一种飞机协调制孔快速定位装置的制作方法
1.本发明专利属于航空飞机装配技术领域,涉及一种飞机协调制孔快速定位装置。
背景技术:
2.y9型平台飞机操纵系统在总装阶段安装过程中由于零件制造误差以及装配公差累积导致大部分零件安装时需要根据现场实际情况来协调零件的具体安装位置,位置确定完成后需要根据零件、结构型材协调制孔,协调制孔首先要确定孔中心,孔定位就需要考虑孔边距是否满足技术要求(即孔中心到零件、结构型材边的距离不小于2倍的孔直径)。现目前没有合适的工具或设备能快速准确的定位出孔位置,只能通过钢板尺或卡尺多次重复测量找到孔边距都满足状态下的孔位置进行制孔。此过程重复测量工作多,效率低。
技术实现要素:
3.本技术提供一种飞机协调制孔快速定位装置,在零件装配协调制孔时,简化孔位置定位过程,提高了定位效率。
4.为了解决上述技术问题,本技术提供一种飞机协调制孔快速定位装置,所述飞机协调制孔快速定位装置包括底座1、支架2、定位轴3、备帽4、弹簧5,其中:
5.底座1为空心杆状座子,底座1的下端设置为凸台,底座1的上端带有内螺纹与支架2下端相连接;支架2为空心管状结构,支架2下端带有外螺纹与底座1上端内螺纹相配合;定位轴3为杆体,定位轴3下端为带凸台的锥形尖端,定位轴3上端带有外螺纹,定位轴3上端从底座1和支架2中间穿过与备帽4连接,备帽4下端带有内螺纹与定位轴3上端的外螺纹相配合;弹簧5为螺旋状弹簧,弹簧5从定位轴3的上端穿入,安装在支架2和备帽4之间。
6.具体的,底座1的下端外径为d1、d1为待制孔孔径的至少2倍。
7.具体的,支架2内径与底座小内径d2一致,支架2的外径小于底座1的外径d2。
8.具体的,定位轴3的下端尖点到定位轴3的凸台上沿高度为h2,所述h2小于底座1下端内孔高度h1。
9.具体的,定位轴3的上端外径d4小于底座1小内径d2,定位轴3的下端凸台外径d5小于底座1大内径d1。
10.具体的,备帽4为圆柱体。
11.具体的,定位轴1的下端尖点处蘸漆料,所述漆料用于确定带制孔的孔中心位置。
12.具体的,弹簧5的内径大于定位轴3的上端外径,弹簧5为预紧状态时,定位轴3下端的锥形尖端高于底座1的下端面;弹簧5为压缩状态时,定位轴3下端的锥形尖端低于底座1的下端面。
13.与现有技术相比,本发明的有益效果优点是:1、本发明无需测量能直接快速定位出协调制孔的孔位置;3、本发明可以通过更换不同直径的底座来满足不同型号规格孔径的协调定位;4、定位装置制作简单、成本低,小巧,便携,操作简单;5、一人可独自操作,即用即定位,方便快捷。
附图说明
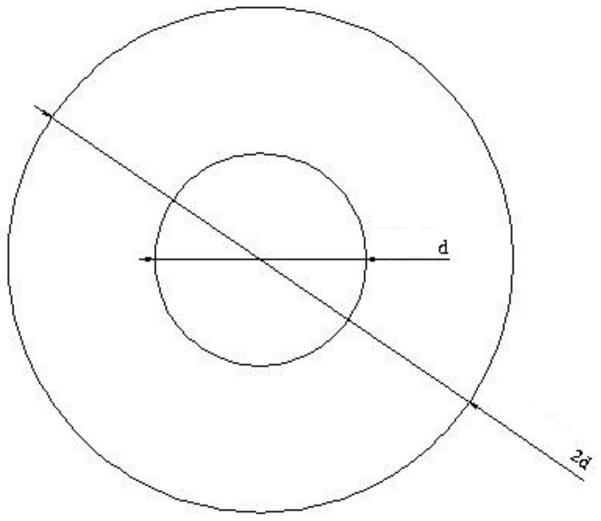
14.图1是本技术提供的孔边距要求图;
15.图2是本技术提供的一种飞机协调制孔快速定位装置的结构示意图;
16.图3是本技术提供的一种底座图;
17.图4是本技术提供的一种支架图;
18.图5是本技术提供的一种定位轴图;
19.图6是本技术提供的一种备帽图;
20.图7是本技术提供的一种飞机协调制孔快速定位装置的使用示意图;
21.其中:1-底座、2-支架、3-定位轴、4-备帽、5-弹簧。
具体实施方式
22.实施例一
23.本发明专利是通过以下技术方案实现的:
24.图1是本技术提供的孔边距要求图,本发明通过分析,零件装配制孔时,只要孔直径d确定,孔中心距四周最小边距就能确定为2d。
25.图2是本技术提供的一种飞机协调制孔快速定位装置的结构示意图。飞机协调制孔快速定位装置是由底座1、支架2、定位轴3、备帽4、弹簧5组成,安装顺序为底座1和支架2螺接、定位轴3穿过底座和支架,上端穿入弹簧5后和备帽4螺接,弹簧预紧压缩保证定位轴3下端略高于底座1下端面。底座1下端外径设计成孔直径的2倍,底座1、支架2、定位轴3同轴,将定位装置底座1垂直贴合于需协调制孔零件或结构上,移动定位装置只需检查底座1下端外形不超出零件或结构型材四周边(即孔边距不小于2倍孔直径),找到符合要求的位置按压备帽4将定位轴1下端挤出与零件或结构接触定位出孔中心(定位轴1下端尖点处可以蘸不同于零件或结构表面的漆料)。
26.图7是本技术提供的一种飞机协调制孔快速定位装置的使用示意图,机上具体操作步骤如下:
27.1)上机检测时先选择合适的底座1,外径为待制孔直径的2倍,如示图3;
28.2)将底座1与支架2连接好,将定位轴3穿过底座和支架,上端穿入弹簧5后和备帽4螺接。按压备帽4将定位轴3按压出下端尖点处蘸漆料
29.3)将定位装置底座1垂直贴合于需协调制孔零件或结构上,移动定位装置检查底座1外形不超出零件或结构型材四周边的位置
30.4)按压备帽4将定位轴1下端压出让带漆料的尖点与零件或结构表面接触定位出孔中心。
31.需要说明的是,孔直径为d,孔边距最小为2d;d1为底座下端凸台外径、通过孔大内径d1、小内径d2,下端内孔高度h1;支架外径d3、定位轴的轴外径d4、凸台外径d5、下端尖点到凸台上沿高度h2;备帽的外径d6。
32.实施例二
33.下面结合附图与具体实施方式对本发明作进一步详细描述:
34.1)零件上协调制φ6孔。
35.根据孔直径得知最小孔边距为6x2=12mm,所以底座1选择外径d1为12mm、d2为
10mm、d1为7mm、d2为3h8、h1为10mm;支架2外径d3为7mm、内径d2为3h8;定位轴3外径d4为3h8、凸台外径d5为5mm、h2为7.5mm;备帽4外径d6为6mm。弹簧5选择内径大于3mm外径选择小于6mm、长度选择压缩后定位轴下端高于底座下端面。
36.按要求将定位装置组装好,定位轴前端蘸少许漆料,将定位装置底座置于零件需要制孔的范围内移动检查底座外径12mm外圆边未超出四周零件指控范围,按压备帽使定位轴下端尖点接触零件表面作标记点,此标记点即为符合协调制孔的定位要求的孔中心,然后按此标记点进行制孔。
37.2)零件上协调制φ8孔。
38.根据孔直径得知最小孔边距为8x2=16mm,所以底座1选择外径d1为16mm、d2为10mm、d1为7mm、d2为3h8、h1为10mm;支架2外径d3为7mm、内径d2为3h8;定位轴3外径d4为3h8、凸台外径d5为5mm、h2为7.5mm;备帽4外径d6为6mm。弹簧5选择内径大于3mm外径选择小于6mm、长度选择压缩后定位轴下端高于底座下端面。
39.按要求将定位装置组装好,定位轴前端蘸少许漆料,将定位装置底座置于零件需要制孔的范围内移动检查底座外径16mm外圆边未超出四周零件指控范围,按压备帽使定位轴下端尖点接触零件表面作标记点,此标记点即为符合协调制孔的定位要求的孔中心,然后按此标记点进行制孔。
40.本发明(发明专利)属于航空飞机装配技术领域,涉及了一种飞机协调制孔快速定位的装置。本发明根据制孔直径先确定孔的最小边距。通过将定位装置底座下端外径设计成孔最小边距尺寸,操作时将定位装置底座垂直置于需要制孔零件或结构上、移动底座只需检查底座下端四周外沿都未超出零件或结构制孔范围的位置(即符合协调制孔要求),按压备帽使定位轴下端尖点漆料与零件或结构接触从而定位出制孔位置。此方法适用于不同规格孔径的协调定位,只需根据待制孔孔径大小选择合适的底座1进行更换即可,此装置定位简单、快捷,减少大量重复的测量工作,提高了工作效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1