一种免封闭漆的高致密冷涂锌涂料的制作方法
1.本发明涉及一种防腐蚀涂料,具体涉及一种冷涂锌涂料。
背景技术:
2.冷涂锌涂料又名冷镀锌、涂膜镀锌,一般由超细锌粉、导电包覆树脂、助剂以及有机挥发溶剂组成。30年来,冷涂锌涂料发展迅速,最终被定义为干膜锌含量高于95%,以阴极保护为主的高固体分涂料,并从富锌涂料种类中分离出来。冷涂锌与传统的环氧富锌涂料具有突出的优势:1.更加绿色环保,不含有cr,pb,hg等重金属;2.施工性能更加优异,在施工时只需要做简单搅拌即可使用且可以缩短一半的干燥时间;3.冷涂锌的质量固含在85%左右,具有高固低黏的特点,使用时少添加或者不添加稀释剂,对周围环境更加友好;4.可以作为导静电涂料和单涂层防腐涂料,应用领域更加广泛。
3.冷涂锌的性能主要取决于树脂与锌粉,而其干膜锌含量在95%以上,树脂作为成膜物质的作用其实被大大削弱。如今国内外对冷涂锌研究的还比较少。现有的研究表明,冷涂锌尚未被解决的一个问题就是涂层的孔隙率几乎在40%以上。高孔隙率使冷涂锌涂层极易被腐蚀介质侵入涂层内部,大大的降低了涂层的防腐蚀性能。高孔隙率还使冷涂锌涂层需要涂覆一层封闭漆,防止在涂覆面漆时产生缩孔。
4.现有技术中大多通过添加纳米材料的方式,如添加石墨烯、气相二氧化硅来降低冷涂锌涂层的孔隙率,不仅工艺复杂,而且成本高昂。
技术实现要素:
5.本发明所要解决的技术问题是,克服现有技术存在的上述缺陷,提供一种不额外添加纳米材料的高致密冷涂锌涂层,这种冷涂锌涂层可以不涂覆封闭漆,直接涂覆面漆。
6.本发明解决其技术问题所采用的技术方案如下:一种免封闭漆的高致密冷涂锌涂层,按重量份计算,原料包括改性片状锌粉10~20份、球状锌粉60~80份、冷涂锌树脂5~8份、醋酸丁酯5~15份、乙二醇丁醚2~10份、防沉剂1~2份;所述改性片状锌粉为硬脂酸和硅烷偶联剂改性的片状锌粉。
7.优选地,所述片状锌粉与球状锌粉的粒径比为10~15:1。片状锌粉与球状锌粉的粒径差较大时有助于形成本发明的涂层结构。
8.优选地,所述球状锌粉的粒径为1200目~1800目优选地,所述醋酸丁酯与乙二醇丁醚的重量比为2~3:1。本发明的特殊涂层结构是在干燥过程中形成,溶剂的选择和配比十分重要,能促使片状锌粉在涂层表面排列。
9.优选地,所述冷涂锌树脂为环氧改性丙烯酸树脂;更优选分子量为13000-25000的环氧改性丙烯酸树脂。
10.优选地,所述防沉剂为聚酰胺蜡。
11.优选地,按重量份计算,所述改性片状锌粉的原料包括片状锌粉40~60份、硬脂酸4~6份、硅烷偶联剂1~2份、无水乙醇30~50份,其中无水乙醇为溶剂。
12.优选地,所述改性片状锌粉的制备方法包括以下步骤:(a)用10~20份无水乙醇稀释4~6份硬脂酸;(b)另取20~40份的无水乙醇和40~60份的片状锌粉加入搅拌罐中,均匀分散;(c)将无水乙醇稀释的硬脂酸加入搅拌罐中,在惰性气氛下加热、搅拌并超声分散;(d)加入1~2份的硅烷偶联剂,搅拌至分散均匀;分离出搅拌罐内的固态物质,即得改性片状锌粉。
13.更优选地,步骤(c)中,所述加热的温度为50~60℃,搅拌的转速为400-600r/min,加热和超声分散的时间为2-3h。加热能够加快锌粉与硬脂酸的反应速度;超声分散使硬脂酸在片状锌粉表面的反应更加均匀,还可以防止片状锌粉在反应过程中的团聚;惰性气氛的作用是防止片状锌粉与空气中的氧气和水反应。
14.优选地,所述的免封闭漆的高致密冷涂锌涂料的制备方法包括以下步骤:(1)将醋酸丁酯、乙二醇丁醚、防沉剂混合均匀;(2)加入冷涂锌树脂,混合均匀,加入改性片状锌粉,搅拌;(3)加入球状锌粉,搅拌,即成。
15.更优选地,步骤(2)和/或步骤(3)中,所述搅拌的转速为800-1000 r/min,搅拌1-1.5h。
16.本发明涂料施涂得到的涂层中,涂层上部为致密的网状,网格为片状锌粉,网线为球状锌粉,涂层下部为致密的球状锌粉层;片状锌粉平整的排列在涂层上部,球状锌粉分布在涂层上部的片状锌粉之间以及涂层下部。
17.本发明通过硬脂酸与片状锌粉表面的反应,将硬脂酸嫁接到片状锌粉表面。使片状锌粉更易在涂层表面铺展。通过硅烷偶联剂改性,在片状锌粉表面形成单分子膜,防止片状锌粉团聚。配合醋酸丁酯和乙二醇丁醚,使得涂料干燥形成涂层的过程中片状锌粉上浮,球状锌粉下降堆积,从而形成特殊的涂层结构,降低冷涂锌涂层的孔隙率。
18.本发明有益效果:本发明涂料能在不额外添加纳米材料的情况下获得上部为致密的网状、下部为致密的球状锌粉层的涂层,降低了冷涂锌涂层的孔隙率,提高了冷涂锌涂层的屏蔽性,提高了涂层对基材的防腐蚀能力;进一步地,因为降低了冷涂锌涂层的孔隙率,也可以提高冷涂锌的配套性——可以不使用封闭漆,直接在冷涂锌涂层上涂覆面漆,避免了封闭漆在涂覆冷涂锌上时产生起泡的风险。
附图说明
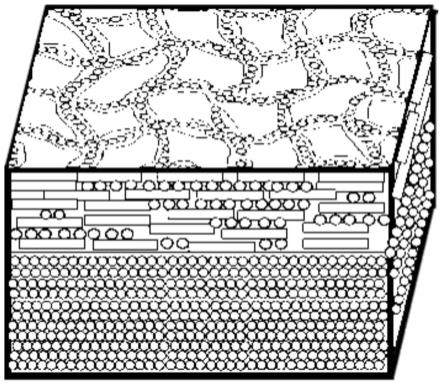
19.图1是本发明实施例1施涂得到的涂层的结构示意图。
20.图2是本发明实施例1施涂得到的涂层截面的sem图。
21.图3是本发明实施例1施涂得到的涂层表面的sem图。
22.图4是对比例施涂得到的涂层表面的sem图。
23.图5是在市售冷涂锌涂层上直接涂覆面漆的漆面效果图。
24.图6是在市售冷涂锌涂层上先涂封闭漆涂层,再涂覆面漆的漆面效果图。
25.图7是在本发明实施例1施涂得到的涂层上直接涂覆面漆的漆面效果图。
具体实施方式
26.以下结合实施例和附图对本发明作进一步说明。
27.本发明实施例所使用的原料,均通过常规商业途径获得。
28.实施例1本实施例免封闭漆的高致密冷涂锌涂料,按重量份计算,由改性片状锌粉10份、球状锌粉75份、冷涂锌树脂7份、醋酸丁酯5份、乙二醇丁醚2份、防沉剂1份制成。
29.所述改性片状锌粉的原料为片状锌粉60份、硬脂酸6份、硅烷偶联剂2份、无水乙醇32份,其中无水乙醇为溶剂。
30.所述片状锌粉与球状锌粉的粒径比为10:1。
31.所述球状锌粉的粒径为1200目。
32.所述醋酸丁酯与乙二醇丁醚的重量比为2.5:1所述冷涂锌树脂为分子量在15000的环氧改性丙烯酸树脂。
33.所述防沉剂为聚酰胺蜡。
34.改性片状锌粉的制备方法为:(a)用10份无水乙醇稀释6份硬脂酸;(b)另取22份的无水乙醇置于搅拌罐中,开启搅拌;将60份的片状锌粉加入所述搅拌罐中,搅拌至片状锌粉分散均匀;(c)将无水乙醇稀释的硬脂酸加入搅拌罐中,在惰性气氛下加热、搅拌并超声分散;所述加热的温度为60℃,搅拌的转速为400r/min,加热和超声分散的时间为2h;(d)加入2份的硅烷偶联剂kh560,搅拌至分散均匀;分离出搅拌罐内的固态物质,即得改性片状锌粉。
35.免封闭漆的高致密冷涂锌涂料的制备方法包括以下步骤:(1)将醋酸丁酯、乙二醇丁醚、防沉剂混合均匀;(2)加入冷涂锌树脂,混合均匀,加入改性片状锌粉,搅拌(转速为800 r/min,搅拌1h);(3)加入球状锌粉,搅拌(转速为800 r/min,搅拌1h),即成。
36.本实施例涂料施涂得到的涂层中,涂层上部为致密的网状,网格为片状锌粉,网线为球状锌粉,涂层下部为致密的球状锌粉层;片状锌粉平整的排列在涂层上部,球状锌粉分布在涂层上部的片状锌粉之间以及涂层下部。
37.图1为本实施例施涂得到的涂层的结构示意图。上层为片状锌粉和球状锌粉共同搭建的网络结构:片状锌粉平整的排列,球状锌粉了填补网络结构中的空隙;下层为球状锌粉形成的致密结构。
38.图2为本实施例施涂得到的涂层截面的显微照片,图中按照横向明显分为四层,按照从下往上的顺序,第一层为基材,第二层为球状锌粉形成的致密结构,第三层为片状锌粉和球状锌粉共同搭建的网络结构,最上一层为背景。
39.图3为本实施例施涂得到的涂层表面的显微照片,可以看到平整排列的片状锌粉(图中深色部分)与片状锌粉之间的球状锌粉(图中圆形浅色部分),涂层表面以片状锌粉为主,只有片状锌粉之间填充有少量球状锌粉。
40.图5为在市售冷涂锌涂层上直接涂覆面漆得到的漆面,可以看出面漆涂层表面出
现很多缩孔(深色圆点)。这是因为冷涂锌涂层有大量的孔隙,面漆涂层在覆盖冷涂锌涂层时,流入孔隙导致的缩孔。
41.图6为在市售冷涂锌涂层上先涂封闭漆涂层,再涂覆面漆得到的漆面,封闭漆涂层将冷涂锌涂层的孔隙填满后,涂覆的面漆涂层不会出现缩孔。
42.图7为本实施例施涂得到的涂层上直接涂覆面漆得到的漆面,本发明的冷涂锌涂层具有高致密的特点,因此不需要封闭漆涂层,直接在其表面涂覆面漆也无缩孔现象。
43.实施例2本实施例免封闭漆的高致密冷涂锌涂料,按重量份计算,由改性片状锌粉15份、球状锌粉65份、冷涂锌树脂12份、醋酸丁酯5份、乙二醇丁醚2份、防沉剂1份制成。
44.所述改性片状锌粉的原料为片状锌粉50份、硬脂酸5份、硅烷偶联剂1.5份、无水乙醇43.5份,其中无水乙醇为溶剂。
45.所述片状锌粉与球状锌粉的粒径比为10:1。
46.所述球状锌粉的粒径为1500目。
47.所述醋酸丁酯与乙二醇丁醚的重量比为2.5:1所述冷涂锌树脂为分子量为13000的环氧改性丙烯酸树脂。
48.所述防沉剂为聚酰胺蜡。
49.改性片状锌粉的制备方法为:(a)用20份无水乙醇稀释5份硬脂酸;(b)另取23.5份的无水乙醇置于搅拌罐中,开启搅拌;将50份的片状锌粉加入所述搅拌罐中,搅拌至片状锌粉分散均匀;(c)将无水乙醇稀释的硬脂酸加入搅拌罐中,在惰性气氛下加热、搅拌并超声分散;所述加热的温度为55℃,搅拌的转速为600r/min,加热和超声分散的时间为2h;(d)加入1.5份的硅烷偶联剂kh560,搅拌至分散均匀;分离出搅拌罐内的固态物质,即得改性片状锌粉。
50.免封闭漆的高致密冷涂锌涂料的制备方法包括以下步骤:(1)将醋酸丁酯、乙二醇丁醚、防沉剂混合均匀;(2)加入冷涂锌树脂,混合均匀,加入改性片状锌粉,搅拌(转速为1000 r/min,搅拌1.5h);(3)加入球状锌粉,搅拌(转速为1000 r/min,搅拌1.5h),即成。
51.本实施例涂料施涂得到的涂层中,涂层上部为致密的网状,网格为片状锌粉,网线为球状锌粉,涂层下部为致密的球状锌粉层;片状锌粉平整的排列在涂层上部,球状锌粉分布在涂层上部的片状锌粉之间以及涂层下部。
52.实施例3本实施例免封闭漆的高致密冷涂锌涂料,按重量份计算,由改性片状锌粉20份、球状锌粉60份、冷涂锌树脂8份、醋酸丁酯7份、乙二醇丁醚3份、防沉剂2份制成。
53.所述改性片状锌粉的原料为片状锌粉55份、硬脂酸6份、硅烷偶联剂2份、无水乙醇37份,其中无水乙醇为溶剂。
54.所述片状锌粉与球状锌粉的粒径比为10:1。
55.所述球状锌粉的粒径为1800目。
56.所述醋酸丁酯与乙二醇丁醚的重量比为2.3:1所述冷涂锌树脂为分子量为13000的环氧改性丙烯酸树脂。
57.所述防沉剂为聚酰胺蜡。
58.改性片状锌粉的制备方法为:(a)用15份无水乙醇稀释6份硬脂酸;(b)另取22份的无水乙醇置于搅拌罐中,开启搅拌;将60份的片状锌粉加入所述搅拌罐中,搅拌至片状锌粉分散均匀;(c)将无水乙醇稀释的硬脂酸加入搅拌罐中,在惰性气氛下加热、搅拌并超声分散;所述加热的温度为60℃,搅拌的转速为400r/min,加热和超声分散的时间为2h;(d)加入2份的硅烷偶联剂kh560,搅拌至分散均匀;分离出搅拌罐内的固态物质,即得改性片状锌粉。
59.免封闭漆的高致密冷涂锌涂料的制备方法包括以下步骤:(1)将醋酸丁酯、乙二醇丁醚、防沉剂混合均匀;(2)加入冷涂锌树脂,混合均匀,加入改性片状锌粉,搅拌(转速为800 r/min,搅拌1h);(3)加入球状锌粉,搅拌(转速为800 r/min,搅拌1.5h),即成。
60.本实施例涂料施涂得到的涂层中,涂层上部为致密的网状,网格为片状锌粉,网线为球状锌粉,涂层下部为致密的球状锌粉层;片状锌粉平整的排列在涂层上部,球状锌粉分布在涂层上部的片状锌粉之间以及涂层下部。
61.对比例本对比例在实施例1的基础上,使用未改性的片状锌粉替代实施例1中的改性片状锌粉,其余配方和制备方法与实施例1相同。
62.本实施例所得涂料施涂得到的涂层表面的显微照片见图4,可以看到球状锌粉占据涂层表面的大部分面积,片状锌粉不能平整排列在涂层表面,这会造成涂层孔隙率增大,易造成涂层点蚀。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1