钢丝绳输送带硫化用环保型胶浆的制作方法
1.本发明属于输送带橡胶制品领域,具体是一种钢丝绳输送带硫化用环保型胶浆。
背景技术:
2.硫化用胶浆广泛应用于输送带的接头和修补维护。硫化接头和热修补为钢丝绳输送带接头和修补维护的主要方式。在硫化时,硫化用胶浆对粘接输送带芯胶和盖胶、增强输送带接头粘合强度起着至关重要的作用。
3.目前,钢丝绳输送带终端使用客户硫化接头和钢丝绳输送带修补维护时使用的胶浆主要为以天然、丁苯胶等普通混胶为主,经汽油等非极性溶剂溶解而制成的胶浆。少部分厂家使用氯丁混胶为主的胶浆,但以氯丁胶为主的材质很难溶解于汽油中,其使用的溶剂主要为三氯甲烷、四氯乙烯、甲苯、二甲苯等极性溶剂,这些溶剂中有些溶剂采购困难,且大部分溶剂毒性较大、有致癌性,在制作和使用胶浆过程中对操作人员危害很大。
技术实现要素:
4.本发明为了解决现有钢丝绳输送带胶浆采购难且毒性大的问题,提供了一种钢丝绳输送带硫化用环保型胶浆。
5.本发明是通过以下技术方案实现的:钢丝绳输送带硫化用环保型胶浆,是由下列重量份的原料制成的,
6.氯丁胶60~100份,顺丁胶0~40份,丁苯胶0~40份,炭黑n330 10~ 30份,白炭黑10~25份,防老剂od 2~4份,防老剂ble 2~4份,活性氧化镁2~6份,硬脂酸1~4份,间苯二酚给予体粘合剂2~6份,粘合促进剂2~ 6份,间接法氧化锌3~8份,阻燃剂10~20份,软化剂7~15份,亚甲基给予体粘合剂2~6份,促进剂0.8~3份,硫磺1~4份,防焦剂0.5~2份,溶剂 500-1000份。
7.作为本发明技术方案的进一步改进,所述氯丁胶为非硫磺调节型氯丁胶。
8.作为本发明技术方案的进一步改进,所述阻燃剂为阻燃剂cp-70。
9.作为本发明技术方案的进一步改进,所述间苯二酚给予体粘合剂为rk或 rs-11或rs。
10.作为本发明技术方案的进一步改进,所述粘合促进剂为硼酰化钴。
11.作为本发明技术方案的进一步改进,亚甲基给予体粘合剂为ra-50。
12.作为本发明技术方案的进一步改进,所述为软化剂为三芳基磷酸酯。
13.作为本发明技术方案的进一步改进,所述促进剂为n-环己基-2-苯并噻唑次磺酰胺或2,2'-二硫代二苯并噻唑。
14.作为本发明技术方案的进一步改进,所述溶剂为汽油与碳酸二甲酯的混合物,质量比为1~3:1。
15.本发明进一步提供了一种钢丝绳输送带硫化用环保型胶浆的制备方法,采用的是如上述原料,包括以下步骤:
16.(1)将氯丁胶、顺丁胶、丁苯胶投入密炼机,混炼,然后加入防老剂od、防老剂ble、硬脂酸、活性氧化镁、间接法氧化锌、间苯二酚给予体粘合剂、粘合促进剂,继续混炼,再加入炭黑n330、白炭黑、阻燃剂、软化剂,混炼、翻胶、混炼、排胶,将密炼机排下的混胶投入开炼机,在开炼机上加入亚甲基给予体粘合剂、促进剂、硫磺、防焦剂;
17.(2)将所得的混炼胶在开炼机上出成薄片,然后裁剪成小块,放入溶剂中,浸泡,使用搅拌机搅拌,直至混炼胶完全溶解到溶剂,即制成钢丝绳输送带硫化用环保型胶浆。
18.与现有技术相比,本发明所述钢丝绳输送带硫化用环保型胶浆具有如下有益效果:
19.(1)与普通混胶制成的胶浆相比,采用本发明制得的钢丝绳输送带用环保型胶浆,用于清洗、粘接己硫化的钢丝绳的粘合性能和修补后的钢丝绳输送带修补处的粘合性能都有提高,即本发明所述胶浆适用于钢丝绳输送带热硫化接头和热修补。
20.(2)制成的钢丝绳输送带硫化用胶浆以氯丁胶为主,在输送带接头、修补中具有冷粘性好,能够很好的起到清洗粘接作用,同时增强硫化后输送带接头、修补硫化胶与钢丝绳骨架、帆布骨架的粘合力。碳酸二甲酯为无色透明液体,是一种环保型、环保性能优异、用途广泛的化工原材料;汽油为无色或淡黄色易挥发液体,为环保型类溶剂,因此按一定比例将碳酸二甲酯和汽油混合,制成的混合溶剂具有环保性好、毒性低、易于采购等特点。混合溶剂不仅对氯丁胶有较好的溶解性,而且未使用苯系溶剂,降低了使用过程和制作过程中对操作人员带来的毒性。间苯二酚给与体粘合剂rk、rs-11、rs作为间甲白体系不仅能够与白炭黑配合使用增强胶浆的粘合体系,而且能够保证胶浆的焦烧存储时间,尤其是 rk;粘合促进剂硼酰化钴在钢丝绳输送带硫化中起到关键作用,在钢丝绳输送带接头和修补中对钢丝绳和输送带覆盖层粘合起到了决定性作用。亚甲基给与体粘合剂与间苯二酚给与体粘合剂、白炭黑能够在一定温度下发生反应,增强胶浆的粘接效果。软化剂三芳基磷酸酯能够降低氯丁胶胶料的粘度,与丁苯胶和顺丁胶很好的溶合,并且三芳基磷酸酯具有阻燃性能够增加胶浆阻燃性。
具体实施方式
21.下面将对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.本发明提供了钢丝绳输送带硫化用环保型胶浆的具体实施方式,是由下列重量份的原料制成的,
23.氯丁胶60~100份,顺丁胶0~40份,丁苯胶0~40份,炭黑n330 10~ 30份,白炭黑10~25份,防老剂od 2~4份,防老剂ble 2~4份,活性氧化镁2~6份,硬脂酸1~4份,间苯二酚给予体粘合剂2~6份,粘合促进剂2~ 6份,间接法氧化锌3~8份,阻燃剂10~20份,软化剂7~15份,亚甲基给予体粘合剂2~6份,促进剂0.8~3份,硫磺1~4份,防焦剂0.5~2份,溶剂 500-1000份。
24.本发明提供的一个实施例中,橡胶原料为氯丁胶和顺丁胶;本发明提供的另一个实施例中,橡胶原料为氯丁胶和丁苯胶;本发明提供的一个实施例中,橡胶原料为氯丁胶、顺丁胶和丁苯胶;本发明提供的另一个实施例中,橡胶原料仅有氯丁胶。
25.本发明提供的一个实施例中,防老剂od的分子式为c
20h27
n,化学名称为辛基化二苯胺;防老剂ble的分子式为c
15h15
n,化学名称为9,9-二甲基吖啶。
26.本发明提供的一个实施例中,所述氯丁胶为非硫磺调节型氯丁胶。本发明提供的另一个实施例中,所述阻燃剂为阻燃剂cp-70,所述阻燃剂cp-70化学名称为氯化石蜡。所述间苯二酚给予体粘合剂为rk或rs-11或rs;所述粘合促进剂为硼酰化钴;亚甲基给予体粘合剂为ra-50;所述为软化剂为三芳基磷酸酯;所述促进剂为n-环己基-2-苯并噻唑次磺酰胺(cz)或2,2'-二硫代二苯并噻唑 (dm);所述防焦剂为n-环己基硫代邻苯二甲酰亚胺(ctp)
27.本发明提供的另一个实施例中,所述溶剂为汽油与碳酸二甲酯的混合物,质量比为1~3:1。
28.本发明还提供了一种钢丝绳输送带硫化用环保型胶浆的制备方法,包括以下步骤:
29.(1)将氯丁胶、顺丁胶、丁苯胶投入密炼机,混炼,然后加入防老剂od、防老剂ble、硬脂酸、活性氧化镁、间接法氧化锌、间苯二酚给予体粘合剂、粘合促进剂,继续混炼,再加入炭黑n330、白炭黑、阻燃剂、软化剂,混炼、翻胶、混炼、排胶,将密炼机排下的混胶投入开炼机,在开炼机上加入亚甲基给予体粘合剂、促进剂、硫磺、防焦剂;
30.(2)将所得的混炼胶在开炼机上出成薄片,然后裁剪成小块,放入溶剂中,浸泡,使用搅拌机搅拌,直至混炼胶完全溶解到溶剂,即制成钢丝绳输送带硫化用环保型胶浆。
31.在步骤(1)的制备过程中,密炼机的转速设定为30r/min。加入橡胶原料混炼的混炼时间为45s;加入粘合促进剂之后的混炼时间为30s;加入软化剂之后的混炼时间为80s;翻胶后的混炼时间为60s。投入开炼机时,开炼机的辊温设定为30℃,开炼机的辊距为3mm。
32.在上述制备过程中,翻胶后的混炼时间可设定为60s,也可等密炼机温度达到120℃。
33.在步骤(2)的制备过程中,开炼机辊距调至1mm。
34.本发明所提供的制备方法制备获得的胶浆粘合度高,使用寿命长,能够有效提升钢丝绳输送带接头和修补的效果。
35.为了更清楚的说明本发明,下面通过以下具体实施例进行详细的说明。
36.实施例1:
37.钢丝绳输送带硫化用环保型胶浆,由以下重量份数的原材料制备而成:氯丁胶80份,顺丁胶10份,丁苯胶10份,补强剂炭黑n330 15份,白炭黑20份,防老剂od 2份,防老剂ble 2份,活性氧化镁6份,硬脂酸1份,间苯二酚给予体粘合剂3份,粘合促进剂3份,间接法氧化锌5份,阻燃剂cp-70 10份,软化剂7份,亚甲基给予体粘合剂3份,促进剂1.2份,硫磺3份,防焦剂0.5 份,溶剂550份。
38.其中,所述氯丁胶为非硫磺调节型氯丁胶,所述间苯二酚给予体粘合剂为 rk,所述粘合剂促进剂为硼酰化钴,所述亚甲基给予体粘合剂为ra-50,所述为软化剂为三芳基磷酸酯,所述为促进剂为2,2'-二硫代二苯并噻唑(dm),所述防焦剂为n-环己基硫代邻苯二甲酰亚胺(ctp),所述溶剂为汽油与碳酸二甲酯的混合物,质量比为1:1。
39.钢丝绳输送带硫化用环保型胶浆的制备方法,步骤如下:
40.(1)设定转速30r/min,将氯丁胶、顺丁胶、丁苯胶投入密炼机,混炼45 秒,然后加入防老剂od、防老剂ble、硬脂酸、活性氧化镁、间接法氧化锌、间苯二酚给予体粘合剂、粘合
促进剂,混炼30秒,再加入炭黑n330、白炭黑、阻燃剂cp-70、软化剂,混炼80秒,温度到达120℃,排胶。将开炼机辊距调至3mm,保持开炼机辊温30℃,将密炼机排下的混胶投入开炼机。在开炼机上加入亚甲基给予体粘合剂、促进剂、硫磺、防焦剂。待所有粉料吃尽,混炼均匀后,出片冷却待用。
41.(2)将开炼机辊距调至1mm,将步骤(1)所得的混炼胶在开炼机上出成薄片,然后裁剪成小块,放入混合溶剂中,浸泡48h后使用搅拌机搅拌,直至混炼胶完全溶解到混合溶剂,即制成钢丝绳输送带硫化用环保型胶浆。
42.实施例2:
43.钢丝绳输送带硫化用环保型胶浆,由以下重量份数的原材料制备而成:氯丁胶70份,顺丁胶30份,补强剂炭黑n330 25份,白炭黑10份,防老剂od 3 份,防老剂ble 2份,活性氧化镁2份,硬脂酸1份,间苯二酚给予体粘合剂 5份粘合促进剂5份,间接法氧化锌8份,阻燃剂cp-70 20份,软化剂10份,亚甲基给予体粘合剂5份,促进剂1.5份,硫磺2.5份,防焦剂1.5份,溶剂 700份。
44.所述氯丁胶为非硫磺调节型氯丁胶,所述间苯二酚给予体粘合剂为rs,所述粘合促进剂为硼酰化钴,所述亚甲基给予体粘合剂为ra-50,所述为软化剂为三芳基磷酸酯,所述为促进剂为n-环己基-2-苯并噻唑次磺酰胺(cz),所述防焦剂为n-环己基硫代邻苯二甲酰亚胺(ctp),所述溶剂为汽油与碳酸二甲酯的混合物,质量比为1.3:1。
45.钢丝绳输送带硫化用环保型胶浆的制备方法,步骤如下:
46.(1)设定转速30r/min,将氯丁胶、顺丁胶投入密炼机,混炼45秒,然后加入防老剂od、防老剂ble、硬脂酸、活性氧化镁、间接法氧化锌、间苯二酚给予体粘合剂、粘合促进剂,混炼30秒,再加入炭黑n330、白炭黑、阻燃剂 cp-70、软化剂,混炼80秒,翻胶后混炼60秒,排胶。将开炼机辊距调至3mm,保持开炼机辊温30℃,将密炼机排下的混胶投入开炼机。在开炼机上加入亚甲基给予体粘合剂、促进剂、硫磺、防焦剂。待所有粉料吃尽,混炼均匀后,出片冷却待用。
47.(2)将开炼机辊距调至1mm,将步骤(1)所得的混炼胶在开炼机上出成薄片,然后裁剪成小块,放入混合溶剂中,浸泡24h后使用搅拌机搅拌,直至混炼胶完全溶解到混合溶剂,即制成钢丝绳输送带硫化用环保型胶浆。
48.实施例3:
49.钢丝绳输送带硫化用环保型胶浆,由以下重量份数的原材料制备而成:氯丁胶60份,顺丁胶20份,丁苯胶20份,补强剂炭黑n330 30份,白炭黑25份,防老剂od 4份,防老剂ble 4份,活性氧化镁5份,硬脂酸2份,间苯二酚给予体粘合剂6份,粘合促进剂5份,间接法氧化锌8份,阻燃剂cp-70 20份,软化剂15份,亚甲基给予体粘合剂6份,促进剂1.2份,硫磺3.5份,防焦剂 1份,溶剂600份。
50.所述氯丁胶为非硫磺调节型氯丁胶,所述间苯二酚给予体粘合剂为rs-11,所述粘合促进剂为硼酰化钴,所述亚甲基给予体粘合剂为ra-50,所述为软化剂为三芳基磷酸酯,所述为促进剂为n-环己基-2-苯并噻唑次磺酰胺(cz),所述防焦剂为n-环己基硫代邻苯二甲酰亚胺(ctp),所述溶剂为汽油与碳酸二甲酯的混合物,质量比为2:1。
51.钢丝绳输送带硫化用环保型胶浆的制备方法,步骤如下:
52.(1)设定转速30r/min,将氯丁胶、顺丁胶、丁苯胶投入密炼机,混炼45 秒,然后加
入防老剂od、防老剂ble、硬脂酸、活性氧化镁、间接法氧化锌、间苯二酚给予体粘合剂、粘合促进剂,混炼30秒,再加入炭黑n330、白炭黑、阻燃剂cp-70、软化剂,混炼80秒,翻胶后混炼60秒,排胶。将开炼机辊距调至3mm,保持开炼机辊温30℃,将密炼机排下的混胶投入开炼机。在开炼机上加入亚甲基给予体粘合剂、促进剂、硫磺、防焦剂。待所有粉料吃尽,混炼均匀后,出片冷却待用。
53.(2)将开炼机辊距调至1mm,将步骤(1)所得的混炼胶在开炼机上出成薄片,然后裁剪成小块,放入混合溶剂中,浸泡48h后使用搅拌机搅拌,直至混炼胶完全溶解到混合溶剂,即制成钢丝绳输送带硫化用环保型胶浆。
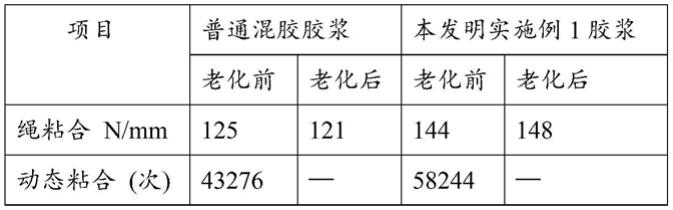
54.制成的钢丝绳输送带硫化用环保型胶浆的粘合性能测试步骤:从已硫化的钢丝绳输送带拨出钢丝绳,钢丝绳直径为5.0mm。打磨处理后,在钢丝绳表面涂刷胶浆,然后用芯胶包覆,硫化反应后的粘合性能,具体如表1所示。
55.表1
[0056][0057]
在上表中所述普通混交胶浆的原料配比为:丁苯胶50份,天然胶30份,顺丁胶20份,补强剂炭黑n330 30份,白炭黑20份,防老剂od 1份,活性氧化镁5份,硬脂酸1份,间苯二酚给予体粘合剂1.5份,粘合促进剂1份,间接法氧化锌8份,软化剂15份,亚甲基给予体粘合剂1.5份,促进剂1.2份,硫磺2.5份,防焦剂0.5份,汽油700份。
[0058]
普通混交胶浆所采用的详细原料同实施例1,且所采用的制备步骤也同实施例1。
[0059]
在已硫化的钢丝绳输送带上打磨涂刷胶浆,然后贴合芯胶层和盖胶层修补进行修补,后硫化反应。详细的粘合性能如表2所示:
[0060]
表2
[0061][0062]
从上表可得知,与普通混胶制成的胶浆相比,采用上述方案制得的钢丝绳输送带用环保型胶浆,用于清洗、粘接己硫化的钢丝绳的粘合性能和修补后的钢丝绳输送带修补处的粘合性能都有提高,即本发明所述胶浆适用于钢丝绳输送带热硫化接头和热修补。
[0063]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进
行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1