一种垃圾焚烧炉炉排片的防腐防粘涂层及其制备方法和应用与流程
1.本发明涉及垃圾焚烧设备领域,具体涉及一种垃圾焚烧炉炉排片及其涂层实施方法。
背景技术:
2.目前世界各国普遍采用焚烧方法处理城市生活垃圾,焚烧处理具有占地少、厂址选择易、处理周期短、减量化显著、无害化较彻底以及可回收垃圾焚烧余热等优点。焚烧设备大多是炉排型焚烧炉,炉排型焚烧炉具有对垃圾的预处理要求不高,对垃圾热值适应范围广、运行及维护简便等优点。而关键的燃烧设备是炉排片,炉排片一般采用高铬钼合金,耐热、耐磨、耐腐蚀的铸钢制造,材质性能和结构都较为独特。
3.炉排片的使用寿命一般设计为5~8年,但是在实际焚烧垃圾过程中,会产生大量的酸性气体、重金属、二噁英等烟气污染物,发现炉排片的腐蚀逐渐增大,垃圾燃烧效果逐年降低,经使用1~2年后炉排片就会有明显的局部腐蚀,须局部更换炉排片。特别是我国垃圾与国外发达国家的垃圾差别较大,其中含有较多的坚硬的不易燃烧物(如铁件、陶瓷、玻璃等),以及腐蚀性物,这些因素必然会加快炉排片运动面的腐蚀程度。
4.因为目前腐蚀问题还无法有效解决,一般通过改良材质降低腐蚀程度的办法或是更换修复炉排片的方法来解决该问题。这两种方法虽然简便,但铸件和加工炉排片周期长、成本高,并且更换工序复杂,无形中提高了经济成本和劳动强度。
5.为了实现垃圾焚烧炉炉排片的耐磨防腐性能,在其表面施加耐磨防腐涂层是一种较为普遍且成本低廉的方法,例如专利cn109440100a公开了在炉排片表面施加复合合金涂层实现耐磨防腐工艺,但是所述涂层以镍铬合金为主,采用热喷涂的方法,成本高昂,施加工艺复杂,不易推广,且所述涂层的耐磨防腐性能并不是最佳的。
6.因此,如何寻找一种成分简单,施工工艺简便且防腐防粘性能优良的涂层用来制备垃圾焚烧炉的炉排片是所属领域亟需解决的难题。
技术实现要素:
7.为解决上述技术问题,本发明提供了一种用于垃圾焚烧炉炉排片的防腐防粘涂料、防腐防粘涂层及其制备方法和应用。
8.第一方面,本发明提供了一种防腐防粘涂料,由以下组分组成:金属氧化物溶胶40-60份,氟掺杂石墨烯2-4份,纳米陶瓷粉末8-12份,防腐填料6-8份,相容剂3-6份,硅烷偶联剂1-3份,助剂4-7份,溶剂40-60份,所有组分之和为100份。
9.本发明为了使得垃圾焚烧炉炉排片具有良好的防腐防粘效果,选择将氟掺杂石墨烯、纳米陶瓷粉末、防腐填料在硅烷偶联剂的作用下相互交联、穿插,形成片状-纤维状-颗粒状的稳定结构,该种稳定结构具有极强的物理结合能力,能够避免防腐防粘涂层在外力(不同种类垃圾)冲击下造成脱落、开裂。同时,利用片状-纤维状-颗粒状的稳定结构能够增强涂层的整体韧性,避免涂层内部细微裂隙的产生,防止腐蚀介质侵入涂层内部造成腐蚀。
与此同时,所述片状-纤维状-颗粒状的稳定结构富含低表面能的氟和硅元素,在纳米陶瓷涂层表面形成低表面能区域,避免垃圾在炉排片上的粘附。选择金属氧化物溶胶作为防腐防粘涂层的主要粘结剂,能够在低温下快速水解交联形成三维氧化结构,赋予涂料良好的耐高温特性和机械强度。进一步,为了克服金属氧化物溶胶与无机填料间的相容性,避免涂层开裂,添加特定结构的相容剂,富含双键和硅元素,能够在高温固化时发生交联反应,进一步促进涂层的致密性,减少涂层内部应力的不均匀,防止涂层发生缺陷。
10.较佳的,所述金属氧化物溶胶选自氧化铝、氧化钛、氧化锆溶胶中的至少一种,固含量为10-15%,粒径为10-30nm。更优选的,所述金属氧化物溶胶选自氧化铝、氧化钛和氧化锆溶胶。
11.较佳的,所述氟掺杂石墨烯中,氟掺杂量为10-15wt%,石墨烯的片层厚度为1-10nm,长度为10-100μm。
12.较佳的,所述纳米陶瓷粉末选自氮化硅,陶瓷微珠,α-刚玉,氮化硼,碳化钨中的至少一种,粒径为20-40nm。
13.较佳的,所述防腐填料为纤维状填料,直径为5-10μm,优选氧化铝纤维、碳化硅纤维中的至少一种。
14.较佳的,为了克服金属氧化物溶胶与无机填料间的相容性,避免涂层开裂,添加特定结构的相容剂,富含双键和硅元素,能够在高温固化时发生交联反应,进一步促进涂层的致密性,减少涂层内部应力的不均匀,防止涂层发生缺陷。所述相容剂的结构式为:r1(me)2si-(o-sir2r3-)m-(osir2r4-)n-o-si(me)2r1;其中,r1为含碳碳双键的c4-c6的直链烷基,r2和r3各自独立地为c1-c6的烷基,r4为-osi(me)3,m为60-80的整数,n为3-6的整数。
15.较佳的,所述助剂包括:润湿分散剂1-2份,流平剂0.5-1份,消泡剂0.5-1份,防沉剂2-3份。
16.较佳的,所述溶剂选自二甲苯、乙二醇单丁醚、丙二醇甲醚醋酸酯、丁醇、三缩二乙二醇中的至少一种。
17.较佳的,所述防腐防粘涂料的制备方法包括:(1)称取氟掺杂石墨烯、纳米陶瓷粉末、防腐填料加入溶剂中混合均匀,滴加硅烷偶联剂继续搅拌均匀,转速500-800rpm,时间30-50min;(2)将步骤(1)的混合物中加入金属氧化物溶胶、相容剂、助剂混合搅拌均匀;研磨直至细度达到15μm以下,即制备得到防腐防粘涂料。
18.第二方面,本发明提供了一种垃圾焚烧炉炉排片的防腐防粘涂层,其特征在于,所述防腐防粘涂层是由上述防腐防粘涂料采用冷喷涂工艺喷涂在垃圾焚烧炉炉排片上形成的,所述防腐防粘涂层厚度为0.5-1mm。涂层过薄时,起不到防护作用,涂层过厚时,容易开裂且成本上升。
19.第三方面,本发明提供了防腐防粘涂层的制备方法,包括:先将炉排片进行除油除锈处理,使之至少达到sa2.5级;再采用冷喷涂工艺喷涂防腐防粘涂料;表干后经过两次干燥即制备得到覆盖有防腐防粘涂层的垃圾焚烧炉炉排片;所述冷喷涂工艺包括:施工环境控制在温度25℃~35℃,相对湿度40%~60%,风速不超过3m/s,采用空气喷涂所述防腐防粘涂料,控制进气压力0.4-0.6mpa,喷枪距离20-50cm,喷幅调整到20-50cm。
20.较佳的,表干0.5-1h后,升温至50-70℃干燥1-2h后,继续升温至200-250℃干燥固
化0.5-1h。
21.本发明所述垃圾焚烧炉炉排片的施工方法简单,采用常规的喷涂工艺即可,且固化温度不高能够有效节约能源,降低成本。与此同时,本发明采用两步干燥方法,既能保证涂层快速干燥,又能避免涂层干燥过快导致涂层开裂,起到了预料不到的技术效果,该干燥方法能够充分保证金属氧化物溶胶的充分水解,以及相容剂的快速充分交联反应,能够制备致密的纳米陶瓷涂料,具有良好的防腐和防粘效果。
具体实施方式
22.本发明提供一种适用于垃圾焚烧炉炉排片的防腐防粘涂料以及由其支撑的防腐防粘涂层。本发明可采用金属氧化物溶胶为粘结剂,配合纳米陶瓷粉末、氟掺杂石墨烯为骨架材料形成致密的纳米陶瓷涂层,为了进一步提高防腐性能选择添加防腐填料。具体地,本发明的防腐防粘涂料,可包括以下重量份的原料:金属氧化物溶胶40-60份,氟掺杂石墨烯2-4份,纳米陶瓷粉末8-12份,防腐填料6-8份,相容剂3-6份,硅烷偶联剂1-3份,助剂4-7份,溶剂40-60份。
23.金属氧化物溶胶起到粘结剂的作用,可选自氧化铝、氧化钛、氧化锆溶胶的一种以上,其固含量可为10-15%,粒径可为10-30nm。
24.氟掺杂石墨烯和纳米陶瓷粉末可作为骨架材料,其中,氟掺杂石墨烯的氟掺杂量可为10-15wt%,石墨烯的片层厚度为1-10nm,石墨烯片的长度为10-100μm。在一个示例中,所述氟掺杂石墨烯的制备方法如下:将石墨烯均匀分散在乙醇中,加入质量分数为30-40%的氢氟酸水溶液后放于反应釜中,加热至120-180℃,反应时间20-30h,反应完成后自然冷却至室温,离心水洗干燥即得到氟掺杂的石墨烯。纳米陶瓷粉末选自氮化硅,陶瓷微珠,α-刚玉,氮化硼,碳化钨的一种以上,粒径可为20-40nm。
25.防腐填料为纤维状填料,直径可为5-10μm,选自氧化铝纤维、碳化硅纤维的一种以上。
26.相容剂具有式(i)所示的结构:r1(me)2si-(o-sir2r3-)m-(osir2r4-)n-o-si(me)2r1,(i);其中,r1为含碳碳双键的c4-c6的直链烷基,r2和r3各自独立地为c1-c6的烷基,r4为-osi(me)3,m为60-80的整数,n为3-6的整数。
27.硅烷偶联剂可选用氨基类、酰氧基类、烷氧基类和环氧基类硅烷偶联剂。
28.助剂可包括润湿分散剂1-2份,流平剂0.5-1份,消泡剂0.5-1份,防沉剂2-3份。溶剂可选自二甲苯、乙二醇单丁醚、丙二醇甲醚醋酸酯、丁醇、三缩二乙二醇的一种以上。
29.选择将氟掺杂石墨烯、纳米陶瓷粉末、防腐填料在硅烷偶联剂的作用下相互交联、穿插,形成片状-纤维状-颗粒状的稳定结构,该种稳定结构具有极强的物理结合能力,能够避免防腐防粘涂层在外力(不同种类垃圾)冲击下造成脱落、开裂。同时,利用片状-纤维状-颗粒状的稳定结构能够增强涂层的整体韧性,避免涂层内部细微裂隙的产生,防止腐蚀介质侵入涂层内部造成腐蚀;与此同时,所述片状-纤维状-颗粒状的稳定结构富含低表面能的氟和硅元素,在纳米陶瓷涂层表面形成低表面能区域,避免垃圾在炉排片上的粘附。
30.又,本发明选择金属氧化物溶胶作为防腐防粘涂层的主要粘结剂,能够在低温下快速水解交联形成三维氧化结构,赋予涂料良好的耐高温特性和机械强度;进一步,为了克服金属氧化物溶胶与无机填料间的相容性,避免涂层开裂,添加特定结构的相容剂,富含双
键和硅元素,能够在高温固化时发生交联反应,进一步促进涂层的致密性,减少涂层内部应力的不均匀,防止涂层发生缺陷。
31.以下示出一种防腐防粘涂料的制备方法,包括以下步骤:(1)称取氟掺杂石墨烯、纳米陶瓷粉末、防腐填料加入溶剂中混合均匀,滴加硅烷偶联剂继续搅拌均匀,转速500-800rpm,时间30-50min;(2)将步骤(1)的混合物中加入金属氧化物溶胶、相容剂、助剂混合搅拌均匀,研磨直至细度达到15μm以下,即制备得到防腐防粘涂料。
32.所述涂料通过常规的冷喷涂工艺喷涂在垃圾焚烧炉炉排片上,形成0.5-1mm厚的纳米陶瓷涂料,具有良好的耐高温、防腐和防粘性能,且所述施工方法操作简单、成本低廉,容易大规模推广应用。
33.以下示出防腐防粘涂层的制备方法,包括以下步骤:(1)将炉排片进行除油除锈处理,使之至少达到sa2.5级;(2)施工环境控制在温度25℃~35℃,相对湿度40%~60%,风速不超过3m/s,采用空气喷涂的方法喷涂防腐防粘涂料,控制进气压力0.4-0.6mpa,喷枪距离20-50cm,喷幅调整到20-50cm;(3)在上述施工环境中表干0.5-1h后,升温至50-70℃干燥1-2h后,继续升温至200-250℃干燥固化0.5-1h,即制备得到覆盖有防腐防粘涂层的垃圾焚烧炉炉排片。形成的防腐防粘涂层的厚度可为0.5-1mm。
34.本发明所述垃圾焚烧炉炉排片的施工方法简单,采用常规的喷涂工艺即可,且固化温度不高能够有效节约能源,降低成本。与此同时,本发明采用两步干燥方法,既能保证涂层快速干燥,又能避免涂层干燥过快导致涂层开裂,起到了预料不到的技术效果,该干燥方法能够充分保证金属氧化物溶胶的充分水解,以及相容剂的快速充分交联反应,能够制备致密的纳米陶瓷涂料,具有良好的防腐和防粘效果。
35.下面例举实施例以详细说明本发明。应理解,以下实施例只用于对本发明进行进一步说明,不能理解为对本发明保护范围的限制,本领域的技术人员根据本发明的上述内容作出的一些非本质的改进和调整均属于本发明的保护范围。下述示例具体的工艺参数等也仅是合适范围中的一个示例,即本领域技术人员可以通过本文的说明做合适的范围内选择,而并非要限定于下文示例的具体数值。
36.实施例1
37.配制原料:
38.准备以下重量份的原料:氧化铝溶胶20份,氧化锆溶胶30份,氟掺杂石墨烯4份,氮化硅3份,陶瓷微珠6份,氧化铝纤维6份,相容剂6份,硅烷偶联剂3份,助剂7份,溶剂60份。
39.其中,所述氧化铝和氧化锆溶胶的固含量为10-15%,粒径为10-30nm;所述氟掺杂石墨烯中氟掺杂量为10wt%,石墨烯的片层厚度为1-10nm,石墨烯片的长度为10-100μm,所述氮化硅和陶瓷微珠的粒径20-40nm;所述氧化铝纤维的直径为5-10μm。
40.所述相容剂具有式(i)所示的结构:r1(me)2si-(o-sir2r3-)m-(osir2r4-)n-o-si(me)2r1(i)。其中,r1为含碳碳双键的c4的直链烷基,r2和r3各自独立地为ch3,r4为-osi(me)3,m为60-80的整数,n为3-6的整数。所述助剂为润湿分散剂2份,流平剂1份,消泡剂1份,防沉剂3份。溶剂为二甲苯。
41.制备防腐防粘涂料:(1)称取氟掺杂石墨烯、纳米陶瓷粉末、防腐填料加入溶剂中混合均匀,滴加硅烷偶联剂继续搅拌均匀,转速800rpm,时间40min;(2)将步骤(1)的混合物中加入金属氧化物溶胶、相容剂、助剂混合搅拌均匀;研磨直至细度达到15μm以下,即制备得到防腐防粘涂料。
42.实施例2
43.配制原料:
44.准备以下重量份的原料:氧化钛溶胶30份,氧化锆溶胶30份,氟掺杂石墨烯3份,氮化硼5份,碳化钨5份,α-刚玉2份,氧化铝纤维3份,碳化硅纤维4份,相容剂5份,硅烷偶联剂2份,助剂6份,溶剂50份。
45.其中,氧化钛和氧化锆溶胶的固含量为10-15%,粒径为10-30nm;所述氟掺杂石墨烯中氟掺杂量为15wt%,石墨烯的片层厚度为1-10nm,石墨烯片的长度为10-100μm。所述纳米陶瓷粉末选自α-刚玉,氮化硼,碳化钨,粒径20-40nm;所述化铝纤维和碳化硅纤维的直径为5-10μm。
46.所述相容剂具有式(i)所示的结构:r1(me)2si-(o-sir2r3-)m-(osir2r4-)n-o-si(me)2r1,(i);其中,r1为含碳碳双键的c5的直链烷基,r2和r3各自独立地为c4的烷基,r4为-osi(me)3,m为60-80的整数,n为3-6的整数。所述助剂为润湿分散剂2份,流平剂0.5份,消泡剂0.5份,防沉剂3份。所述溶剂为乙二醇单丁醚25份,三缩二乙二醇25份。
47.制备防腐防粘涂料:(1)称取氟掺杂石墨烯、纳米陶瓷粉末、防腐填料加入溶剂中混合均匀,滴加硅烷偶联剂继续搅拌均匀,转速500rpm,时间50min;(2)将步骤(1)的混合物中加入金属氧化物溶胶、相容剂、助剂混合搅拌均匀,研磨直至细度达到15μm以下,即制备得到防腐防粘涂料。
48.实施例3
49.配制原料:
50.准备以下重量份的原料:氧化铝溶胶10份,氧化钛溶胶15份,氧化锆溶胶25份,氟掺杂石墨烯2份,氮化硅3份,α-刚玉5份,碳化钨4份,碳化硅纤维8份,相容剂6份,硅烷偶联剂2份,助剂5份,溶剂60份。
51.其中,所述氧化铝溶胶和氧化钛溶胶的固含量为10-15%,中间粒径为10-30nm。所述氟掺杂石墨烯中氟掺杂量为13wt%,石墨烯的片层厚度为1-10nm,石墨烯片的长度为10-100μm。所述纳米陶瓷粉末的粒径为20-40nm。所述碳化硅纤维的直径为5-10μm。
52.所述相容剂具有式(i)所示的结构:r1(me)2si-(o-sir2r3-)m-(osir2r4-)n-o-si(me)2r1,(i);其中,r1为含碳碳双键的c6的直链烷基,r2和r3各自独立地为c5的烷基,r4为-osi(me)3,m为60-80的整数,n为3-6的整数。所述助剂为润湿分散剂1份,流平剂0.5份,消泡剂0.5份,防沉剂3份;所述溶剂选自丙二醇甲醚醋酸酯20份、丁醇20份、三缩二乙二醇20份。
53.制备防腐防粘涂料:(1)称取氟掺杂石墨烯、纳米陶瓷粉末、防腐填料加入溶剂中混合均匀,滴加硅烷偶联剂继续搅拌均匀,转速700rpm,时间40min;
(2)将步骤(1)的混合物中加入金属氧化物溶胶、相容剂、助剂混合搅拌均匀,研磨直至细度达到15μm以下,即制备得到防腐防粘涂料。
54.实施例4
55.配制原料:
56.准备以下重量份的原料:氧化锆溶胶50份,氟掺杂石墨烯4份,陶瓷微珠4份,α-刚玉纳米陶瓷粉末5份,氧化铝纤维8份,相容剂3份,硅烷偶联剂1份,助剂4份,溶剂40份。
57.所述氧化锆溶胶的固含量为10-15%,粒径为10-30nm;所述氟掺杂石墨烯中氟掺杂量为13wt%,石墨烯的片层厚度为1-10nm,石墨烯片的长度为10-100μm。所述纳米陶瓷粉末的粒径20-40nm;所述氧化铝纤维的直径为5-10μm。
58.所述相容剂具有式(i)所示的结构:r1(me)2si-(o-sir2r3-)m-(osir2r4-)n-o-si(me)2r1,(i);其中,r1为含碳碳双键的c4的直链烷基,r2和r3各自独立地为c3的烷基,r4为-osi(me)3,m为60-80的整数,n为3-6的整数。所述助剂为润湿分散剂1份,流平剂0.5份,消泡剂0.5份,防沉剂2份;所述溶剂选自乙二醇单丁醚20份、丙二醇甲醚醋酸酯20份。
59.制备防腐防粘涂料:(1)称取氟掺杂石墨烯、纳米陶瓷粉末、防腐填料加入溶剂中混合均匀,滴加硅烷偶联剂继续搅拌均匀,转速500rpm,时间50min;(2)将步骤(1)的混合物中加入金属氧化物溶胶、相容剂、助剂混合搅拌均匀,研磨直至细度达到15μm以下,即制备得到防腐防粘涂料。
60.对比例1
61.与实施例1相比,仅添加石墨烯,不添加氟掺杂石墨烯,其余步骤和添加的原料完全相同。
62.对比例2
63.与实施例1相比,所述氟掺杂石墨烯中氟掺杂量为20wt%,其余步骤和添加的原料完全相同。
64.对比例3
65.与实施例1相比,不添加相容剂,其余步骤和添加的原料完全相同。
66.对比例4
67.与实施例1相比,不添加防腐填料,其余步骤和添加的原料完全相同。
68.制备测试样板:(1)取与炉排片相同材料的样板,经进行除油除锈处理,使之至少达到sa2.5级;(2)施工环境控制在温度25℃~35℃,相对湿度40%~60%,风速不超过3m/s,采用空气喷涂的方法分别喷涂实施例1-4及对比例1-4制备的防腐防粘涂料,控制进气压力0.4mpa,喷枪距离50cm,喷幅调整到20-50cm;(3)在上述施工环境中表干1h后,升温至50℃干燥2h后,继续升温至250℃干燥固化1h,即制备得到覆盖有防腐防粘涂层的垃圾焚烧炉炉排片。
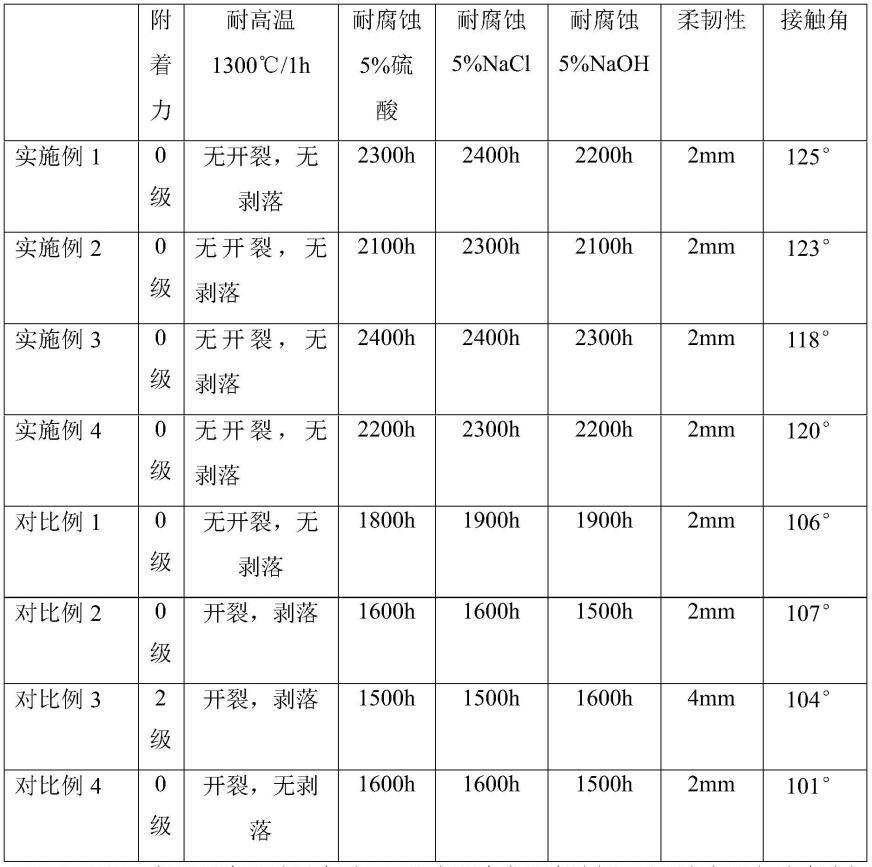
69.耐高温测试:
70.将测试样板放置于高温炉内,升温至1300℃保温1h,随炉冷却,观察涂层表面是否出现开裂或熔融现象,测试结果见表1。
71.表1:
72.从表1的测试实验结果来看,可以发现本发明实施例1-4制备得到的防腐防粘涂层具有良好的耐高温性、防腐蚀性能和防粘性,且所述涂层具有良好的柔韧性能够避免垃圾中固体物质的冲击。
73.另一方面,可以发现氟掺杂石墨烯对于涂层的接触角,防粘性的影响至关重要,且对于片状-纤维状-颗粒状的稳定结构的影响较为明显,氟含量过少或过多均会影响防腐防粘涂层的表面状态,使得涂层的耐高温性、防腐蚀和防粘性受到影响。同时,相容剂和纤维状防腐填料的使用同样可以促进片状-纤维状-颗粒状的稳定结构的生成,提高涂层的耐高温性、防腐蚀和防粘性。
74.测试涂层的固化方法:
75.将实施例1所述防腐防粘涂料制备测试样板,表干1h后,测试不同固化条件下的涂层性能,结果见表2。
76.表2:
77.从表2的测试实验结果来看,本发明通过优化防腐防粘涂层的固化方法,使得涂层的交联固化性能得到改善,极大的提高了涂层的耐高温性、防腐蚀性能和防粘性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1