泡剂、交联剂和催化剂的用量比为40g:8g:3g:40g:1.2g:0.1-0.3g:0.6g。
13.进一步地,粘合剂的制备方法为:将eva乳液、水性聚氨酯乳液、丙二醇和蒸馏水加入烧瓶中,在1000r/min的条件下搅拌15-20min,然后加入润湿剂、消泡剂和纳米二氧化硅,继续搅拌20-30min,得到粘合剂。
14.进一步地,eva乳液、水性聚氨酯乳液、丙二醇、蒸馏水、润湿剂、消泡剂和纳米二氧化硅的用量比为60-62g:80-82g:10-13g:35-45g:0.2-0.4g:0.2-0.3g:5-7g。
15.进一步地,改性剂为三元乙丙橡胶。
16.进一步地,发泡剂为偶氮二甲酰胺。
17.进一步地,交联剂为三乙醇胺。
18.进一步地,催化剂为二丁基锡二月桂酸酯。
19.进一步地,步骤二中所用聚醚多元醇的黏度为5500
±
500mpa
·
s。
20.进一步地,eva乳液为购买于广州市启华化工有限公司,型号为da-102;
21.进一步地,聚氨酯乳液购买于安徽安大华泰新材料有限公司,型号为ah-1618。
22.进一步地,润湿剂为购买于安徽艾约塔硅油有限公司的羟基封端聚二甲基硅氧烷。
23.进一步地,消泡剂为购买于山东聚能化工有限公司的有机硅消泡剂。
24.进一步地,全纤维素纤维的制备方法为:将竹粉和丙酮加入烧瓶中,在60℃水浴的条件下抽提3-4h,去除竹粉中的脂质、果胶等物质,在75℃的条件下,将抽提后的竹粉用质量分数为1%的次氯酸钠溶液漂白5-6次,漂白过程中滴加适量醋酸调节ph值至4-5;抽滤,将抽滤后的滤渣用蒸馏水洗涤至最后一次洗涤液呈中性,得到纤维素纤维;在25-30℃的条件下用质量分数为8%的氢氧化钠溶液浸泡纤维素纤维8-10h,然后升温至90℃浸泡2-3h,抽滤,将滤渣用蒸馏水洗涤至最后一次洗涤液呈中性,去除与纤维素纤维共存的杂聚多糖,得到全纤维素纤维。
25.进一步地,竹粉购买于上高县聚硅矿业有限公司。
26.本发明的有益效果:
27.本发明制备的轻质拖鞋包括鞋体、鞋垫和支撑层,通过原料选择和配比,鞋体和鞋垫部分采用eva发泡成型,质地相对柔软,脚背部分不会感到磨脚,穿着舒适;支撑层采用聚氨酯发泡成型,其表观密度为55.3
±
1.5kg/m3,质地更加轻盈,有利于进一步减轻拖鞋的重量,穿着更加轻便;拖鞋在制备过程中采用自配的粘合剂,该粘合剂为水性粘合剂,更加环保;胶水含有eva乳液、水性聚氨酯乳液进行配比,与拖鞋材料相似,固化后拥有一定的弹性,与拖鞋材料适应性好,并且添加有纳米二氧化硅,使粘合剂流动性适中,便于涂布均匀,通过粘合剂产生的内聚力将拖鞋粘接牢固,粘接效果更好;聚氨酯发泡成型的支撑层中含有全纤维素纤维,有利于增加支撑层的压缩强度,为足部提供更好的支撑,有利于防止平足的产生,并且全纤维素纤维具有较高的强度,减小表观密度较小的支撑层在拖鞋长期弯折后被撕裂的可能性,从而有利于增加拖鞋的使用寿命。
附图说明
28.下面结合附图对本发明作进一步的说明。
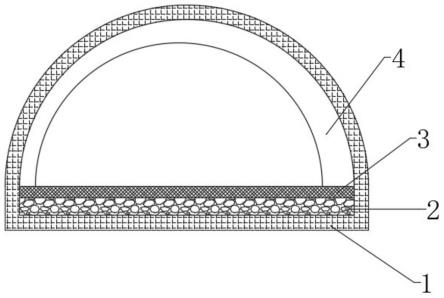
29.图1是本发明轻质发泡拖鞋截面的结构示意图;
30.图2是本发明轻质拖鞋安装槽部分的结构示意图。
31.图中:1、鞋底;11、安装槽;2、支撑层;3、鞋垫;4、鞋面。
具体实施方式
32.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
33.请参阅图1-图2,轻质发泡拖鞋包括质软的鞋体、鞋垫3和质硬的支撑层2,鞋体包括一体成型的鞋底1和鞋面4,鞋底1部分设有安装槽11,支撑层2设置在安装槽11中,贴合的鞋材通过粘合剂粘接。
34.实施例1
35.制备轻质发泡鞋,包括如下步骤:
36.一种轻质发泡拖鞋的制备方法,包括如下步骤:
37.步骤一:将200geva树脂、10g氧化锌、2g硬脂酸、180g滑石粉、160g三元乙丙橡胶和31g偶氮二甲酰胺加入密炼机中捏合,然后利用双螺杆挤出机挤出造粒,得到改性eva颗粒,将改性eva颗粒利用注塑机注射进相应的模具中交联发泡成型,在40℃的条件下静置3h,脱模,得到鞋体和鞋垫3。
38.步骤二:将竹粉和丙酮加入烧瓶中,在60℃水浴的条件下抽提3h,去除竹粉中的脂质、果胶等物质,在75℃的条件下,将抽提后的竹粉用质量分数为1%的次氯酸钠溶液漂白5次,漂白过程中滴加适量醋酸调节ph值至4;抽滤,将抽滤后的滤渣用蒸馏水洗涤至最后一次洗涤液呈中性,得到纤维素纤维;在25℃的条件下用质量分数为8%的氢氧化钠溶液浸泡纤维素纤维8h,然后升温至90℃浸泡2h,抽滤,将滤渣用蒸馏水洗涤至最后一次洗涤液呈中性,去除与纤维素纤维共存的杂聚多糖,得到全纤维素纤维。
39.步骤三:将80g聚醚多元醇加入烧瓶中,然后加入16g全纤维素纤维和6g羟基封端聚二甲基硅氧烷,在500r/min的条件下搅拌15mim,然后加入80g二苯基甲烷二异氰酸酯、2.4g偶氮二甲酰胺、0.2g三乙醇胺和1.2g二丁基锡二月桂酸酯剂,继续搅拌10min,然后利用注塑机注射进模具中交联发泡成型,在60℃的条件下静置24h,脱模,得到支撑层2。
40.步骤四:将60g eva乳液、80g水性聚氨酯乳液、10g丙二醇和35g蒸馏水加入烧瓶中,在1000r/min的条件下搅拌15min,然后加入0.2g羟基封端聚二甲基硅氧烷、0.2g有机硅消泡剂和5g纳米二氧化硅,继续搅拌20min,得到粘合剂。
41.步骤五:在鞋体的安装槽11底部涂布一层厚度为0.3mm的粘合剂,然后将支撑层2对应轮廓放入安装槽11中,贴合后在支撑层2未接触安装槽11的一面涂布一层厚度为0.3mm的粘合剂,再将鞋垫3对应轮廓放入安装槽11中与支撑层2贴合,用压合机压合15min,制备出轻质发泡拖鞋。
42.实施例2
43.制备轻质发泡鞋,包括如下步骤:
44.一种轻质发泡拖鞋的制备方法,包括如下步骤:
45.步骤一:将200g eva树脂、10g氧化锌、2g硬脂酸、180g滑石粉、160g三元乙丙橡胶和31g偶氮二甲酰胺加入密炼机中捏合,然后利用双螺杆挤出机挤出造粒,得到改性eva颗粒,将改性eva颗粒利用注塑机注射进相应的模具中交联发泡成型,在40℃的条件下静置5h,脱模,得到鞋体和鞋垫3。
46.步骤二:将竹粉和丙酮加入烧瓶中,在60℃水浴的条件下抽提3.5h,去除竹粉中的脂质、果胶等物质,在75℃的条件下,将抽提后的竹粉用质量分数为1%的次氯酸钠溶液漂白5次,漂白过程中滴加适量醋酸调节ph值至4.5;抽滤,将抽滤后的滤渣用蒸馏水洗涤至最后一次洗涤液呈中性,得到纤维素纤维;在28℃的条件下用质量分数为8%的氢氧化钠溶液浸泡纤维素纤维9h,然后升温至90℃浸泡2.5h,抽滤,将滤渣用蒸馏水洗涤至最后一次洗涤液呈中性,去除与纤维素纤维共存的杂聚多糖,得到全纤维素纤维。
47.步骤三:将80g聚醚多元醇加入烧瓶中,然后加入16g全纤维素纤维和6g羟基封端聚二甲基硅氧烷,在600r/min的条件下搅拌18mim,然后加入80g二苯基甲烷二异氰酸酯、2.4g偶氮二甲酰胺、0.4g三乙醇胺和1.2g二丁基锡二月桂酸酯剂,继续搅拌12min,然后利用注塑机注射进模具中交联发泡成型,在60℃的条件下静置36h,脱模,得到支撑层2。
48.步骤四:将61g eva乳液、81g水性聚氨酯乳液、12g丙二醇和40g蒸馏水加入烧瓶中,在1000r/min的条件下搅拌18min,然后加入0.3g羟基封端聚二甲基硅氧烷、0.25g有机硅消泡剂和6g纳米二氧化硅,继续搅拌25min,得到粘合剂。
49.步骤五:在鞋体的安装槽11底部涂布一层厚度为0.5mm的粘合剂,然后将支撑层2对应轮廓放入安装槽11中,贴合后在支撑层2未接触安装槽11的一面涂布一层厚度为0.5mm的粘合剂,再将鞋垫3对应轮廓放入安装槽11中与支撑层2贴合,用压合机压合20min,制备出轻质发泡拖鞋。
50.实施例3
51.制备轻质发泡鞋,包括如下步骤:
52.一种轻质发泡拖鞋的制备方法,包括如下步骤:
53.步骤一:将200g eva树脂、10g氧化锌、2g硬脂酸、180g滑石粉、160g三元乙丙橡胶和31g偶氮二甲酰胺加入密炼机中捏合,然后利用双螺杆挤出机挤出造粒,得到改性eva颗粒,将改性eva颗粒利用注塑机注射进相应的模具中交联发泡成型,在40℃的条件下静置6h,脱模,得到鞋体和鞋垫3。
54.步骤二:将竹粉和丙酮加入烧瓶中,在60℃水浴的条件下抽提4h,去除竹粉中的脂质、果胶等物质,在75℃的条件下,将抽提后的竹粉用质量分数为1%的次氯酸钠溶液漂白6次,漂白过程中滴加适量醋酸调节ph值至5;抽滤,将抽滤后的滤渣用蒸馏水洗涤至最后一次洗涤液呈中性,得到纤维素纤维;在30℃的条件下用质量分数为8%的氢氧化钠溶液浸泡纤维素纤维10h,然后升温至90℃浸泡3h,抽滤,将滤渣用蒸馏水洗涤至最后一次洗涤液呈中性,去除与纤维素纤维共存的杂聚多糖,得到全纤维素纤维。
55.步骤三:将80g聚醚多元醇加入烧瓶中,然后加入16g全纤维素纤维和6g羟基封端聚二甲基硅氧烷,在800r/min的条件下搅拌20mim,然后加入80g二苯基甲烷二异氰酸酯、2.4g偶氮二甲酰胺、0.6g三乙醇胺和1.2g二丁基锡二月桂酸酯剂,继续搅拌15min,然后利
用注塑机注射进模具中交联发泡成型,在60℃的条件下静置48h,脱模,得到支撑层2。
56.步骤四:将62g eva乳液、82g水性聚氨酯乳液、13g丙二醇和45g蒸馏水加入烧瓶中,在1000r/min的条件下搅拌20min,然后加入0.4g羟基封端聚二甲基硅氧烷、0.3g有机硅消泡剂和7g纳米二氧化硅,继续搅拌30min,得到粘合剂。
57.步骤五:在鞋体的安装槽11底部涂布一层厚度为0.8mm的粘合剂,然后将支撑层2对应轮廓放入安装槽11中,贴合后在支撑层2未接触安装槽11的一面涂布一层厚度为0.8mm的粘合剂,再将鞋垫3对应轮廓放入安装槽11中与支撑层2贴合,用压合机压合30min,制备出轻质发泡拖鞋。
58.实施例1-实施例3中所用聚醚多元醇的黏度为5500
±
500mpa
·
s;制备出的支撑层2的表观密度为55.3
±
1.5kg/m3;粘合剂原料eva乳液购买于广州市启华化工有限公司,型号为da-102;聚氨酯乳液购买于安徽安大华泰新材料有限公司,型号为ah-1618;羟基封端聚二甲基硅氧烷购买于安徽艾约塔硅油有限公司;有机硅消泡剂购买于山东聚能化工有限公司;竹粉购买于上高县聚硅矿业有限公司。
59.对比例1:在实施例3的基础上,在制备支撑层2时不添加全纤维素纤维,其余步骤不变制备出拖鞋。
60.对比例2:在实施例3的基础上,将粘接拖鞋用的粘合剂替换为购买于得力集团有限公司的pu补鞋胶,其余步骤不变制备出拖鞋。
61.对实施例1-实施例3、对比例1和对比例2进行性能测试,将不同的拖鞋用大底弯折试验机按照90
°
的弯曲角度弯折1000次,设置弯折速度为80次/min,记录试验情况;按照实施例1-实施例3、对比例1和对比例2中制备的拖鞋支撑层2的原料配比,发泡成型并裁切成规格为3
×3×
3(单位:cm)且具有相同表观密度的样品,用液压万能力学试验机按照2.5mm/min的速度检测不同样品的压缩强度和压缩模量,结果如表1所示(“/”表示未测):
62.表1
63.项目实施例1实施例2实施例3对比例1对比例2弯折试验后拖鞋情况轻微折痕轻微折痕轻微折痕严重开胶轻微开胶压缩强度(kpa)468.3468.5468.6381.7/压缩模量(kpa)2313.42313.72314.01795/
64.对比例1中拖鞋严重开胶,主要是支撑层2表面被撕裂。由表1可以看出,实施例1-实施例3中制备的拖鞋在1000次弯折后仍然未开胶,支撑层2鞋材压缩强度较高。
65.需要说明的是,在本文中,诸如术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
66.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1