一种高韧性耐热阻燃PC/PBT合金材料及其制备方法与流程
一种高韧性耐热阻燃pc/pbt合金材料及其制备方法
技术领域
1.本发明属于高分子合金技术领域,具体涉及一种pc/pbt合金材料,可在机械、电子、电气零件、医疗器材、光学照明等领域广泛应用,特别适合插线板、排插等需要高韧性耐热阻燃的器件制造中应用。
背景技术:
2.聚碳酸酯(pc)是一种无色透明的无定形聚合物,其分子链中既有柔性较高的碳酸酯基也具有刚性较强的苯环,所以聚碳酸酯具有韧而刚的力学性质,其拉伸强度,冲击强度,弯曲强度均较高,尺寸稳定性优异。聚碳酸酯的玻璃化转变温度约为120-130℃,其长期使用温度高达120℃,并且自身具有自熄性,可以达到ul-94v2级阻燃标准。pc被广泛应用于机械,电子,医疗器材,光学照明等领域。但是pc熔体黏度较大,流动性差,成型时内应力不易释放从而引起应力集中造成制品开裂,同时pc对水分敏感,加工时水分的存在会使得pc降解,力学性能恶化。pc的耐溶剂性较差,耐磨性不高。
3.聚对苯二甲酸乙二醇酯(pbt)是结晶型热塑性聚合物,玻璃化转变温度50-60℃,熔点220-230℃,结晶速率快,耐溶剂性高,绝缘性优良,所以被广泛应用在电子,电气零件的制造方面。但是pbt对缺口冲击敏感,力学强度低于pc材料,耐热性较差。
4.pc和pbt主链上都含有苯环和酯基,熔融共混时会发生酯交换反应,具有一定的相容性。pc/pbt合金耐磨性好,尺寸稳定性高,加工性能优异,力学性能较好,所得产品可用于汽车保险杠,电子电器外壳等领域。在插线板行业,材料的性能要求逐步提高,目前排插的主要材料是pc材料,目前市场上的pc/pbt合金不能满足在具有较高的韧性的同时125℃、1h球压痕直径小于2mm、灼热丝起燃性温度高于825℃的要求。
5.中国专利zl201810375854.6公布了一种高耐疲劳阻燃pc/pbt合金材料及其制备方法,包括以下组分,按重量份计:聚碳酸脂50~80份;聚对苯二甲酸丁二醇酯10~30份;阻燃剂5~20份;酯交换抑制剂1~5份;增韧剂1~10份;抗氧剂1~5份;润滑剂1~5份,该pc/pbt合金材料具有较好的力学性能、阻燃性能以及耐疲劳性能。但试验研究表明,该pc/pbt合金材料,125℃、1小时球压测试球压痕直径大于4mm,灼热丝起燃温度(gwit)小于750℃,耐热阻燃效果较差,不适合用作排插的制备材料。
技术实现要素:
6.本发明的目的就是针对现有pc/pbt合金很难保证同时具有较高的韧性、较高的耐热性能、良好的阻燃性,在125℃、1小时球压测试球压痕直径大于2.0mm且灼热丝起燃温度(gwit)小于825℃的缺陷,而提供一种125℃球压测试时的球压痕直径小于2.0mm并且达到825℃以上灼热丝起燃性温度的高韧性耐热阻燃pc/pbt合金材料。
7.本发明的另一目的是提供一种高韧性耐热阻燃pc/pbt合金材料的制备方法。
8.为实现本发明的上述目的,本发明一种高韧性耐热阻燃pc/pbt合金材料采用以下技术方案实现。
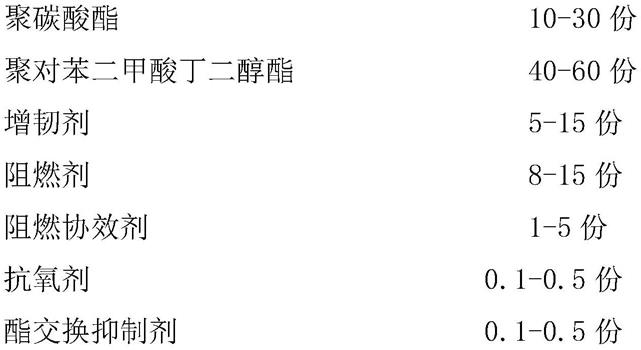
9.本发明一种高韧性耐热阻燃pc/pbt合金材料,原料组份质量份数按照100计时各组分份数为:
[0010][0011][0012]
作为本发明优选的技术方案,原料组份质量份数按照100计时各组分份数为:
[0013][0014]
所述的玻璃微珠母粒中,玻璃微珠的直径为20-50μm,含量为30-50wt%,载体树脂为pbt树脂,玻璃微珠表面使用硅烷偶联剂处理。玻璃微珠母粒为自制,目的是为了提高pbt树脂的结晶度,提升材料的耐热性;并且玻璃微珠是球形颗粒,有助于提高材料的流动性能。
[0015]
所述的聚碳酸酯为光气法制备而成,中等黏度,300℃条件下熔体流动速率8-11g/10min。因为本发明一方面要保证材料的耐热性能,同时要考虑到树脂黏度过高在加工过程中可能会引发阻燃剂过热分解,因此选用中等黏度聚碳酸酯。
[0016]
所述的增韧剂为乙烯-丙烯酸甲酯-甲基丙烯酸缩水甘油酯三元共聚物、马来酸酐接枝乙烯-辛烯共聚物、甲基丙烯酸缩水甘油酯接枝乙烯-辛烯共聚物、丙烯酸酯-苯乙烯-丁二烯三元共聚物、丙烯酸酯-有机硅共聚物、乙烯-醋酸乙烯酯二元共聚物(eva)中的一种或几种的任意混合。
[0017]
所述的阻燃剂为苯氧基四溴双酚a碳酸脂齐聚物、双酚a双(二苯基膦酸酯)中的一种或二者的混合,以苯氧基四溴双酚a碳酸脂齐聚物为佳;为了保证材料阻燃性高,阻燃剂的溴含量必须较高,同时为了保证材料的高韧性,阻燃剂和基体的相容性必需较好,所以选用苯氧基四溴双酚a碳酸脂齐聚物,优选德国朗盛公司的bc-58牌号。
[0018]
所述的阻燃协效剂为锑酸钠、滑石粉、水滑石、硼酸锌中的一种或两种及以上的任意混合;阻燃协效剂优选滑石粉;阻燃协效剂一方面需要提高主阻燃剂的阻燃效果另一方面不能和基体树脂发生反应,优选2500目的滑石粉。
[0019]
进一步地,所述的抗氧剂为抗氧剂1010、抗氧剂1076、抗氧剂1098、抗氧剂168、抗氧剂626、抗氧剂412s中的一种或或两种及以上的任意混合;抗氧剂优选抗氧剂1076和抗氧剂168的混合物,质量比为1:1。
[0020]
进一步地,所述酯交换抑制剂为小分子亚磷酸三苯酯、大分子乙烯丙烯酸缩水甘油酯的组合,二者质量比为1:(0.8—2.0)。
[0021]
进一步地,所述的润滑剂为聚乙烯蜡、硬脂酸钙、硅酮粉、季戊四醇硬脂酸酯、op蜡、超支化聚酯中的一种或或两种及以上的任意混合。
[0022]
本发明一种高韧性耐热阻燃pc/pbt合金材料制造方法采用以下步骤实施:
[0023]
1)将聚碳酸酯、聚对苯二甲酸丁二醇酯、玻璃微珠母粒经过烘干处理;
[0024]
2)在高速混合机中将聚碳酸酯、聚对苯二甲酸丁二醇酯、增韧剂、协效阻燃剂、玻璃微珠母粒、酯交换抑制剂、抗氧剂、润滑剂混合;
[0025]
3)将混合物从双螺杆挤出机第一段下料口加入,阻燃剂从挤出机第四段侧喂料口加入,经双螺杆挤出,在水槽中冷却,切粒机切成塑料颗粒;其中双螺杆挤出机各段参数设定如下:一区温度100℃,二区温度240℃,三区温度250℃,四区温度240℃,五区温度240℃,六区温度240℃,七区温度240℃,八区温度230℃,九曲温度230℃,机头温度240℃;螺杆长径比为(36-45):1,转速300-600rpm。
[0026]
测试方法:将合金注塑成标准样条,熔体流动速率按照gb/t3682-2018标准测试,测试条件为260℃,5kg;拉伸强度按照gb/t1040-2018标准测试,拉伸速度取50mm/min;缺口冲击强度按照gb/t1843-2008标准测试;灼热丝起燃温度按照gb/t 5169-2017标准测试;球压痕直径按照iec60695-10-2标准测试。
[0027]
与现有技术相比,本发明一种高韧性耐热阻燃pc/pbt合金材料及其制备方法具有如下有益效果:
[0028]
(1)本发明选择合适的pc/pbt添加比,使得材料的耐热性能和韧性均达到理想数值。如果pc含量过多pbt材料的结晶收到抑制,材料耐热性能查,无法通过球压测试;pbt含量过高材料的韧性低,阻燃性能差。
[0029]
(2)本发明选用的乙烯-丙烯酸甲酯-甲基丙烯酸缩水甘油酯一方面作为增韧剂提高了材料的冲击韧性,另一方面对pc树脂和pbt树脂起到增容的作用,并且甲基丙烯酸缩水甘油酯基团和pbt树脂的端羧基反应,对pbt树脂起到抗水解作用,从而同时提升了合金材料的韧性和耐热性能。
[0030]
(3)本发明选用的阻燃剂苯氧基四溴双酚a碳酸脂齐聚物和基体pc树脂和pbt树脂的相容性好,在提升材料阻燃性的同时对材料的力学性能影响小。
[0031]
(4)本发明选用的玻璃微珠母粒对pbt具有良好的成核作用,提升材料的耐热性
能,并且提高了材料的加工流动性,使得材料加工时不容易发生摩擦过强,受热分解的情况。
[0032]
(5)本发明中所得到的pc/pbt合金,缺口冲击强度大于50kj/m2,125℃球压痕直径小于2mm,灼热丝起燃高于825℃,特别适用于电子电器领域;材料易于加工,适合工业化生产。
具体实施方式
[0033]
为描述本发明,下面结合实施例对本发明一种高韧性耐热阻燃pc/pbt合金材料及其制备方法做进一步详细说明。但本发明并不局限于实施例。
[0034]
实施例中采用的玻璃微珠母粒为自制,目的是为了提高pbt树脂的结晶度,提升材料的耐热性;并且玻璃微珠是球形颗粒,有助于提高材料的流动性能,制备方法如下:将69重量份的pbt树脂、0.2重量份的抗氧剂168、0.7质量分的润滑剂pets使用高混机混合均匀作为组分a;30重量份20μm直径的玻璃微珠、0.1重量份的偶联剂kh-560使用高混机混合均匀作为组分b;组分a从挤出机第一段的主位喂料口加入,组分b从挤出机第四段的侧喂料口加入,挤出造粒,挤出温度为220-240℃,得到的颗粒在100℃烘箱中烘干4h以备接下来使用。
[0035]
实施例1:
[0036]
一种高韧性耐热阻燃pc/pbt合金材料,以质量百分比计,其原料由以下组分组成:20%pc树脂(万华化学a1105),54%pbt树脂(仪征化纤xw321),10%增韧剂乙烯-丙烯酸甲酯-甲基丙烯酸缩水甘油酯三元共聚物(阿科玛公司ax-8900),12%阻燃剂苯氧基四溴双酚a碳酸脂齐聚物(德国朗盛公司bc-58),2%协效阻燃剂滑石粉(意大利意米发比公司hm4),0.1%抗氧剂1010(天津利安隆新材料股份有限公司),0.2%抗氧剂412s(天津利安隆新材料股份有限公司),0.2%酯交换抑制剂磷酸二氢钠(广东铨盛化工有限公司),0.5%润滑剂pets(意大利法基公司),1%玻璃微珠母粒。
[0037]
将干燥好的pc树脂和pbt树脂,增韧剂,协效阻燃剂,抗氧剂,润滑剂,酯交换抑制剂,玻璃微珠母粒按所述比例在高混机中混合均匀制得预混料;将预混料从双螺杆挤出机第一段得主喂料口加入,阻燃剂从双螺杆挤出机的第四段侧喂料口加入,经双螺杆挤出机熔融挤出,水槽冷却,切粒,干燥后得到高韧性耐热阻燃pc/pbt合金材料;所述的双螺杆挤出机各段参数设定如下:一区温度100℃,二区温度240℃,三区温度250℃,四区温度240℃,五区温度240℃,六区温度240℃,七区温度240℃,八区温度230℃,九曲温度230℃,机头温度240℃。
[0038]
实施例2:
[0039]
一种高韧性耐热阻燃pc/pbt合金材料,以质量百分比计,其原料由以下组分组成:20%pc树脂(万华化学a1105),53%pbt树脂(仪征化纤xw321),10%增韧剂乙烯-丙烯酸甲酯-甲基丙烯酸缩水甘油酯三元共聚物(阿科玛公司ax-8900),12%阻燃剂苯氧基四溴双酚a碳酸脂齐聚物(德国朗盛公司bc-58),2%协效阻燃剂滑石粉(意大利意米发比公司hm4),0.1%抗氧剂1010(天津利安隆新材料股份有限公司),0.2%抗氧剂412s(天津利安隆新材料股份有限公司),0.2%酯交换抑制剂磷酸二氢钠(广东铨盛化工有限公司),0.5%润滑剂pets(意大利法基公司),2%玻璃微珠母粒。
[0040]
将干燥好的pc树脂和pbt树脂,增韧剂,协效阻燃剂,抗氧剂,润滑剂,酯交换抑制剂,玻璃微珠母粒按所述比例在高混机中混合均匀制得预混料;将预混料从双螺杆挤出机第一段得主喂料口加入,阻燃剂从双螺杆挤出机的第四段侧喂料口加入,经双螺杆挤出机熔融挤出,水槽冷却,切粒,干燥后得到高韧性耐热阻燃pc/pbt合金材料;所述的双螺杆挤出机各段参数设定如下:一区温度100℃,二区温度240℃,三区温度250℃,四区温度240℃,五区温度240℃,六区温度240℃,七区温度240℃,八区温度230℃,九曲温度230℃,机头温度240℃。
[0041]
实施例3:
[0042]
一种高韧性耐热阻燃pc/pbt合金材料,以质量百分比计,其原料由以下组分组成:20%pc树脂(万华化学a1105),54%pbt树脂(仪征化纤xw321),9%增韧剂乙烯-丙烯酸甲酯-甲基丙烯酸缩水甘油酯三元共聚物(阿科玛公司ax-8900),12%阻燃剂苯氧基四溴双酚a碳酸脂齐聚物(德国朗盛公司bc-58),2%协效阻燃剂滑石粉(意大利意米发比公司hm4),0.1%抗氧剂1010(天津利安隆新材料股份有限公司),0.2%抗氧剂412s(天津利安隆新材料股份有限公司),0.2%酯交换抑制剂磷酸二氢钠(广东铨盛化工有限公司),0.5%润滑剂pets(意大利法基公司),2%玻璃微珠母粒。
[0043]
将干燥好的pc树脂和pbt树脂,增韧剂,协效阻燃剂,抗氧剂,润滑剂,酯交换抑制剂,玻璃微珠母粒按所述比例在高混机中混合均匀制得预混料;将预混料从双螺杆挤出机第一段得主喂料口加入,阻燃剂从双螺杆挤出机的第四段侧喂料口加入,经双螺杆挤出机熔融挤出,水槽冷却,切粒,干燥后得到高韧性耐热阻燃pc/pbt合金材料;所述的双螺杆挤出机各段参数设定如下:一区温度100℃,二区温度240℃,三区温度250℃,四区温度240℃,五区温度240℃,六区温度240℃,七区温度240℃,八区温度230℃,九曲温度230℃,机头温度240℃。
[0044]
实施例4:
[0045]
一种高韧性耐热阻燃pc/pbt合金材料,以质量百分比计,其原料由以下组分组成:25%pc树脂(万华化学a1105),50%pbt树脂(仪征化纤xw321),9%增韧剂乙烯-丙烯酸甲酯-甲基丙烯酸缩水甘油酯三元共聚物(阿科玛公司ax-8900),11%阻燃剂苯氧基四溴双酚a碳酸脂齐聚物(德国朗盛公司bc-58),2%协效阻燃剂滑石粉(意大利意米发比公司hm4),0.1%抗氧剂1010(天津利安隆新材料股份有限公司),0.2%抗氧剂412s(天津利安隆新材料股份有限公司),0.2%酯交换抑制剂磷酸二氢钠(广东铨盛化工有限公司),0.5%润滑剂pets(意大利法基公司),2%玻璃微珠母粒。
[0046]
将干燥好的pc树脂和pbt树脂,增韧剂,协效阻燃剂,抗氧剂,润滑剂,酯交换抑制剂,玻璃微珠母粒按所述比例在高混机中混合均匀制得预混料;将预混料从双螺杆挤出机第一段得主喂料口加入,阻燃剂从双螺杆挤出机的第四段侧喂料口加入,经双螺杆挤出机熔融挤出,水槽冷却,切粒,干燥后得到高韧性耐热阻燃pc/pbt合金材料;所述的双螺杆挤出机各段参数设定如下:一区温度100℃,二区温度240℃,三区温度250℃,四区温度240℃,五区温度240℃,六区温度240℃,七区温度240℃,八区温度230℃,九曲温度230℃,机头温度240℃。
[0047]
对比例1:
[0048]
一种pc/pbt合金材料,以质量百分比计,其原料由以下组分组成:20%pc树脂(万
华化学a1105),55%pbt树脂(仪征化纤xw321),10%增韧剂乙烯-丙烯酸甲酯-甲基丙烯酸缩水甘油酯三元共聚物(阿科玛公司ax-8900),12%阻燃剂苯氧基四溴双酚a碳酸脂齐聚物(德国朗盛公司bc-58),2%协效阻燃剂滑石粉(意大利意米发比公司hm4),0.1%抗氧剂1010(天津利安隆新材料股份有限公司),0.2%抗氧剂412s(天津利安隆新材料股份有限公司),0.2%酯交换抑制剂磷酸二氢钠(广东铨盛化工有限公司),0.5%润滑剂pets(意大利法基公司)。
[0049]
将干燥好的pc树脂和pbt树脂,增韧剂,协效阻燃剂,抗氧剂,润滑剂,酯交换抑制剂,玻璃微珠母粒按所述比例在高混机中混合均匀制得预混料;将预混料从双螺杆挤出机第一段得主喂料口加入,阻燃剂从双螺杆挤出机的第四段侧喂料口加入,经双螺杆挤出机熔融挤出,水槽冷却,切粒,干燥后得到高韧性耐热阻燃pc/pbt合金材料;所述的双螺杆挤出机各段参数设定如下:一区温度100℃,二区温度240℃,三区温度250℃,四区温度240℃,五区温度240℃,六区温度240℃,七区温度240℃,八区温度230℃,九曲温度230℃,机头温度240℃。
[0050]
对比例2:
[0051]
一种pc/pbt合金材料,以质量百分比计,其原料由以下组分组成:20%pc树脂(万华化学a1105),56%pbt树脂(仪征化纤xw321),10%增韧剂乙丙烯酸甲酯-丁二烯-苯乙烯三元共聚物(韩国lg公司em-500),10%阻燃剂十溴二苯乙烷(山东海王化工),2%协效阻燃剂滑石粉(意大利意米发比公司hm4),0.1%抗氧剂1010(天津利安隆新材料股份有限公司),0.2%抗氧剂412s(天津利安隆新材料股份有限公司),0.2%酯交换抑制剂磷酸二氢钠(广东铨盛化工有限公司),0.5%润滑剂pets(意大利法基公司),2%玻璃微珠母粒。
[0052]
将干燥好的pc树脂和pbt树脂,增韧剂,协效阻燃剂,抗氧剂,润滑剂,酯交换抑制剂,玻璃微珠母粒按所述比例在高混机中混合均匀制得预混料;将预混料从双螺杆挤出机第一段得主喂料口加入,阻燃剂从双螺杆挤出机的第四段侧喂料口加入,经双螺杆挤出机熔融挤出,水槽冷却,切粒,干燥后得到高韧性耐热阻燃pc/pbt合金材料;所述的双螺杆挤出机各段参数设定如下:一区温度100℃,二区温度240℃,三区温度250℃,四区温度240℃,五区温度240℃,六区温度240℃,七区温度240℃,八区温度230℃,九曲温度230℃,机头温度240℃。
[0053]
表1实施例和对比例材料性能
[0054]
[0055][0056]
注:熔体流动速率测试条件为260℃,2.16kg。
[0057]
通过对比实施例1、实施例2和对比例1三者数据可以看出,玻璃微珠母粒的加入降低了材料125℃下球压痕直径,提高了材料的耐热性能。
[0058]
本发明制备的高韧性阻燃耐热pc/pbt合金材料,在具有较高的韧性的同时,具有良好的耐热性,125℃球压痕直径小于2mm,并且灼热丝起燃性温度高于825℃,加工方式简单,适用于电子电器领域,可以代替传统的纯pc树脂材料。
[0059]
本发明涉及的各原材料、工艺参数的上下限取值、区间值均能实现本发明产品,在此不一一列举。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1