粘合衬和粘合衬的制造方法与流程
1.本发明涉及粘合衬和粘合衬的制造方法。
背景技术:
2.已知有用于防止缝制衣服时的形状变形以提高形状保持性和作业性的粘合衬。这样的粘合衬具有如下构成:将被称为热熔体的热熔性树脂部固着(牢固地附着)在基布的表面上,可通过热压机等容易地粘接在衣料用布料上。但是,对于这样的粘合衬来说,不具备在常温下可临时固定的性能,因而存在以下问题:在与衣料用布料加压粘合时,容易发生位置偏移,导致成品率下降。认为可以利用树脂部的热熔性来部分地热压树脂部以进行临时固定,但是为了确定该位置,需要技术的熟练和时间。
3.为了解决这样的课题,例如,专利文献1(日本实开昭51-124182号公报)中公开了在基布的整个背面上形成有热熔性树脂层、并且在该树脂层上以点状设置有压敏性树脂的贴附体。另外,专利文献2(日本特开2013-544293号公报)中公开了在基布的整个表面上涂布有粘合材料而成的衬里,所述粘合材料含有由在室温下不具有粘合性的热塑性熔融粘合剂构成的成分a、和由在室温下具有粘合性的压敏性粘合剂构成的成分b。
技术实现要素:
4.但是,对于上述专利文献1的贴附体而言,由于在整个基布上涂布热熔性树脂,因而在加压粘接在衣料用布料时,质地变差。另外,对于上述专利文献2的衬里而言,由于成分a被成分b覆盖,有时不能充分粘接在衣料用布料上、作为粘合衬的粘合性能(耐久性)差。
5.因此,本发明的目的是提供一种粘合衬和粘合衬的制造方法,所述粘合衬不仅良好地维持对衣料用布料的粘合性能和粘接在衣料用布料上时的质地(手感),而且易于临时固定在衣料用布料上。
6.解决课题的手段
7.本发明的粘合衬具备:在基布的一个主表面上以点状或线状设置、且在常温下为固体且具有热熔性的第一树脂部,以及在基布的一个主表面上以点状或线状设置、且在常温下具有粘合性的第二树脂部;其中,第二树脂部在基布的一个主表面上以使第一树脂部的至少一部分露出的方式覆盖基布和第一树脂部。
8.在该构成的粘合衬中,第一树脂部和第二树脂部这两者以点状或线状设置。由此,与将第一树脂部涂布在基布的整个表面上相比,能够改善将粘合衬加压粘接在衣料用布料上的质地。进而,在该构成的粘合衬中,第二树脂部在基布的一个主表面上以使第一树脂部的至少一部分露出的方式覆盖基布和第一树脂部。由此,第一树脂部的至少一部分以与衣料用布料直接接触的状态粘接在衣料用布料上,因此改善了对衣料用布料的粘合性能。而且,由于在基布的主表面上设置有在常温下具有粘合性的第二树脂部,因此可以将粘合衬临时固定在衣料用布料上。结果,不仅良好地维持对衣料用布料的粘合性能和粘接在衣料用布料上时的质地,而且使得在衣料用布料上的临时固定变得容易。
9.本发明的粘合衬具备:在基布的两个主表面上以点状或线状设置、且在常温下为固体且具有热熔性的第一树脂部,以及在基布的两个主表面上以点状或线状设置、且在常温下具有粘合性的第二树脂部;其中,第二树脂部在基布的两个主表面上以使第一树脂部的至少一部分露出的方式覆盖基布和第一树脂部。
10.在该构成的粘合衬中,第一树脂部和第二树脂部这两者设置成点状或线状。由此,与将第一树脂部涂布在基布的整个表面上相比,能够改善将粘合衬加压粘接在衣料用布料上的质地。进而,在该构成的粘合衬中,第二树脂部在基布的两个主表面上以使第一树脂部的至少一部分露出的方式覆盖基布和第一树脂部。由此,第一树脂部的至少一部分以与衣料用布料直接接触的状态粘接在衣料用布料上,因此改善了对衣料用布料的粘合性能。而且,由于在基布的主表面上设置有在常温下具有粘合性的第二树脂部,因此可以将粘合衬临时固定在衣料用布料上。结果,不仅良好地维持对衣料用布料的粘合性能和粘接在衣料用布料上时的质地,而且使得在衣料用布料上的临时固定变得容易。
11.对于本发明的粘合衬而言,第二树脂部的覆盖面积可以为主表面的面积的15%以上且75%以下。由此,可适当地确保用于临时固定在衣料用布料上的粘合性能。
12.对于本发明的粘合衬而言,设置在一个主表面上的第二树脂部的树脂量可以为5(g/m2)以上且35(g/m2)。由此,可适当地确保用于临时固定在衣料用布料上的粘合性能。
13.对于本发明的粘合衬而言,第一树脂部露出主表面的面积可以为主表面的1%以上且15%以下。由此,可适当地确保对衣料用布料的粘合性能。
14.对于本发明的粘合衬而言,第一树脂部设置在一个主表面上的树脂量可以为3(g/m2)以上且30(g/m2)以下。由此,可适当地确保对衣料用布料的粘合性能。
15.对于本发明的粘合衬而言,第一树脂部的mfr(熔体流动速率)可以为8(g/10分钟)以上。由此,可适当地确保对衣料用布料的粘合性能。予以说明,mfr可以基于iso 1133,通过根据热塑性树脂的种类规定的温度条件和荷重条件来测定。例如,在热塑性树脂为共聚聚酰胺的情况下,可以在160℃、2160g荷重的条件下测定mfr。
16.对于本发明的粘合衬而言,主表面上的第一树脂部的露出面积与第二树脂部的覆盖面积的比可以为1:1~1:70。由此,不仅可适当地确保用于临时固定在衣料用布料上的粘合性能,而且可适当地确保对衣料用布料的粘合性能。
17.本发明的粘合衬还可以具备贴附在设置有第二树脂部的主表面上并用于保护第二树脂部的脱模纸。该构成的粘合衬可以防止在使用前第二树脂部意外粘附在衣料用布料以外的物体上。
18.对于本发明的粘合衬而言,第二树脂部对基布和第一树脂部的粘合力可以大于第二树脂部对脱模纸的粘合力。从而可以在第二树脂部留在基布上的状态下,将贴附在基布的主表面上的脱模纸剥离。
19.对于本发明的粘合衬而言,第二树脂部对脱模纸的粘合力可以为5(cn/25.4mm)以上且50(cn/25.4mm)以下。该构成的粘合衬在制造工序中即使在卷绕和重复卷绕的情况下,脱模纸也不会从第二树脂部上剥离,因此可以提高生产效率。
20.本发明的粘合衬的制造方法是具有上述构成的粘合衬的制造方法,其包括以下工序:
21.在脱模纸的一个主表面上固着(固定粘接)第二树脂部的固着工序,以及
22.以残留第二树脂部与第一树脂部不重叠的非重叠部的方式,将固着有第一树脂部的基布与固着有第二树脂部的脱模纸贴合,形成带脱模纸的粘合衬的组合工序。
23.由于固着有第一树脂部的基布上具有凹凸,难以将第二树脂部直接均匀地涂布在该基布上,难以获得均匀的粘合力和质地。另外,即使将第二树脂部直接固着在基布上时,如果在该基布上没有固着任何间隔物(脱模纸),则在后续工序中的处理将变得困难。此外,在基布上固着第二树脂部之后的工序中会进行卷绕和重复卷绕,即使固着了脱模纸,当脱模纸与固着有第二树脂部的基布之间的粘合力弱时,脱模纸也会被剥离。因此,本发明的粘合衬的制造方法通过将固着有第一树脂部的基布与固着有第二树脂部的脱模纸贴合来形成粘合衬。由此,可固着第二树脂部以获得期望的物性,同时可以在脱模纸和第二树脂部之间保持适度的粘合力。结果,可以制造一种粘合衬,其不仅良好地维持对衣料用布料的粘合性能和粘接在衣料用布料上时的质地,而且容易临时固定在衣料用布料上。
24.在本发明的粘合衬的制造方法中,在组合工序中,可以以使第二树脂部对脱模纸的粘合力为5(cn/25.4mm)以上且50(cn/25.4mm)以下的方式,将固着有第一树脂部的基布与固着有第二树脂部的脱模纸贴合。在该粘合衬的制造方法中,即使在制造工序中进行了卷绕和重复卷绕时,脱模纸也不会从第二树脂部上剥离,从而可以提高生产效率。
25.根据本发明,不仅良好地维持对衣料用布料的粘合性能和粘接在衣料用布料上时的质地,而且容易临时固定在衣料用布料上。
附图说明
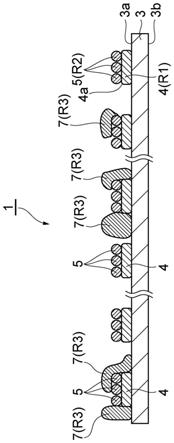
26.图1是一实施方式的粘合衬的概略截面图。
27.图2是示出一实施方式的粘合衬的部分放大的平面图。
28.图3是贴附有脱模纸的状态的图1的粘合衬的概略截面图。
29.图4是一实施方式的粘合衬的制造方法的流程图。
具体实施方式
30.以下,参照附图说明一实施方式的粘合衬1。在附图的说明中,相同的要素用同一附图标记表示,省略重复说明。附图的尺寸比率未必与说明的一致。图1示出贴附在衣料用布料上的状态(省略衣料用布料的图示)的粘合衬1,图3示出在贴附在衣料用布料之前的脱模纸被贴附的状态的粘合衬1。
31.如图1~图3所示,粘合衬1具备:基布3、固着在基布3的一个主表面3a上的由树脂r1形成的下层树脂部4、固着在该下层树脂部4的表面4a上的由树脂r2形成的粘合树脂部(第一树脂部)5、以及,临时固定树脂部(第二树脂部)7。
32.基布3是使用经线和纬线织制的布帛(织物)。布帛的编织结构(编织组织)没有特别限定,其实例包括平织、缎织和斜纹织等。基布3只要具有衬里所需的强度,就可以是任何材料、布组织。材料的实例包括:棉、麻、丝绸、羊毛等天然纤维,人造丝、铜氨纤维等再生纤维,醋酸酯、三醋酸酯等半合成纤维,尼龙、聚酯、丙烯酸系纤维、氨基甲酸酯、聚丙烯、聚乙烯、和聚氯乙烯等合成纤维,优选为尼龙纤维、聚酯纤维、或丙烯酸系纤维的长丝。布组织的实例包括由上述材料制成的织物、编物、无纺布等。
33.下层树脂部4固着在基布3的一个主表面3a上。设置下层树脂部4主要用于在基布3
上良好地固着由树脂r2形成的粘合树脂部5。下层树脂部4是在常温下为固体的树脂,由具有热熔性的树脂r1形成。树脂r1的例子包括聚氨酯、丙烯酸系树脂、聚酰胺、聚酯、聚乙烯、eva系树脂和pva系树脂等。树脂r1的例子包括热塑性树脂、以及由热和紫外线固化的固化性树脂。树脂r1更优选为通过热交联的热交联性树脂。作为热交联性树脂,例如可举出在丙烯酸系树脂或聚氨酯中添加环氧系交联剂而得到的树脂等,从消耗阶段的洗涤耐久性的观点考虑,特别优选添加有n-羟甲基丙烯酰胺的树脂。
34.下层树脂部4设置成点状,其点的直径例如为100μm以上且1500μm以下。下层树脂部4的点的个数例如为9(个/25.4
×
25.4mm2)以上且2500(个/25.4
×
25.4mm2)以下。予以说明,下层树脂部4也可以设置成线状。
35.粘合树脂部5固着在下层树脂部4的表面4a上。粘合树脂部5由树脂r2形成。树脂r2使用通常被称为热熔树脂的、通过加热而增塑且在冷却后发挥粘合能力的热塑性树脂。树脂r2可以使用熔点为80~140℃的热塑性树脂。树脂r2的例子包括聚酰胺、聚氨酯、聚酯、聚丙烯、聚乙烯和改性乙烯-乙酸乙烯酯共聚物等。
36.粘合树脂部5的mfr(熔体流动速率)例如为8(g/10分钟),从提高水洗后或干洗后的粘合力的观点考虑,优选为10(g/10分钟)以上,更优选为13(g/10分钟)以上,进一步优选为15(g/10分钟)以上。另外,作为mfr的上限,可举出25(g/10分钟)。在基布3的一个主表面3a上隔着下层树脂部4设置的粘合树脂部5的树脂量为3(g/m2)以上且30(g/m2)以下,优选为5(g/m2)以上且20(g/m2)以下,更优选为8(g/m2)以上且15(g/m2)以下。
37.临时固定树脂部7固着在基布3的一个主表面3a上。设置临时固定树脂部7以用于将粘合衬1临时固定在衣料用布料上。临时固定树脂部7以使粘合树脂部5的至少一部分露出的方式,覆盖基布3和下层树脂部4。临时固定树脂部7由在常温下具有粘合性的树脂r3形成。树脂r3的例子可举出丙烯酸系粘合剂、氨基甲酸酯系粘合剂、有机硅系粘合剂等。在丙烯酸系粘合剂中,丙烯酸丁酯是主原料,包括丙烯酸乙酯、丙烯酸2-己酯等。
38.当从上方观察时(平面图),临时固定树脂部7设置成点状,其点的直径例如为200μm以上且1500μm以下。临时固定树脂部7的点的个数例如为9(个/25.4
×
25.4mm2)以上且400(个/25.4
×
25.4mm2)以下,优选为256(个/25.4
×
25.4mm2)以下。予以说明,临时固定树脂部7也可以设置成线状(例如,以1mm的间隔设置宽度为1mm的线)。
39.临时固定树脂部7的覆盖面积为基布3的一个主表面3a的面积的15%以上且75%以下,优选为30%以上且70%以下。另外,设置在基布3的一个主表面3a上的临时固定树脂部7的树脂量为5(g/m2)以上且35(g/m2)以下,优选为10(g/m2)以上且30(g/m2)以下。如上所述,在下层树脂部4和粘合树脂部5被临时固定树脂部7覆盖的情况下,粘合树脂部5的露出面积也为基布3的一个主表面3a的面积的1%以上且15%以下,优选为2%以上且10%以下。换言之,上述面积比例的粘合树脂部5未被临时固定树脂部7覆盖。而且,基布3的一个主表面3a上的粘合树脂部5的露出面积与临时固定树脂部7的覆盖面积的比为1:1以上且1:70以下,从提高水洗后或干洗后的粘合力的观点考虑,优选为1:2以上且1:40以下,更优选为1:3以上且1:25以下,进一步优选为1:4以上且1:20以下,尤其优选为1:5以上且1:20以下,特别优选为1:10以上且1:20以下,最优选为1:10以上且1:15以下。另一方面,从提高粘合力的观点考虑,基布3的一个主表面3a上的粘合树脂部5的露出面积与临时固定树脂部7的覆盖面积的比优选为1:1以上且1:10以下。
40.接着,说明贴附在粘合衬1上的脱模纸8。脱模纸8是贴附在设置有临时固定树脂部7的基布3的一个主表面3a上的、用于保护临时固定树脂部7的部件。脱模纸8的材料的例子为涂布有石蜡、有机硅等一般的脱模剂的纸。临时固定树脂部7对基布3和粘合树脂部5的粘合力大于临时固定树脂部7对脱模纸8的粘合力。临时固定树脂部7对基布3和粘合树脂部5的粘合力例如为70(cn/25.4mm)。临时固定树脂部7对脱模纸8的粘合力例如为40(cn/25.4mm)。予以说明,关于临时固定树脂部7对脱模纸8的粘合力,将在后面详述。
41.接着,主要参照图4,说明制造上述构成的粘合衬1的方法。在一实施方式的粘合衬1的制造方法中,首先,准备:基布3、用于形成下层树脂部4的树脂r1、以及配置在下层树脂部4的表面4a上的用于形成粘合树脂部5的树脂r2。
42.接着,在通过在基布3的一个主表面3a上固着树脂r1而形成下层树脂部4后,在该下层树脂部4的表面4a上固着树脂r2。具体地,糊状树脂r1以点状附着在基布3的一个主表面3a上。树脂r1使用围绕规定旋转轴旋转的圆筒状筛网以点状附着在基布3的一个主表面3a上。在筛网的外周表面上对应点的个数而形成多个用于使树脂r1通过的贯通孔。
43.在筛网内设置有用于供给树脂r1的刮板。从刮板供给的树脂r1通过筛网的贯通孔被挤出,附着在基布3的一个主表面3a上。树脂r1夹在筛网和后辊之间,转印在被输送的基布3上。
44.接着,在转印有树脂r1的基布3的一个主表面3a上,散布作为热塑性树脂的树脂r2的粉末。由此,在基布3的一个主表面3a上隔着下层树脂部4,固着“粘合树脂部5”(步骤s1:第一固着工序)。具体地,使用用于散布树脂r2的粉末(粉碎物)的料斗(散布器),将树脂r2散布在附着有树脂r1的基布3的一个主表面3a上,使树脂r2附着在树脂r1的表面4a。然后,振落或吹散散布在基布3上的多余的树脂r2的粉末即可。例如,通过喷射空气的鼓风机来吹散基布3上的多余的树脂r2。被吹散的树脂r2被吸嘴吸入而回收。
45.接着,准备脱模纸8和用于形成临时固定树脂部7的树脂r3。树脂r3的例子例如在为丙烯酸系粘合剂的情况下,如上所述,是以丙烯酸丁酯为主原料、包括丙烯酸乙酯、丙烯酸2-己酯等的溶剂型粘合剂。接着,在脱模纸8的一个主表面8a上固着树脂r3(步骤s2:第二固着工序(固着工序))。由此,在脱模纸8的一个主表面8a上固着临时固定树脂部7。具体地,通过在脱模纸8的一个主表面8a上用凹版辊以点状涂布溶剂型粘合剂并干燥,从而形成临时固定树脂部7。
46.接着,在步骤s1中形成的固着有下层树脂部4和粘合树脂部5的基布3上,贴附在步骤s2中形成的固着有临时固定树脂部7的脱模纸8(步骤s3:组合工序)。更详细地,以残留临时固定树脂部7与粘合树脂部5不重叠的非重叠部的方式,将固着有粘合树脂部5的基布3与固着有临时固定树脂部7的脱模纸8贴合,形成带脱模纸的粘合衬1。在本实施方式中,在60℃~100℃的条件下,通过压力辊以20~60n/mm的压力将上述基布3与上述脱模纸8贴附在一起。
47.说明上述实施方式的粘合衬1的作用效果。在上述实施方式的粘合衬1中,粘合树脂部5和临时固定树脂部7这两者以点状设置。由此,至少粘合树脂部5没有设置在基布3的一个主表面3a的整个表面上,因此可以改善将粘合衬1加压粘接在衣料用布料上时的质地。进而,在该构成的粘合衬1中,临时固定树脂部7在基布3的一个主表面3a上以使粘合树脂部5的至少一部分露出的方式覆盖基布3和粘合树脂部5。从而使得粘合树脂部5的至少一部分
直接与衣料用布料接触,因此改善了对衣料用布料的粘合性能。进而,在基布3的一个主表面3a上设置在常温下具有粘合性的临时固定树脂部7。其结果,不仅良好地维持对衣料用布料的粘合性能和粘接在衣料用布料上时的质地,而且使得在衣料用布料上的临时固定变得容易。
48.在上述实施方式的粘合衬1中,临时固定树脂部7的覆盖面积被调节为基布3的一个主表面3a的面积的15%以上且75%以下,因此可适当地确保用于临时固定在衣料用布料上的粘合性能。
49.在上述实施方式的粘合衬1中,设置在基布3的一个主表面3a上的临时固定树脂部7的树脂量被调整为5(g/m2)以上且35(g/m2)以下,因此可适当地确保用于临时固定在衣料用布料上的粘合性能。
50.在上述实施方式的粘合衬1中,粘合树脂部5的露出面积为基布3的一个主表面3a的面积的1%以上且15%以下,可适当地确保对衣料用布料的粘合性能。
51.在上述实施方式的粘合衬1中,设置在基布3的一个主表面3a上的粘合树脂部5的树脂量被调整为3(g/m2)以上且30(g/m2)以下,因此可适当地确保对衣料用布料的粘合性能。
52.在上述实施方式的粘合衬1中,使用mfr为8(g/10分钟)以上的粘合树脂部5,因此可适当地确保对衣料用布料的粘合性能。
53.在上述实施方式的粘合衬1中,在基布3的一个主表面3a上的粘合树脂部5的露出面积与临时固定树脂部7的覆盖面积的比被调整为1:1~1:70,因此不仅可适当地确保用于临时固定在衣料用布料上的粘合性能,而且可适当地确保对衣料用布料的粘合性能。
54.在上述实施方式的粘合衬1中,具备贴附在设置有临时固定树脂部7的基布3的一个主表面3a上的、用于保护临时固定树脂部7的脱模纸8,因此,可以防止临时固定树脂部7在使用前固着在衣料用布料以外的物体上。
55.在上述实施方式的粘合衬1中,临时固定树脂部7对基布3和粘合树脂部5的粘合力大于临时固定树脂部7对脱模纸8的粘合力,因此,可以在临时固定树脂部7留在基布3上的状态下将贴附在基布3的一个主表面3a上的脱模纸8剥离。
56.在上述实施方式的粘合衬1的制造方法中,通过将固着有粘合树脂部5的基布3和固着有临时固定树脂部7的脱模纸8贴合,形成粘合衬1。由此,可以固着临时固定树脂部7以获得期望的物性,同时可以在脱模纸8和临时固定树脂部7之间保持适度的粘合力。其结果,可以制造粘合衬1,其不仅良好地维持对衣料用布料的粘合性能和粘接在衣料用布料上时的质地,而且使得在衣料用布料上的临时固定变得容易。
57.接着,关于本实施方式的粘合衬1不仅良好地维持对衣料用布料的粘合性能和粘接在衣料用布料上时的质地,而且使得在衣料用布料上的临时固定变得容易这一点,基于实施例1~5和比较例1~3进行说明。予以说明,本发明的粘合衬1不限定于该实施例1~5。
58.(实施例1)
59.准备使用33dtex的聚酯假捻加工丝而织制的基布3。接着,准备:用于形成下层树脂部4的由聚丙烯酸酯形成的树脂r1、用于形成粘合树脂部5的由聚酰胺形成的mfr为16(g/10分钟)的树脂r2、由涂布有石蜡的具有脱模性的纸形成的脱模纸8、和用于形成临时固定树脂部7的由丙烯酸系粘合剂形成的树脂r3。接着,通过上述制造方法制造粘合衬1,以使其
具有下述表1所示的属性(a)~(d)。接着,将该粘合衬1剪切成带状,形成带状的粘合衬1(以下简称为“带”)。接着,准备羊毛制的衣料用布料,将上述“带”用手压接在衣料用布料上,从而将“带”临时固定在该衣料用布料上,然后,使用熨斗将“带”粘接在该衣料用布料上。
60.(a)临时固定树脂部7的面积相对于基布3的一个主表面3a的面积的比率(覆盖比率)
61.(b)形成临时固定树脂部7的树脂r3的树脂量(r3树脂量)
62.(c)粘合树脂部5露出(未被临时固定树脂部7覆盖)部分的面积相对于基布3的一个主表面3a的面积的比率(露出面积比率)
63.(d)形成粘合树脂部5的树脂r2的树脂量(r2树脂量)
64.(e)形成粘合树脂部5的树脂r2的mfr
65.(表1)
[0066][0067]
在实施例1中,得到了如下述表2和表3所示的评价的粘合衬。即,得到了粘合衬1,其作业性良好、质地特别优异、粘合衬对衣料用布料的临时固定粘着力和粘合力、以及洗涤后的该粘合力均优异。予以说明,表2和表3所示的(a)~(g)的评价的详情如下所示。
[0068]
(a)作业性(处理)
[0069]
作业性的评价通过如下所述实施:将制成的带纸的衬里剪切成1英寸(25.4mm)的宽度,通过使用卷边带(裾上
げテープ
)的方法,由普通技术人员(5人)进行评价。
[0070]
◎
:处理胜于普通衬里
[0071]
○
:处理与普通衬里相同
[0072]
△
:处理不如普通衬里
[0073]
×
:处理明显不如普通衬里
[0074]
(b)临时固定粘着力
[0075]
粘合衬1对衣料用布料的临时固定粘着力的评价通过如下所述实施:由普通技术人员(5人)用手或熨斗来进行,进行官能评价并仅用弹簧来测定粘合力。
[0076]
◎
:容易临时固定
[0077]
○
:可以临时固定
[0078]
△
:可以临时固定,但需要花费工夫
[0079]
×
:无法临时固定
[0080]
(c)质地
[0081]
贴附有粘合衬1的衣料用布料的质地的评价通过人的官能评价来实施。
[0082]
◎
:质地与普通衬里相同
[0083]
○
:质地比普通衬里稍硬
[0084]
△
:质地比普通衬里硬得多
[0085]
×
:质地过硬,不能用作衬里
[0086]
(d)粘合力
[0087]
粘合衬1对衣料用布料的粘合力的评价基于根据“jis l 1086:粘合衬试验方法”测定的值进行。
[0088]
(e)水洗后的粘合力(耐久性)
[0089]
粘合衬1对衣料用布料的水洗后的粘合力的评价与(d)粘合力的评价同样地,基于根据“jis l 1086:粘合衬试验方法”测定的值进行。
[0090]
予以说明,水洗是指根据jis l 1930规定的c3m法实施1次。
[0091]
(f)干洗后的粘合力
[0092]
粘合衬1对衣料用布料的干洗后的粘合力的评价与(d)粘合力的评价同样地,基于根据“jis l 1086:粘合衬试验方法”测定的值进行。
[0093]
予以说明,干洗是指根据jis l 1931-2规定的p2法实施1次。
[0094]
(g)剥离的有无
[0095]
这里所说的剥离的有无是指:在上述制造工序的步骤s3(组合工序)后,即,将步骤s1中形成的固着有下层树脂部4和粘合树脂部5的基布3与步骤s2中形成的固着有临时固定树脂部7的脱模纸8在60℃~100℃的条件下用压力辊以20~60n/mm的压力贴合而得到的粘合衬1进行卷绕和重复卷绕时,确认有无剥离。
[0096]
(表2)
[0097][0098]
(表3)
[0099][0100]
(实施例2)
[0101]
准备与实施例1同样的基布3、树脂r1、树脂r2、树脂r3和脱模纸8,制造具有上述表1所示(a)~(d)的属性的粘合衬1,将上述“带”以与上述同样的方法贴附在上述衣料用布料上。在实施例2中,如上述表2和表3所示,得到了粘合衬1,其作业性和粘合衬对衣料用布料的临时固定粘着力特别优异,而且质地、粘合衬对衣料用布料的粘合力、以及洗涤后的该粘合力均优异。
[0102]
(实施例3)
[0103]
准备与实施例1同样的基布3、树脂r1、树脂r2、树脂r3和脱模纸8,制造具有上述表1所示(a)~(d)的属性的粘合衬1,将上述“带”以与上述同样的方法贴附在上述衣料用布料上。在实施例3中,如上述表2和表3所示,得到了粘合衬1,其质地特别优异,而且作业性和粘合衬对衣料用布料的临时固定粘着力和粘合力、以及洗涤后的该粘合力均优异。
[0104]
(实施例4)
[0105]
准备与实施例1同样的基布3、树脂r1、树脂r2、树脂r3和脱模纸8,制造具有上述表1所示(a)~(d)的属性的粘合衬1,将上述“带”以与上述同样的方法贴附在上述衣料用布料上。在实施例4中,如上述表2和表3所示,得到了粘合衬1,其作业性和粘合衬对衣料用布料的临时固定粘着力和质地特别优异,而且粘合衬对衣料用布料的粘合力也优异。
[0106]
(实施例5)
[0107]
准备与实施例1同样的基布3、树脂r1、树脂r2’(mfr=9(g/10分钟))、树脂r3和脱模纸8,制造具有上述表1所示(a)~(d)的属性的粘合衬1,将上述“带”以与上述同样的方法贴附在上述衣料用布料上。在实施例5中,如上述表2和表3所示,得到了粘合衬1,其作业性和粘合衬对衣料用布料的临时固定粘着力和质地特别优异,而且粘合衬对衣料用布料的粘合力也优异。尽管结果是可耐实用的,但与实施例4相比耐久性稍差。认为这是因为mfr低且热熔体的熔融浸渍不充分的缘故。
[0108]
(比较例1)
[0109]
准备与实施例1同样的基布3、以及将树脂r2和树脂r3(粘合性树脂)通过凹版涂布机线形涂布于其表面并干燥而得到的脱模纸。接着,将上述脱模纸以100℃、30n/mm压粘在基布3上,制造具有上述表1所示(a)~(d)的属性的粘合衬1(粘接体)。即,制造涂布有含有树脂r2和树脂r3作为成分的粘合剂的粘合衬。接着,将粘合衬剪切而形成带状的粘合衬(以
下简称为“带”),通过将“带”用手压粘在上述衣料用布料上而将其临时固定,然后使用熨斗将“带”粘接在该衣料用布料上。
[0110]
在比较例1中,脱模纸对基布3的粘合力弱,因反复卷绕时的外力,粘合衬(粘接体)从脱模纸上剥离,在与脱模纸之间浮出,导致不能被顺利地剪切。另外,实际的“带”使用时的临时固定力也较弱,实施熨烫时如果不注意,就会产生偏移。予以说明,比较例1的粘合衬的质地、以及粘合衬对衣料用布料的粘合力优异。
[0111]
(比较例2)
[0112]
准备与实施例1同样的基布3、以及将树脂r2和树脂r3(粘合性树脂)通过刮涂机涂布在其整个表面上并干燥而得到的脱模纸。接着,将上述脱模纸以100℃、30n/mm压粘在基布3上,制造具有上述表1所示(a)~(d)的属性的粘合衬1(粘接体)。即,制造将树脂r3以覆盖树脂r2的方式涂布在其整个表面上的粘合衬。接着,将粘合衬剪切以形成带状的粘合衬(以下简称为“带”),通过将“带”用手压粘在上述衣料用布料上而将其临时固定,然后使用熨斗将“带”粘接在该衣料用布料上。
[0113]
在比较例2中,尽管“带”的粘合力强,但由于“带”的整个表面上涂布有树脂r3,因此吸收剪切的能力变低,无法弯曲(在粘接部位产生弯曲)。另外,尽管“带”的粘合力可得到良好的结果,但在干洗后,粘合力大幅降低,发生部分剥离。
[0114]
(比较例3)
[0115]
准备与实施例1同样的基布3、熔点115℃且厚度200μm的热熔树脂膜(树脂r2)、以及涂布有粘合剂的脱模纸。接着,在120℃下将热膜贴合在基布3上,制造层压体,以100℃、30n/mm将脱模纸压粘在该层压体上,制造具有上述表1所示(a)~(d)的属性的粘合衬(粘接体)。即,制造具有在整个表面涂布有树脂r2的基布上散布有树脂r3(在除了树脂r3的整个表面上树脂r2露出)的构成的粘合衬。接着,将粘合衬剪切而形成带状的粘合衬(以下简称为“带”),通过将“带”用手压粘在上述衣料用布料上而将其临时固定,然后使用熨斗将“带”粘接在该衣料用布料上。
[0116]
在比较例3中,尽管与比较例2同样地,“带”的粘合力强,但由于“带”的整个表面上涂布有热熔树脂膜,因此剪切吸收能力低,与比较例2同样地无法弯曲。另外,粘合部分变硬,卷边部接触皮肤时,有不适感,质地的评价不佳。
[0117]
以上,说明了一个实施方式,但本发明不限定于上述实施方式。可以在不脱离本发明主旨的范围内进行各种变更。
[0118]
在上述实施方式的粘合衬1和粘合衬1的制造方法中,以在基布3的一个主表面3a上设置下层树脂部4、粘合树脂部5和临时固定树脂部7为例进行了说明,但也可以在基布3的两个主表面3a、3b上均设置下层树脂部4、粘合树脂部5和临时固定树脂部7。
[0119]
在上述实施方式的粘合衬1和粘合衬1的制造方法中,以在基布3的一个主表面3a上以点状设置下层树脂部4、粘合树脂部5和临时固定树脂部7为例进行了说明,但也可以设置成线状。
[0120]
在上述实施方式中,以由下层树脂部4和粘合树脂部5构成的所谓“双点”为例进行了说明,但也可以设置为仅由粘合树脂部5构成的构造。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1