一种三层胶膜及其生产方法与流程
1.本发明涉及一种三层胶膜及其生产方法,尤其涉及一种应用于一步湿法天窗遮阳板生产所用的三层胶膜及其生产方法。
背景技术:
2.目前,在汽车内饰件生产当中,一步湿法天窗遮阳板的生产,多数采用聚氨酯半硬质泡沫作为芯层材料,在两面涂覆液体状态的聚氨酯胶水后洒水,而后快速在上下两面铺放玻纤毡,背面铺放无纺布,正面铺放面饰层材料,然后放入压机中,通过热压使聚氨酯胶水固化,得到遮阳板产品。
3.由于生产过程当中所用的胶水为液态,且在高温下流动性增加,所以该工艺方法中的聚氨酯胶水经会渗透到面饰层和无纺布层,一旦渗透到面饰层会造成遮阳板产品表面有透胶麻点,造成产品报废。所以现存改良后的生产方法,多会在面饰层与上玻纤层之间增加一片三层胶膜,这种三层胶膜的中间为阻胶层,上下两层为聚乙烯(pe)。与面料粘接的一面通过pe熔化后渗透到面料纤维中实现,与玻纤和聚氨酯胶水接触的一面,由于pe表面能很低,与聚氨酯胶水亲和性差,所以通过电晕增加表面能,而后可与聚氨酯胶水反应型粘结。这种三层胶膜材料的增加可以明显提升一步湿法天窗遮阳板的产品合格率。
4.这种三层胶膜的生产方法是通过三层共挤设备流延或吹膜。中间阻胶层材质多为聚丙烯(pp)或者聚酰胺(pa),但是,pe与pp相容性不佳,pe/pp/pe三层胶膜的层间剥离力较低,在热压得到成品后,剥离力不高,面饰层会带着pe与pp层分开,因而不解决pe与pp之间的粘结力问题,得不到面饰层剥离力高的产品。而且pp材料虽然机械性能优异,但韧性、弹性较差,导致这种三层结构的胶膜在热压过程当中容易被玻纤,或者遮阳板结构中较尖锐的棱角刺穿,刺穿位置成为透胶点,造成遮阳板产品报废。而pe/pa/pe三层胶膜,由于pa价格较高,且pa在生产过程当中需要严格除水,否则会造成胶膜出现鱼眼、晶点等缺陷,缺陷位置也容易透胶,影响了推广和使用。
5.此外,pp与pa的熔点均远高于pe,因而在生产三层胶膜时,无论是流延工艺还是吹膜工艺,模头设定温度都只能为pp或者pa的加工温度,这个加工温度会远远超过pe加工温度,造成pe部分氧化降解影响胶膜性能,而pe的氧化降解又会导致模头需要经常清理,停机清理会造成大量物料浪费,且影响生产效率。
6.由于在阻胶方面的良好效果,这种使用三层胶膜的工艺在其他采用一步湿法甚至两步湿法工艺的汽车内饰产品上也有了应用,比如汽车内饰顶棚,使用三层胶膜之后,表面不再有透胶粘模的风险,从而避免了脱模剂的使用。
7.在竞争越来越激烈的形势下,迫切需要解决成本较低的pe/pp/pe胶膜的层间剥离问题,生产出成本低、剥离力好的的胶膜,最好是对pp层的韧性和弹性也进行改善,减少透胶造成的产品缺陷。
技术实现要素:
8.针对上述存在的问题,本发明目的是提供一种三层胶膜,其中间层有优异的韧性及耐刺穿性能,上下两层优异的粘结性及耐高温性能,且胶膜层间具备良好的粘结力。
9.为了达到以上目的,本发明的技术方案如下:一种三层胶膜,由中间的阻胶层和上下表面的粘结层组成,其特征在于,中间的阻胶层材料为含有苯乙烯
‑
丁二烯
‑
苯乙烯嵌段共聚物(sbs)链段的改性聚丙烯(pp)、上下表面的粘结层材料为含有有机硅链段和苯乙烯(ps)链段的改性聚乙烯(pe)。
10.进一步的,中间的阻胶层的材料为由聚丙烯(pp)、苯乙烯
‑
丁二烯
‑
苯乙烯嵌段共聚物(sbs)、过氧化二异丙苯(dcp),通过高温挤出一步接枝共混方法生产,该改性pp材料的原材料重量组成为100份pp,5
‑
18份sbs,0.9
‑
1.3份dcp。
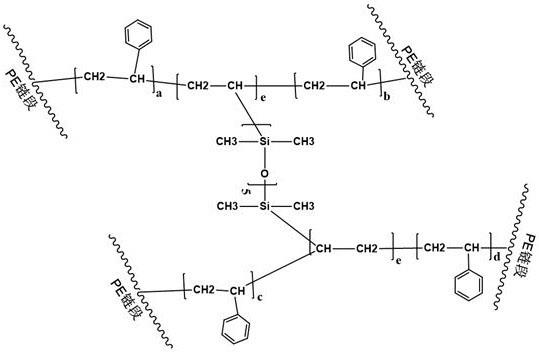
11.进一步的,上下表面的粘结层中,含有有机硅链段和苯乙烯链段的改性聚乙烯具有如下结构:其中,a,b,c,d,e可能为0,1,2,3及以上的自然数。
12.进一步的,上下表面的粘结层的材料由聚乙烯(pe)、苯乙烯,双乙烯基封端的硅氧烷、过氧化二异丙苯(dcp),通过高温挤出一步接枝共混方法生产,该改性pe材料的原材料重量组成为100份pe,1.5
‑
3份苯乙烯,0.5
‑
1份双乙烯基封端的硅氧烷,0.02
‑
0.06份dcp。
13.进一步的,在上下表面的粘结层的材料中,对应于每100份pe还含有3
‑
8份c9氢化石油树脂。
14.上述的三层胶膜的生产方法,包括以下操作步骤:(1)将中间阻胶层的原材料投入高速混合机,将原材料混合均匀;而后采用双螺杆挤出机进行熔融接枝共混造粒,最高温度控制在260℃以下,螺杆转速160
‑
180r/min,得到改性pp颗粒料;将改性pp颗粒料在70
‑
80℃下干燥3
‑
4小时,待降温至40℃以下,每100重量份的改性pp颗粒料加入0.2
‑
0.4份的抗氧剂(该抗氧剂一般可选1010),投入高速混合机中混合均匀,备用;
(2)将上下粘结层的原材料投入高速混合机,将原材料混合均匀;而后采用双螺杆挤出机进行熔融接枝共混造粒,最高温度控制在220℃,螺杆转速190
‑
210r/min,得到改性pe颗粒料;将改性pe颗粒料在60
‑
70℃下干燥3
‑
4小时,备用;(3)使用含有a、b、c三个螺杆的三层共挤流延设备进行三层胶膜生产,其中,a、c两个螺杆为上下粘结层物料的熔融输送螺杆,b螺杆为中间阻胶层物料的熔融输送螺杆。向b螺杆料斗中投入步骤(1)所得的改性pp颗粒料及抗氧剂,向a、c螺杆料斗中投入步骤(2)所得的改性pe颗粒料,a、c螺杆加热温度为210~230℃,b螺杆加热温度为260~280℃,流延模头温度为250~270℃,胶膜总厚度50um,中间阻胶层的厚度为总厚度的60%,上下粘结层的厚度各为总厚度的20%。
15.进一步的,该三层角膜的生产步骤还包含对三层胶膜的下粘结层进行电晕处理。
16.本发明的优点在于:三层胶膜的中间阻胶层由pp与sbs熔融接枝共混方法制得,sbs微粒分散于pp连续相当中,降低pp的结晶度的同时,材料形成“海—岛”结构,因而相比纯pp,材料有更好的韧性和耐穿刺性;三层胶膜的上下粘结层中,通过熔融接枝共混方法向pe链段中引入了有机硅和苯乙烯链段,形成接枝共交联的大分子结构,提高了材料的耐老化性能和耐热性的同时,降低了熔体流动速率,并使上下粘结层的材料在超高温的条件下,有更好的加工稳定性和可控性;三层胶膜的中间阻胶层和上下粘结层中,均含有苯乙烯链段,可以有效增加层间粘合力,解决了pp和pe材料相容性差的问题;上下粘结层中c9氢化石油树脂的加入,会进一步提高层间粘结力,以及粘结层的粘结性能。
具体实施方式
17.本发明所述的原料与设备均为市售常规材料与设备,本发明使用的pp材料牌号为茂名石化的t30s,使用的pe牌号为韩国lg的m9180r,使用的sbs材料牌号为岳阳石化的yh
‑
792。
18.本发明所述的原料双乙烯基封端的硅氧烷合成方法如下:向三口烧瓶中按1:1的摩尔比投入1,3
‑
二乙烯基
‑
1,1,3,3
‑
四甲基二硅氧烷和八甲基环四硅氧烷,开启磁力搅拌,将温度升至70℃,而后加入体系质量分数0.15%的三氟甲基磺酸,保温反应7小时,而后向三口烧瓶中投入碳酸钠,将ph调整至6~7,对产物进行减压蒸馏提纯,得到双乙烯基封端的硅氧烷。反应式如图下。
19.实施例1一种三层阻胶膜,其中,中间层各组分质量分数为:100份pp,18份sbs,0.9份dcp。
20.上下两层粘结层的材料各组分质量分数为:100份pe,8份c9氢化石油树脂,3份苯乙烯,0.5份双乙烯基封端的硅氧烷,0.06份dcp。其中,胶膜厚度50um,中间阻胶层的厚度为总厚度的60%,上下粘结层的厚度各为总厚度的20%,并对三层胶膜的下粘结层进行电晕处
理。
21.实施例2一种三层阻胶膜,其中,中间层各组分质量分数为:100份 pp,10份sbs,0.13份dcp。
22.上下两层粘结层的材料各组分质量分数为:100份pe,5份c9氢化石油树脂,2.5份苯乙烯,1份双乙烯基封端的硅氧烷,0.04份dcp。其中,胶膜厚度50um,中间阻胶层的厚度为总厚度的60%,上下粘结层的厚度各为总厚度的20%,并对三层胶膜的下粘结层进行电晕处理。
23.实施例3一种三层阻胶膜,其中,中间层各组分质量分数为:100份pp,5份sbs,0.10份 dcp。
24.上下两层粘结层的材料各组分质量分数为:100份pe,3份c9氢化石油树脂,1.5份苯乙烯,0.5份双乙烯基封端的硅氧烷,0.02份dcp。其中,胶膜厚度50um,中间阻胶层的厚度为总厚度的60%,上下粘结层的厚度各为总厚度的20%,并对三层胶膜的下粘结层进行电晕处理。
25.对比例1某种市售用于一步湿法天窗遮阳生产工艺的胶膜,结构为pe/pp/pe的胶膜,胶膜厚度50um,中间阻胶层的厚度为总厚度的60%,上下粘结层的厚度各为总厚度的20%,下粘结层已电晕处理。
26.性能测试表1 从以上表1可以看出,改性pp料的熔融指数与pp相比略有降低,有少量sbs发生自交联或者接枝到pp结构中,大部分的sbs仍然以物理混合作用为主;而改性pe料的熔融指数相比pe下降明显,说明结构中形成交联大分子结构,使材料的熔体流动速率明显降低,该材料特性的变化,有利于该材料在超高温的加工条件下,有更好的稳定性和可控性。
27.表2
注:面饰层剥离强度,>10n/5cm判定合格从表2中可以看出,实施例的抗穿刺性能远远高于对比例,说明通过本发明改性生产的三层胶膜,材料韧性得到明显提高,抗刺穿性能较佳,该性能变化也体现在生产统计的遮阳板透胶件数上,使用本发明的三层胶膜生产的一步湿法天窗遮阳板,遮阳板透胶件数明显少于对比例。
28.此外,从表2中也可以看出,使用本发明的三层胶膜生产的遮阳板产品,剥离力明显高于对比例中的样品,且在测试面饰层的剥离力时发现,对比例的剥离面多为阻胶层与粘结层分离,而本发明的胶膜生产的遮阳板的剥离面,多为面饰层结构破坏,说明本发明的三层胶膜层间粘结力明显优于对比例的三层胶膜,且生产的遮阳板产品有更好的可靠性。
29.综上所述,采用本技术的方案,以成本较低的pp为阻胶层主要原料,生产出了韧性较佳、层间剥离力良好的三层胶膜,不但透胶比例大大减少,面料的剥离力也大幅提高,特别适合目前成本压力较大的汽车内饰件生产企业,除了可以用于一步湿法天窗遮阳板,还可以用于一步湿法顶棚和两步湿法顶棚。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1