一种块状大曲自动化生产线的制作方法
1.本实用新型涉及菌种培养设备技术领域,尤其是一种块状大曲自动化生产线。
背景技术:
2.酿造技术在我国有着悠久的历史,在酿酒行业和调味品酿造行业中因产品需要用砖块形式制曲的比重很大,目前块状大曲的制曲模式为,曲块制作好后人工摆到类似货架的培养架上,将培养架移到密封的培养房间内,微生物在曲块上生长繁殖。为使不同位置曲块菌种均匀生长,培养过程中需要人工调整曲块的位置和翻转曲块。培养完成后,人工将培养架移到出培养房,到出料间,人工将曲块取下处理。整个培养过程操作全部由人工完成,劳动强度很大且劳动环境恶劣,人工生产效率低,生产成本高。
技术实现要素:
3.本实用新型针对现有技术中存在的不足之处,提供一种块状大曲自动化生产线,使生产流程自动控制,生产效率高,劳动强度小,生产成本低。
4.本实用新型的目的是以下述方式实现的:一种块状大曲自动化生产线,包括:
5.原料处理制块工位;
6.自动装块工位,与所述原料处理制块工位通过入曲输送线连接;
7.自动培养工位,与所述自动装块工位通过agv入曲轨道连接;
8.自动卸块工位,与所述自动培养工位通过agv出曲轨道连接;
9.粉碎包装工位,与所述自动卸块工位通过曲盘输送线连接,并与出曲输送线连接;
10.所述agv入曲轨道和agv出曲轨道上设有agv运输车;
11.所述曲盘输送线与自动装块工位连接。
12.作为本实用新型技术方案的一种可选方案,所述自动装块工位沿输送的方向依次包括:
13.装盘机器人工位,与所述原料处理制块工位通过曲块输送线连接,并与曲盘输送线连接,用于将曲块从入曲输送线上自动装到曲盘上;
14.装车机器人工位,与所述装盘机器人工位通过曲盘输送线连接,用于将曲盘装到agv运输车上。
15.作为本实用新型技术方案的一种可选方案,所述自动卸块工位沿输送的方向依次包括:
16.卸车机器人工位,与自动培养工位通过agv出曲轨道连接,用于将曲盘从agv运输车上卸下放到曲盘输送线上;
17.卸盘机器人工位,与所述粉碎包装工位通过曲盘输送线连接,用于将曲盘上的曲块卸下放到出曲输送线上。
18.作为本实用新型技术方案的一种可选方案,还包括:
19.曲盘清洁工位,设于原料处理制块工位与粉碎包装工位之间,用于将空曲盘清洗
烘干。
20.作为本实用新型技术方案的一种可选方案,还包括:
21.运输车存放工位,设于agv入曲轨道和agv出曲轨道之间。
22.本实用新型的有益效果是:
23.本实用新型的块状大曲自动化生产线可实现生产全流程自动控制,从入曲到出曲流程可做无人车间,人员在总控室控制设备运行和监视设备运行情况即可,大大减少人员配置,改善人员工作环境,提高生产效率,提高产能,降低生产成本。
附图说明
24.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
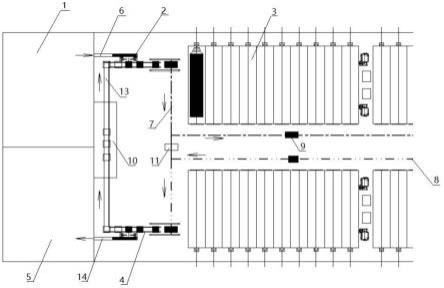
25.图1为本实用新型块状大曲自动化生产线示意图;
26.图2为本实用新型块状大曲自动化生产线中自动装块工位示意图;
27.图3为本实用新型块状大曲自动化生产线中自动卸块工位示意图。
28.附图标记:
29.1-原料处理制块工位;2-自动装块工位;201-装盘机器人工位;202-装车机器人工位;3-自动培养工位;4-自动卸块工位;401-卸车机器人工位;402-卸盘机器人工位;5-粉碎包装工位;6-入曲输送线;7-agv入曲轨道;8-agv出曲轨道;9-agv运输车;10-曲盘清洁工位;11-运输车存放工位;12-曲盘;13-曲盘输送线;14-出曲输送线。
具体实施方式
30.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
31.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
32.在实施例的描述中,除非另有明确的规定和限定,术语“设置”、“连接”等应做广义理解。例如,可以是固定连接,也可以是可拆卸连接,或一体连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中介媒体相连,还可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
33.如图1所示,一种块状大曲自动化生产线,包括:原料处理制块工位1、自动装块工位2、自动培养工位3、自动卸块工位4和粉碎包装工位5,其中:原料处理制块工位1,用于将原料制成曲块;自动装块工位2与原料处理制块工位1通过出曲输送线6连接;自动培养工位3与自动装块工位2通过agv入曲轨道7连接;自动卸块工位4与自动培养工位3通过agv出曲轨道8连接;粉碎包装工位5与自动卸块工位4通过曲盘输送线12连接;agv入曲轨道7和agv出曲轨道8上设有agv运输车9,曲盘输送线13与自动装块工位2。
34.具体的,自动装块工位2沿输送的方向依次包括:装盘机器人工位201和装车机器人工位202,装盘机器人工位201与原料处理制块工位1通过出曲输送线6连接,用于将曲块从入曲输送线6上自动装到曲盘12上;装车机器人工位202与装盘机器人工位201通过曲盘输送线13连接,用于将曲盘12装到agv运输车9上。
35.自动卸块工位4沿输送的方向依次包括:卸车机器人工位401和卸盘机器人工位402,卸车机器人工位401与自动培养工位3通过agv出曲轨道8连接,用于将曲盘12从agv运输车9上卸下放到曲盘输送线12上;卸盘机器人工位402与粉碎包装工位5通过出曲输送线14连接,用于将曲盘12上的曲块卸下放到出曲输送线14上。
36.作为本实施例的进一步方案,块状大曲自动化生产线还包括,设于原料处理制块工位1与粉碎包装工位5之间的曲盘清洁工位10,用于将空曲盘12清洗烘,和设于设于agv入曲轨道7和agv出曲轨道8之间的运输车存放工位11。
37.本实施例工作流程:原料在原料处理制块工位1制成曲块,经出曲输送线6将曲块输送到自动装块工位2,曲盘12经曲盘输送线13输送到自动装块工位2,如图2所示,此工位配备装盘机器人工位201和装车机器人工位202,装盘机器人工位201负责将曲块从出曲输送带6上自动装到曲盘12上,一层曲盘12装满曲块后,装车机器人工位202负责将曲盘12装到agv运输车9上,每台agv运输车9可层叠若干层曲盘12;完成一台agv运输车9装盘后,agv运输车9沿经车间预设的感应路线的agv入曲轨道7托运到指定的自动培养工位3,自动培养工位3设有若干联排自动培养箱,自动培养箱机门自动打开,agv运输车9将曲盘12送到自动培养箱内部支架上,agv运输车9退出,自动培养箱装曲盘12后,机门自动关闭,进入自动培养;自动培养箱在车间内并排布置,agv运输车9感应路线能够到达每个自动培养箱。培养完成后,自动打开自动培养箱机门,agv运输车9根据感应路线进入自动培养箱内部,托起曲盘12运送到自动卸曲块工4。如图3所示,自动卸块工位4配备了卸车机器人工位401和卸盘机器人工位402,卸车机器人工位401负责将曲盘12从agv运输车上卸下放到曲盘输送线13上,卸盘机器人工位402负责将曲盘1213上曲块卸下放到出曲输送线14上,到粉碎包装工位5进行曲块的粉碎包装。曲盘12上曲块全部卸下后,曲盘12经输送线6输送到曲盘清洁工位10,曲盘12清洗烘干后供入曲使用;agv运输车9上曲盘12全部卸下后,agv运输车9到运输车存放工位11,待入曲使用。
38.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础;当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1