高可靠性的装饰件与发泡仪表板连接结构的制作方法
1.本实用新型涉及汽车技术领域,具体涉及一种高可靠性的装饰件与发泡仪表板连接结构。
背景技术:
2.针对装饰件与发泡仪表板的连接,目前主流车型通常采用仪表板发泡后铣切穿透表皮/泡沫层/骨架,然后将装饰件通过卡扣等方式卡接在铣切后成型的结构上。这种固定方式,工艺简单,安装方便,但受制于铣切工艺较大公差,其连接可靠性通常较低,容易造成紧固不良、间隙面差不良及产品报废等问题。
技术实现要素:
3.本实用新型的目的就是针对上述技术的不足,提供一种高可靠性的装饰件与发泡仪表板连接结构,稳定可靠,有效解决了因铣切较大的工艺公差而带来的连接/外观/报废等痛点。
4.为实现上述目的,本实用新型所设计的高可靠性的装饰件与发泡仪表板连接结构,依次包括表皮层、泡沫层和骨架层,所述骨架层的外侧设有骨架槽,所述骨架层位于所述骨架槽底部位置的厚度小于所述骨架层的厚度,所述骨架层位于所述骨架槽边缘位置的厚度大于所述骨架层的厚度,所述骨架层位于所述骨架槽底部位置切割开孔形成骨架孔,所述骨架孔的宽度大于所述骨架槽的宽度,装饰条的端部设有卡扣,所述卡扣伸入所述骨架孔卡在所述骨架槽的边沿上。
5.优选地,所述骨架层位于所述骨架槽底部位置的厚度为2.0~2.2mm,是发泡后通过铣切工艺去除的部分。
6.优选地,所述骨架层位于所述骨架槽边缘位置的厚度为4.5~4.7mm,保证所述卡扣卡接在注塑成型的结构上。
7.优选地,所述骨架槽的直径为8.3~8.5mm,保证所述卡扣卡接在注塑成型的结构上。
8.优选地,所述骨架孔的直径为11.5~11.7mm,是发泡后通过铣切工艺去除的部分。
9.优选地,所述表皮层通过搪塑、阳模或注塑工艺成型,所述泡沫层通过poly/iso化学发泡成型,所述骨架层通过注塑工艺成型,所述装饰条通过油漆、电镀、ins或imd工艺成型。
10.本实用新型与现有技术相比,卡扣可直接卡接在注塑成型的产品结构上,不仅安装方便,而且稳定可靠,有效解决了因铣切较大的工艺公差而带来的连接/外观/报废等痛点。
附图说明
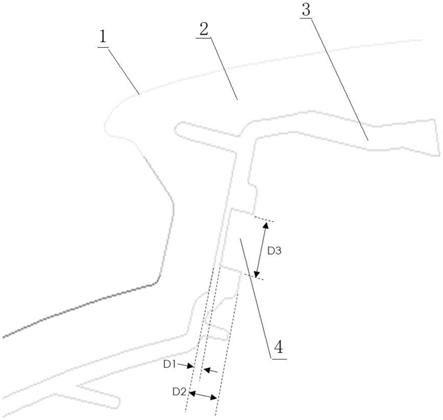
11.图1为本实用新型高可靠性的装饰件与发泡仪表板连接结构发泡后的结构示意
图;
12.图2为本实用新型高可靠性的装饰件与发泡仪表板连接结构铣切工艺后的结构示意图;
13.图3为本实用新型高可靠性的装饰件与发泡仪表板连接结构装饰条组装后的结构示意图。
14.图中各部件标号如下:
15.表皮层1、泡沫层2、骨架层3、骨架槽4、骨架孔5、装饰条6、卡扣7。
具体实施方式
16.下面结合附图和具体实施例对本实用新型作进一步的详细说明。
17.如图1、图2及图3所示,本实用新型一种高可靠性的装饰件与发泡仪表板连接结构,依次包括表皮层1、泡沫层2和骨架层3,骨架层3的外侧设有骨架槽4,骨架层3位于骨架槽4底部位置的厚度小于骨架层3的厚度,骨架层3位于骨架槽4边缘位置的厚度大于骨架层3的厚度,骨架层3位于骨架槽4底部位置切割开孔形成骨架孔5,骨架孔5的宽度大于骨架槽4的宽度,装饰条6的端部设有卡扣7,卡扣7伸入骨架孔5卡在骨架槽4的边沿上。
18.其中,如图1及图2所示,骨架层3位于骨架槽4底部位置的厚度d1为2.0~2.2mm,骨架层3位于骨架槽4边缘位置的厚度d2为4.5~4.7mm,骨架槽4d3的直径为8.3~8.5mm,骨架孔5d4的直径为11.5~11.7mm。
19.另外,本实施例中,表皮层1通过搪塑、阳模或注塑工艺成型,泡沫层2通过poly/iso化学发泡成型,骨架层3通过注塑工艺成型,装饰条6通过油漆、电镀、ins或imd工艺成型。
20.本实用新型高可靠性的装饰件与发泡仪表板连接结构,卡扣7可直接卡接在注塑成型的产品结构上,不仅安装方便,而且稳定可靠,有效解决了因铣切较大的工艺公差而带来的连接/外观/报废等痛点。
技术特征:
1.一种高可靠性的装饰件与发泡仪表板连接结构,依次包括表皮层(1)、泡沫层(2)和骨架层(3),其特征在于:所述骨架层(3)的外侧设有骨架槽(4),所述骨架层(3)位于所述骨架槽(4)底部位置的厚度小于所述骨架层(3)的厚度,所述骨架层(3)位于所述骨架槽(4)边缘位置的厚度大于所述骨架层(3)的厚度,所述骨架层(3)位于所述骨架槽(4)底部位置切割开孔形成骨架孔(5),所述骨架孔(5)的宽度大于所述骨架槽(4)的宽度,装饰条(6)的端部设有卡扣(7),所述卡扣(7)伸入所述骨架孔(5)卡在所述骨架槽(4)的边沿上。2.根据权利要求1所述高可靠性的装饰件与发泡仪表板连接结构,其特征在于:所述骨架层(3)位于所述骨架槽(4)底部位置的厚度为2.0~2.2mm。3.根据权利要求1所述高可靠性的装饰件与发泡仪表板连接结构,其特征在于:所述骨架层(3)位于所述骨架槽(4)边缘位置的厚度为4.5~4.7mm。4.根据权利要求1所述高可靠性的装饰件与发泡仪表板连接结构,其特征在于:所述骨架槽(4)的直径为8.3~8.5mm。5.根据权利要求1所述高可靠性的装饰件与发泡仪表板连接结构,其特征在于:所述骨架孔(5)的直径为11.5~11.7mm。6.根据权利要求1所述高可靠性的装饰件与发泡仪表板连接结构,其特征在于:所述表皮层(1)通过搪塑、阳模或注塑工艺成型,所述泡沫层(2)通过poly/iso化学发泡成型,所述骨架层(3)通过注塑工艺成型,所述装饰条(6)通过油漆、电镀、ins或imd工艺成型。
技术总结
本实用新型涉及汽车技术领域,公开了一种高可靠性的装饰件与发泡仪表板连接结构,依次包括表皮层、泡沫层和骨架层,骨架层的外侧设有骨架槽,骨架层位于骨架槽底部位置的厚度小于骨架层的厚度,骨架层位于骨架槽边缘位置的厚度大于骨架层的厚度,骨架层位于骨架槽底部位置切割开孔形成骨架孔,骨架孔的宽度大于骨架槽的宽度,装饰条的端部设有卡扣,卡扣伸入骨架孔卡在骨架槽的边沿上。本实用新型高可靠性的装饰件与发泡仪表板连接结构,稳定可靠,有效解决了因铣切较大的工艺公差而带来的连接/外观/报废等痛点。接/外观/报废等痛点。接/外观/报废等痛点。
技术研发人员:庞致业
受保护的技术使用者:东风佛吉亚汽车内饰有限公司
技术研发日:2021.02.07
技术公布日:2021/11/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1