具有缩短的通过时间的存放和拣选系统和用于运行其的方法与流程
[0001]
本发明涉及一种用于在存放和拣选系统中拣选货物的方法,该存放和拣选系统具有货物仓库、装载站、分拣单元、包装站、悬挂输送系统和控制系统,所述悬挂输送系统包括运输器件,用于接纳货物和用于在装载站、分拣单元和包装站之间以所述运输器件运输货物。该方法包括:在所述货物仓库中提供货物,其中,所述货物包括平放货物和/或悬挂货物;以及通过控制系统获取拣选订单。此外,该方法包括:从货物仓库中取出货物,具体地,根据第一拣选订单将货物从货物仓库运输至装载站,并且根据第二拣选订单将货物从货物仓库运输至装载站。此外,根据第一拣选订单的货物和根据第二拣选订单的货物分别在装载站处被提供,并且在装载站处也提供悬挂输送系统的运输器件。接着,关于第一拣选订单的货物被转装到悬挂输送系统的运输器件之一中,并且关于第二拣选订单的货物被转装到悬挂输送系统的运输器件中的(另)一个运输器件中。然后,运输器件通过悬挂输送系统从装载站运输至分拣单元中。最后,被分拣的运输器件被从分拣单元运输至包装站。
[0002]
此外,本发明涉及一种用于拣选货物的存放和拣选系统、尤其是用于执行上面提到的方法的存放和拣选系统。该存放和拣选系统包括用于提供货物的货物仓库,其中,所述货物包括平放货物和/或悬挂货物。货物仓库还包括存放位置和用于在存放位置和装载站之间运输货物的货物运输系统。此外,该存放和拣选系统包括:用于根据拣选订单将货物转装到运输器件中的装载站;用于对运输器件进行分拣的分拣单元;用于根据拣选订单将货物从运输器件转装到运载辅助器件中的包装站;悬挂输送系统,包括运输器件,用于接纳货物和用于在装载站、分拣单元和包装站之间以运输器件运输货物;以及控制系统,该控制系统与货物仓库、装载站、分拣单元、悬挂输送系统和包装站以数据技术方式连接并且被构造用于获取拣选订单。此外,控制系统被构造用于控制所述货物运输系统,用于将货物从所述货物仓库中取出,其中,该取出货物包括根据第一拣选订单将货物从所述货物仓库运输至所述装载站并且根据第二拣选订单将货物从所述货物仓库运输至所述装载站。
背景技术:
[0003]
在这方面,ep 2 581 329 b1公开了一种用于拣选具有至少一个被分配给订单的货物的订单和/或用于退货管理的系统。该系统包括具有小车的悬挂轨道设备、供货位置、批次缓冲区以及多个输送路段和包装位置。根据所提出的方法,只要订单的所有货物完全存储在批次缓冲区中或者说订单有资格被用于调用,具有订单的货物的所有小车就被从批次缓冲区中取出并且输送给包装位置。
[0004]
这种过程方式具有一系列缺点。
[0005]
在ep 2 581 329 b1中提出的方法中,多个订单必须能够临时存放在批次缓冲区中。仅仅出于该原因,必须将所述批次缓冲区构造得比较大。ep 2 581 329 b1的货物仓库系统中的其余设备,例如分拣设备,也必须构造得相对较大,因为为了处理输送流,它们必须接纳多个订单的货物的总数。此外,订单的货物在批次缓冲区中的停留时间比较长,由此拣选过程也需要大量的时间。
[0006]
此外,在ep 2 581 329 b1中提出的方法中,在各个要分批次处理的订单之间产生相关性。由此得到的复杂性导致技术上具有挑战性的控制任务并且尤其是导致通过存放和拣选系统的相对长的处理持续时间或者说通过时间。也就是说,从订单接受直至货物交付的时间相对较长。
技术实现要素:
[0007]
因此,本发明的任务是提供一种用于拣选货物的改进的方法和改进的货物仓库系统。尤其是应克服上面提到的缺点。
[0008]
本发明的任务通过开头所提到类型的方法来解决,在该方法中,
[0009]-货物从货物仓库中的取出关于每个拣选订单单独地且与其它拣选订单无关地进行,
[0010]-运输器件通过悬挂输送系统从装载站直接到分拣单元中的运输关于每个拣选订单单独地且与其它拣选订单无关地进行,并且
[0011]-在拣选订单之后在分拣单元中进行运输器件的分拣。
[0012]
此外,本发明的任务通过开头所提到类型的存放和拣选系统来解决,其中,控制系统被构造用于,
[0013]-控制所述货物运输系统,用于将所述货物从所述货物仓库中关于每个拣选订单单独地且与其它拣选订单无关地取出,并且
[0014]-控制所述悬挂输送系统,用于关于每个拣选订单单独地且与其它拣选订单无关地将运输器件从装载站直接运输至分拣单元中,并且
[0015]-该分拣单元被构造用于根据所述拣选订单来分拣所述运输器件。
[0016]
通过所提出的措施克服了开头提到的缺点。尤其是,在装载站与分拣单元之间省去了(批次)缓冲区。取而代之的是,货物直接从装载站被运输至分拣单元。因此,可以显著地减小存放和拣选系统所需的位置或者空间。以相同的方式也缩短了货物在存放和拣选系统中走过的路程,由此订单的处理持续时间或者货物通过存放和拣选系统的通过时间被缩短。
[0017]
此外,通过所建议的过程方式避免了各个订单之间的相关性。取而代之的是,货物从货物仓库中的取出关于每个拣选订单单独地且与其它拣选订单无关地进行。运输器件从装载站的运输关于每个拣选订单也单独地且与其它拣选订单无关地进行。由此可以减小存放和拣选系统的控制系统的技术复杂性,由此流程变得更好地可操作。
[0018]
总体上,通过所提出的措施得到通过存放和拣选系统的订单的较短的处理持续时间或者说较短的货物的通过时间。也就是说,从订单接受直至货物交付的时间相对于现有技术被缩短。
[0019]
所说明的方法的步骤在此可以自动地或者说自动化地进行。尤其是,所说明的方法的所有步骤可以自动地或自动化地进行。
[0020]
从装载站至分拣单元的“直接运输”尤其是意味着,在装载站和分拣单元之间不存在(混乱组织的)缓冲区。“直接运输”尤其是也可以意味着,在装载站与分拣单元之间的运输器件的平均停留时间小于一分钟。平均停留时间可以例如涉及15分钟的核算时间段或者例如涉及1000个运输器件的数量。因此,针对每15分钟的核算时间段或每1000个运输器件,
在装载站与分拣单元之间的运输器件的平均停留时间尤其是小于一分钟。因此,从装载站至分拣单元的运输基本上没有延迟地进行。
[0021]“单独地且与其它拣选订单无关地”尤其是意味着,不形成批次或者放弃形成批次,也就是说,不组合不同订单的货物。因此,货物从货物仓库中的取出和运输器件从装载站到分拣单元中的运输同样基本上没有延迟地进行。
[0022]
在“存放和拣选系统”中,货物例如可以在货物接收区域被交付和接收,并且随后必要时被重新包装,并且存入在仓库中。也可以根据订单拣选货物,也就是说,将货物从仓库取出、关于订单组合并且在货物递交区域上提供该货物以用于运走。货物在货物接收区域与货物递交区域之间没有实质性地改变,完全与制造过程不同。但是,尤其是在非刚性体、例如包或袋的情况下或者在例如由纸板或塑料制成的其它柔性包装的情况下,小的形状改变是可能的。
[0023]“货物”通常是货物交易的对象并且在货物接收区域被交付并且在货物递交区域根据订单向客户运走。“货物”在本发明的范围内尤其是理解为可单个操作的对象或可单个操作的对象组。
[0024]“货物递交区域”应理解为这样的区域,在该区域中,货物从存放和拣选系统中被输出、即尤其是货物输出部。
[0025]“货物接收区域”可理解为这样的区域,在该区域中,向存放和拣选系统输送货物、即尤其是货物输入部。特别地,所交付的货物托架(例如托盘、纸板等)可以手动地或自动地被分开。该过程也称为“卸垛”。
[0026]“存放位置”是在存放和拣选系统中的这样的区域,在该区域上可以存放货物。“存放区域”是在存放和拣选系统中的包括用于存放货物的多个存放位置的区域。例如,存放区域可以被构造为位置固定的或移动的存放货架,所述存放货架提供并排的和彼此重叠的多个存放位置。但是也可以想到的是,存放区域是存放和拣选系统的底板上的被设置用于或预留用于放置和存放货物的区域。因此,步行区域和行车区域不是存放区域,但是可以连接到这些存放区域。存放区域也可以具有用于存放悬挂货物的悬挂杆。存放区域的总和形成了存放和拣选系统的“货物仓库”。
[0027]“装载辅助器件”用于在存放和拣选系统中存放和运输货物。装载辅助器件通常保留在存放和拣选系统中,但是所述装载辅助器件可以像货物那样在货物接收区域上被接收或者在货物递交区域上被交出。
[0028]“第一装载辅助器件”用于将第一订单的至少一个货物分别从第一存放区域运输至装载站并且尤其可以构造为容器、纸板、货盘或托盘。第一装载辅助器件尤其是具有以下特性中的一个或多个特性:
[0029]-第一装载辅助器件在第一存放区域中竖立地或平放地存放并且在第一货物运输系统上竖立地或平放地被运输。但是原则上也可以想到,容器状的装载辅助器件在容器壁上的边缘处悬挂地运输。
[0030]-第一装载辅助器件在运行位置中具有宽度、深度和高度,其中,满足下列条件:宽度+深度>2
·
高度。
[0031]-第一装载辅助器件具有弹性模量大于100mpa的刚性的底部和/或刚性的壁。
[0032]-运输面在第一装载辅助器件的运行位置中布置在第一装载辅助器件的接纳平面
或装载平面下方,在该运输面上,第一装载辅助器件与第一存放区域接触或与第一货物运输系统接触。
[0033]-第一装载辅助器件不具有钩并且因此是无钩的或者说免钩的。
[0034]
在此要注意,不是所有第一装载辅助器件都必须具有相同的特性,而是第一装载辅助器件也可以不同地构造。第一装载辅助器件此外可以具有多个接纳区域/接纳隔室。
[0035]
在本发明中,“第一存放区域”尤其是用于存放第一装载辅助器件。尤其是在那里存放第一装载辅助器件(并且不存放其它装载辅助器件)。例如,第一存放区域可以由存放货架形成和/或由用于第一装载辅助器件的其它放置面形成,特别地由底板上的放置面形成。“存放货架”具有多个相叠布置的平面,这些平面分别具有多个存放位置。尤其是,存放货架可以具有多个相叠布置的货架底部,所述货架底部固定在货架立柱上。为了存入和取出第一装载辅助器件,可以在第一存放区域中设置自动化运行的输送车辆。
[0036]“第二装载辅助器件”用于运输第二订单的至少一个货物,更确切地说从第二存放区域运输至装载站。第二装载辅助器件尤其是可以构造为用于所述悬挂货物的衣架。衣架在其上端部上可以具有钩或者引导件,借助于该钩或者引导件可以将衣架悬挂存放在存放悬挂轨道上,或者可以在第二货物运输系统上悬挂地运输。也可以想到,第二装载辅助器件构造为悬挂袋。此外,可以想到的是,所有的第二装载辅助器件(以及第一装载辅助器件)被构造成与悬挂袋不同。
[0037]
在此也要注意,不是所有第二装载辅助器件都必须具有相同的特性,而是第二装载辅助器件也可以不同地构造。此外应当指出,衣架不限于特定形状,而取而代之地通常也可以称为“悬挂货物支架”。此外,衣架可以布置在悬挂袋的外部或内部。这种组合的第二装载辅助器件既具有悬挂袋也具有用于悬挂衣架的器具也或者衣架本身,该第二装载辅助器件可以特别广泛地使用。
[0038]
在本发明中,“第二存放区域”尤其是用于存放第二装载辅助器件。尤其是,在那里,货物存放在第二装载辅助器件上(并且不是存放在其它装载辅助器件上))。例如,第二存放区域可以包括存放悬挂轨道。为了装入和取出第二装载辅助器件,可以在所述存放悬挂轨道上连接运输悬挂轨道。在第二存放区域中尤其可以存放不同的第二装载辅助器件,例如不仅存放悬挂袋而且存放衣架。
[0039]“第三装载辅助器件”尤其是可以像第一装载辅助器件那样构造或者像第二装载辅助器件那样构造。因此,“第三存放区域”可以被构造成与第一存放区域和/或第二存放区域相同。第三装载辅助器件也可以构造为悬挂袋和/或衣架(见下文)。
[0040]“运输器件”用于将货物从装载站运输至分拣单元和从分拣单元运输至包装站,必要时也用于在分拣单元内部运输货物。运输器件尤其是可以构造为悬挂袋或包括这种悬挂袋并且具有下述特性中的一个或多个特性:
[0041]-悬挂袋悬挂地存放在第三存放区域中和/或悬挂地在悬挂输送系统上运输。
[0042]-悬挂袋在悬挂状态(运行位置)中具有宽度、深度和高度,其中,满足下列条件:宽度+深度<2
·
高度。
[0043]-悬挂袋具有由柔性材料、优选由织物(纺织材料)或膜(塑料膜)制成的底部和/或壁。
[0044]-支撑面具有钩形或支架形状,在该支撑面上,悬挂袋与第三存放区域或与悬挂输
送系统具有接触。
[0045]-支撑面构造成滚轮形并且与悬架袋的钩或弓形件连接,在该支撑面上,悬挂袋与第三存放区域或与悬挂输送系统具有接触。
[0046]-支撑面在悬挂袋的运行位置中布置在其填充平面的上方,在该支撑面上,悬挂袋与第三存放区域或与悬挂输送系统具有接触。
[0047]
尤其是,悬挂袋包括前壁、后壁、底部、由前壁、后壁和底部限定的“保管空间”和构造在悬挂袋的第一侧上的并且由前壁、后壁和底部限定的装载开口和/或卸载开口悬挂袋在第二侧上也可以具有侧壁止挡,货物可以靠着该侧壁止挡放置。尤其是前壁、后壁和底部可以例如通过织物幅或纺织幅一体地构造,所述织物幅或纺织幅在其上端部处存放在悬挂轨道/悬挂杆上并且在底部区域中形成套圈。在闭合位置中,前壁和后壁彼此仅具有小的距离,由此所述装载开口和卸载开口具有小的面积,并且所述悬挂袋的保管空间具有小的体积。在织物幅或纺织幅的情况下,其上端部彼此于是同样仅具有小的距离,并且通过织物幅或纺织幅形成的套圈是狭窄的。因此,在闭合位置中,货物可以被存放在狭窄的空间中并且被运输。相反,在打开位置中,前壁和后壁彼此具有大的距离,由此装载开口和卸载开口具有大的面积并且所述悬挂袋的保管空间具有大的体积。在织物幅或纺织幅的情况下,其上端部彼此同样具有大的距离,并且通过织物幅或纺织幅形成的套圈是很宽的。因此,在打开位置中,可以很好地装载和卸载悬挂袋。
[0048]
构成保管空间的所述织物幅或纺织幅可以通过悬挂支架与引导件连接,该引导件在悬挂轨道上被引导。引导件可以具有可旋转地支承的滚轮,所述滚轮在悬挂轨道上滚动,并且因此构造为“工作车”。当然,将滚轮设置在引导件上不是必须的,而是也可以将引导件构造为在悬挂轨道上滑动的“滑架”。相应的引导件也可以布置在衣架(没有悬挂袋)上。
[0049]
也可以想到的是,悬挂袋或衣架具有钩,利用该钩,该悬挂袋或衣架可以在需要时悬挂在所提到的引导件上(例如悬挂在为此特别设置在引导件中的孔中或悬挂在布置在引导件上的钩上)。也就是说,悬挂袋或衣架可以在需要时被固定到这样的引导件上。这样的引导件于是也可以被称为“悬挂适配器”。
[0050]
例如在德国实用新型de 20 2017 106 993 u1、de 20 2017 100 206 u1或者奥地利专利申请a 50320/2018中公开了一种示例性的悬挂袋。
[0051]
在此也要注意,不是所有的运输器件都必须具有相同的特性,而是运输器件也可以不同地构造。运输器件此外可以具有多个存储区域/存储隔室。此外,衣架可以布置在悬挂袋的外部或内部。这种组合的运输器件既具有悬挂袋也具有用于悬挂衣架的器具也或者衣架本身,这种组合的运输器件可以特别广泛地使用。
[0052]“运载辅助器件”用于接纳从运输器件中卸载的货物。特别地,运载辅助器件可以如第一装载辅助器件那样构造或者具有第一装载辅助器件的特性。但是,运载辅助器件也可以如第二装载辅助器件那样构造或者具有第二装载辅助器件的特性。货物可以在所提到的运载辅助器件中离开存放和拣选系统或者在货物输出部处从运载辅助器件卸载。
[0053]
装载辅助器件或运输器件的“运行位置”的特征在于,货物可以在其中存放并且可利用货物运输系统或悬挂输送系统运输该货物。
[0054]“货物运输系统”用于将装载辅助器件从存放区域运输至装载站。特别地,“第一货物运输系统”用于将第一装载辅助器件从第一存放区域运输至装载站,“第二货物运输系
统”用于将第二装载辅助器件从第二存放区域运输至装载站,并且“第三货物运输系统”用于将第三装载辅助器件从第三存放区域运输至装载站。此外,第三货物运输系统可以被构造用于将第三装载辅助器件直接地(也就是说在绕过装载站的情况下)递交给悬挂输送系统。
[0055]“悬挂输送系统”用于将运输器件从装载站运输至分拣单元和从分拣单元运输至包装站,必要时也用于在分拣单元内部运输该运输器件。悬挂输送系统包括多个“悬挂轨道”、尤其是“运输悬挂轨道”。
[0056]“悬挂轨道”是一种轨道,悬挂袋和/或衣架可以在该轨道上悬挂地存放和/或运输。因此,“存放悬挂轨道”是一种悬挂轨道,悬挂袋和/或衣架可以悬挂地存放在该悬挂轨道上,并且该悬挂轨道尤其是布置在第二存放区域和/或第三存放区域中。“运输悬挂轨道”是一种悬挂轨道,悬挂袋和/或衣架可以通过该悬挂轨道被悬挂地运输。当支撑面构造成钩形或弓形或构造为滑架时,悬挂袋/衣架的钩或弓形件在运输时在悬挂轨道上滑动,悬挂袋或衣架在该支撑面上与悬挂轨道接触。如果支撑面构造成滚轮形或构造为工作车,则悬挂袋/衣架的滚轮在运输时在悬挂轨道上滚动,悬挂袋或衣架在该支撑面上与悬挂轨道接触。
[0057]
货物运输系统和/或悬挂输送系统尤其是包括“位置固定的输送技术装置”的元件或者由其构造。“位置固定的输送技术装置”需要固定安装的用于货物运输的设备。例如,升降机需要框架,升降平台在该框架上运动。但是升降平台不能单独工作。位置固定的输送技术装置的特征尤其在于,在没有紧固件松开的情况下不能将该位置固定的输送技术装置从存放和拣选系统中移除。位置固定的输送技术装置尤其理解为滚轮式输送机、带式输送机、链式输送机等。第一装载辅助器件在第一货物运输系统上尤其是竖立地被运输。第二装载辅助器件在第二货物运输系统上尤其是悬挂地被运输。运输器件同样悬挂地在悬挂输送系统上被运输。在第三货物运输系统上,可以以混合的运输方式运输货物。
[0058]“货架操作器”是自动化运行的用于货物运输的输送车辆,所述输送车辆自主地或无驾驶员地在轨道上行驶并且可以实施为单平面货架操作器(也称为“穿梭机”)或实施为多平面货架操作器。货架操作器尤其具有运输平台,在该运输平台上暂时接纳待运输的货物。代替运输平台或附加于运输平台,货架操作器也可以具有用于接纳悬挂袋和/或衣架的(可伸缩的)悬挂杆或悬挂轨道。例如,运输平台/悬挂杆可以固定地紧固在货架操作器上,但是运输平台/悬挂杆也可以相对于货架操作器的底盘竖直地和/或侧向地运动,以便例如能够将货物存入到存放货架中和从存放货架中取出。在底盘上布置有多个轮,所述多个轮中的至少一个轮被驱动。此外,货架操作器还包括电子控制器,用于接收来自上级控制器的指令和用于控制/调节货架操作器的运动。货架操作器需要位置固定的输送技术装置的元件(即轨道)以用于该货架操作器的运行。出于该原因,在本发明的范围内,货架操作器被归入位置固定的输送技术装置。
[0059]“装载装置”是一种装置或一种区域或位置,在该装置或区域或位置上,货物可以由装载辅助器件转装到运输器件中。为了控制货物的装载过程,装载装置可以具有装载控制器。然而也可以想到的是,装载过程备选地或附加地由存放和拣选系统的控制系统控制。“装载站”包括多个装载装置或形成装载装置的整体。
[0060]“包装装置”是一种装置或一种区域或位置,在该装置或区域或位置处,货物可以由运输器件装载到运载辅助器件中或装载到运载辅助器件上。为了控制包装过程,包装装
置可以具有包装控制器。然而也可以想到的是,包装过程备选地或附加地由存放和拣选系统的控制系统控制。“包装站”包括多个包装装置或者说形成包装装置的整体。
[0061]
装载装置和包装装置可以分别构造用于自动的、手动的或混合地自动/手动的运行,其中,手动的运行尤其可以是计算机辅助的。为此,所提到的装置可以包括不同的功能单元,例如机器人和/或用于翻转第一装载辅助器件的翻转装置和/或用于在供应位置上打开悬挂袋的装置(例如出于人体工程学的原因)以及输出单元(例如显示器或语音输出单元)、输入单元(例如键盘、触摸显示器或语音输入单元)和/或检测单元(例如扫描仪)。在自动的或混合地自动/手动的运行中,可以指示机器人和/或翻转装置执行特定的运动过程。在手动的或混合地自动/手动的运行中,可以借助输出单元指示工人执行特定的过程。通过输入单元和/或检测单元,工人可以提供反馈。上述过程因此手动地计算机辅助地进行。所提到的功能单元可以通过控制相应的装置来控制,即通过装载装置的装载控制器或包装装置的包装控制器来控制。但是也可以想到,所提到的功能单元备选地或附加地由存放和拣选系统的控制系统来控制。
[0062]
在“自动”运行中,独立地实施预先给定的运动过程,例如由“机器人”实施。在“自动化的运行”中,设备可以完全或部分地在没有人的协作的情况下工作。因此,“自动化的运行”可以是自动的运行和/或手动地计算机辅助的运行。在“手动地计算机辅助的”运行中,工人从控制器接收指令,并且必要时将反馈提供给控制器。在“混合地手动/自动的”运行中,自动地(例如由机器人)执行过程的部分,而由工人(例如手动地计算机辅助地)执行其它部分。
[0063]“供应位置”通常是一种位置,在该位置处,装载辅助器件、运输器件或运载辅助器件被供应或被提供。在该位置上,可以装载和/或卸载相关的装载辅助器件或运输器件。例如,该供应位置可以由用于货物运输系统上的装载辅助器件的保持位置或者由用于悬挂输送系统上的运输器件的保持位置形成。
[0064]
因此,“装载供应位置”是一种供应位置,该供应位置布置在装载装置上或是装载装置的一部分。“包装供应位置”因此是一种供应位置,该供应位置布置在包装装置上或者是包装装置的一部分。
[0065]“分拣单元”是一种设备,利用该设备可以将货物(更确切地说包含货物的运输器件)带入预先给定的或可预先给定的顺序。尤其,可以在多个“分拣级”中进行分拣,这些分拣级相继地被通过。分拣单元或分拣级也可以包括多个“分拣轨道”,货物/运输器件被暂时接纳在所述“分拣轨道”中。例如,分拣单元可以构造为矩阵分拣器。
[0066]“运送设备”用于在货物递交区域或在货物输出部处提供被装载的运载辅助器件。在简单的情况下,运送设备通过从包装装置引导离开的输送技术装置形成。
[0067]“货物储备仓库”是主要或仅存放新货物的存放区域。“新货物”是尚未被交付并且准备好用于订单的货物。
[0068]“退货货物仓库”是主要或仅存放退货货物的存放区域。“退货货物”是已经被交付但又被接收者退回并且准备好用于新订单的货物。
[0069]
在本发明的范围内,“用于拣选货物的订单”(简称“拣选订单”或“订单”)包括至少一个订单行,所述至少一个订单行的配属的货物被存放在存放区域中。例如,在第一存放区域中的袜子可以存放在构造为容器的第一装载辅助器件中。而衬衫可以在第二存放区域中
存放在构造为衣架的第二装载辅助器件上。电子地检测订单并且该订单作为数据组存在。例如,在存放和拣选系统的控制系统中进行订单的检测。但是也可以想到,通过自身的订单计算机进行订单的检测,该订单计算机与存放和拣选系统的控制系统连接。来自客户的订购可以包括一个或多个订单。
[0070]“订单行”(至少)根据货物的货物类型和货物的待拣选的件数来详细说明货物。例如,订单行包含:“1件,带状面条,1kg”或“10件,矿泉水,1升”。所述货物原则上可以是不同的种类并且尤其也可以包括服装。例如,订单行因此也可以是:“1件,衬衫,白色,尺码42”或“3件,牛仔裤,尺码34/34”或“10件,袜子,黑色,尺码43”。订单可以包括单个订单行,例如“10件,矿泉水1升”,或多个订单行,例如“1件,衬衫,白色,尺码42”和“3件,牛仔裤,尺码34/34”。
[0071]“货物类型”表示货物的种类。例如作为货物类型可以设置“带状面条,1kg”或“矿泉水1升”。货物类型尤其也可以包括服装。例如作为货物类型可以设置:“衬衫,白色,尺码42”或“牛仔裤,尺码34/34”或“袜子,黑色,尺码43”。
[0072]
存放和拣选系统的“控制系统”尤其用于订单的检测和订单的实施。为此目的,控制系统在控制技术上与存放和拣选系统的元件连接、尤其是与存放和拣选系统的输送技术装置连接。控制系统尤其可以包括具有在其上运行的程序的计算机并且至少部分地通过可编程逻辑控制器形成。
[0073]
在本发明的范围中,“拣选”可以被理解为用于拣选订单的货物的集合,在更严格的意义上是以第一订单的货物和/或第二订单的货物来装载运载辅助器件。
[0074]“零售”涉及在中间商或最终销售商处的货物交易。“电子商务”涉及在最终客户处的货物交易。中间商/最终销售商的订单是丰富的并且通常包含相同货物类型的许多货物,而最终客户的订单不那么丰富并且包含相同货物类型的少量货物。
[0075]
本发明的有利的设计方案和改进方案现在由从属权利要求以及由结合附图的说明得出。
[0076]
有利的是一种方法,该方法包括附加的步骤:
[0077]-将货物从货物仓库中关于每个拣选订单单独地且与其它拣选订单无关地取出,其中,所述取出包括:
[0078]-根据第三拣选订单将货物从货物仓库运输至装载站,
[0079]-在装载站处根据第三拣选订单提供货物,
[0080]-在装载站处提供悬挂输送系统的运输器件,
[0081]-将关于第三拣选订单的货物转装到悬挂输送系统的运输器件中,并且
[0082]-将该运输器件通过悬挂输送系统从装载站在绕过分拣单元的情况下直接运输至包装站。
[0083]
以这种方式,也可以根据第三拣选订单来拣选货物。在该变型方案中取消了货物的分拣,由此订单的处理持续时间或者货物通过存放和拣选系统的通过时间被更进一步地缩短。
[0084]
也有利的是,通过悬挂输送系统将悬挂货物从第三存放区域运输至分拣单元或包装站。因此,在存放和拣选系统中也有利的是,控制系统被构造用于控制悬挂输送系统,以将悬挂货物从第三存放区域运输至分拣单元或包装单元。因此,能够在需要时绕过分拣单
元。在该变型方案中可以取消货物的分拣,由此订单的处理持续时间或者货物通过存放和拣选系统的通过时间被缩短。
[0085]
适宜的是,货物仓库包括第一存放区域,第一存放区域包括第一存放位置和用于在第一存放位置和装载站之间运输货物的自动化运行的第一货物运输系统,其中,所述货物在从第一存放区域取出时由第一货物运输系统从第一存放位置接收并且由第一货物运输系统运输至装载站。因此,在存放和拣选系统中也有利的是,控制系统被构造用于在将货物从第一存放区域中取出时控制第一货物运输系统以便从第一存放位置接收货物并且将货物运输至装载站。以这种方式,货物可以自动地从第一存放区域运输至装载站。
[0086]
此外适宜的是,在第一存放区域中利用第一装载辅助器件存放所述平放货物。以这种方式,可以节省位置地将平放货物在第一存放区域中存放。尤其是,在第一装载辅助器件中存放多个货物。
[0087]
此外适宜的是,货物仓库包括第二存放区域,第二存放区域具有第二存放位置和用于在第二存放位置和装载站之间运输货物的自动化运行的第二货物运输系统,其中,所述货物在从第二存放区域取出时由第二货物运输系统从第二存放位置接收并且由第二货物运输系统运输至装载站。因此,在存放和拣选系统中也有利的是,控制系统被构造用于在将货物从第二存放区域取出时控制第二货物运输系统以便从第二存放位置接收货物并且将货物运输至装载站。以这种方式,货物也可以从第二存放区域被自动运输至装载站。
[0088]
此外适宜的是,利用第二装载辅助器件将悬挂货物存放在第二存放区域中。以这种方式,也可以节省位置地在第二存放区域中存放悬挂货物。尤其是,在第二装载辅助器件上正好存放货物。
[0089]
也适宜的是,货物仓库包括第三存放区域,第三存放区域具有第三存放位置和用于在第三存放位置和装载站之间运输货物的第三货物运输系统,其中,所述货物在从第三存放区域取出时由第三货物运输系统从第三存放位置接收并且由第三货物运输系统运输至装载站。因此,在存放和拣选系统中也有利的是,控制系统被构造用于在将货物从第三存放区域取出时控制第三货物运输系统以便从第三存放位置接收货物并且将货物运输至装载站。以这种方式,货物也可以从第三存放区域被自动运输至装载站。
[0090]
此外适宜的是,在第三存放区域中利用第三装载辅助器件存放平放货物和悬挂货物。因此,可以以灵活的方式将平放货物和悬挂货物存放在第三存放区域中。尤其是,第三装载辅助器件可以如第一装载辅助器件或如第二装载辅助器件那样构造或者也可以构造为悬挂袋。
[0091]
有利的是,装载站包括第一装载装置和第二装载装置,其中,货物在从第一存放区域取出时由第一货物运输系统从第一存放位置接收并且由第一货物运输系统运输至第一装载装置,并且货物在从第二存放区域取出时由第二货物运输系统从第二存放位置接收并且由第二货物运输系统运输至第二装载装置。据此也有利的是,控制系统被构造用于,在将货物从第一存放区域中取出时控制第一货物运输系统以用于从第一存放位置中接收货物和以用于将货物运输至第一装载装置,并且在将货物从第二存放区域中取出时控制第二货物运输系统以用于从第二存放位置中接收货物和以用于将货物运输至第二装载装置。以这种方式,装载站可以具有不同构造的装载装置,所述装载装置要么专门构造用于操纵第一装载辅助器件要么专门构造用于操纵第二装载辅助器件。
[0092]
此外有利的是,装载站包括第一装载装置和第二装载装置,其中,所述货物在从第三存放区域取出时被第三货物运输系统从第三存放位置接收并且由第三货物运输系统可选地运输至第一装载装置或第二装载装置。因此也有利的是,控制系统被构造用于在将货物从第三存放区域中取出时控制第三货物运输系统,以便从第三存放位置接收货物并且可选地将货物运输至第一装载装置或第二装载装置。以这种方式,可以选择分别最适合于第三装载辅助器件的装载装置,以便将货物转装到运输器件中。因此,装载过程能够对于不同构建的第三装载辅助器件快速地且无干扰地进行。
[0093]
此外有利的是,货物仓库包括第三存放区域,第三存放区域具有第三存放位置和用于在第三存放位置和悬挂输送系统之间运输货物的第三货物运输系统,其中,第三存放区域中的货物包括利用第三装载辅助器件存放的悬挂货物,并且在从第三存放区域取出时,所述悬挂货物由第三货物运输系统从第三存放位置接收并且由第三货物运输系统(在绕过装载站的情况下直接)转移到悬挂输送系统。因此,在存放和拣选系统中也有利的是,控制系统被构造用于在将货物从第三存放区域中取出时控制第三货物运输系统以便从第三存放位置接收货物并且将货物递交给悬挂输送系统。以这种方式可以取消在装载站上将货物从第三装载辅助器件转装到运输器件中。取而代之的是,在这种情况下第三装载辅助器件本身用作运输器件。因此,还能够进一步缩短订单的处理持续时间或者说货物通过存放和拣选系统的通过时间。
[0094]
适宜的是,第三存放区域中的第三装载辅助器件通过以下方式形成:
[0095]-悬挂袋,包括:用于通过第三货物运输系统运输的悬挂支架和用于接纳所述货物的保管空间,和/或
[0096]-悬挂袋,包括:用于通过第三货物运输系统运输的悬挂支架、和用于接纳所述货物的保管空间、和用于悬挂所述货物的运输钩,和/或
[0097]-悬挂适配器,用于悬挂所述货物。
[0098]
以这种方式,平放货物可以在第三存放区域中存放在悬挂袋中,或者悬挂货物可以存放在悬挂袋中或者悬挂货物可以在没有悬挂袋的情况下例如存放在悬挂适配器上。
[0099]
此外适宜的是,在第一存放区域和第二存放区域中的至少一个存放区域构造为货物储备仓库并且第三存放区域构造为退货货物仓库。以这种方式,新货物和退货货物的有效处理是可能的。新货物通常根据货物类型以大件数分拣被交付给存放和拣选系统,而退货货物通常包括不同货物类型的单件。退货货物可以在第三存放区域中尤其被存放在悬挂袋中、优选单独地被存放。
[0100]
有利的是一种方法,该方法包括附加的步骤:
[0101]-通过所述控制系统分析在货物仓库中至少在第一存放区域和第二存放区域之一中以及在第三存放区域中所存放的货物,
[0102]-确定关于所述拣选订单之一所需的货物,
[0103]-当在所述分析中确定所需的货物不仅被存放在第一存放区域和第二存放区域之一中而且被存放在第三存放区域中时,从第三存放区域中取出所述货物。
[0104]
以这种方式,优选地从第三存放区域取出货物。如果退货货物存储在第三存放区域中,则优选地再次优先交付该退货货物。因此,能够将第三存放区域保持得小。
[0105]
然而也有利的是一种方法,该方法包括如下附加的步骤:
[0106]-通过控制系统分析在货物仓库中至少在第一存放区域和第二存放区域之一中以及在第三存放区域中所存放的货物,
[0107]-确定所述拣选订单之一所需的货物,
[0108]-当在所述分析中确定所需的货物不仅被存放在第一存放区域和第二存放区域之一中而且被存放在第三存放区域中时,从第一存放区域和第二存放区域之一中取出所述货物。
[0109]
以这种方式,优选地将货物优先从第一存放区域和第二存放区域中取出。如果在第一存放区域和第二存放区域中存放新货物库,则该新货物优选被交付。因此,能够将第一存放区域和第二存放区域保持得小。
[0110]
适宜的是,在在转装关于第一拣选订单和第二拣选订单之一的货物之后,只要在第一装载辅助器件和/或第二装载辅助器件中还包含货物,就将第一装载辅助器件和/或第二装载辅助器件运输回到货物仓库中。由此,当前不需要的货物接着可以供另外的拣选订单使用。
[0111]
适宜的是,所述运输器件具有标记特性并且通过控制系统检测货物的标记特性,其中,在将所述货物转装到运输器件中之后,由检测器件自动检测所述运输器件的标记特性并且通过所述控制系统将所述货物在数据技术上与所属的运输器件相关联。尤其有利的是,每个运输器件具有带有明确的识别信息的无接触可读的标记特性,尤其是光学可读的或借助无线电可读的标记特性。由此,货物可以容易地定位在存放和拣选系统内,并且拣选过程(具体地,运载辅助器件的装载)也可以以简单的方式进行。例如,标记特性可以由数据形成,所述数据存储在运输器件的rfid标签(“射频识别标签”)上或者以一维或二维的条形码的形式安装在运输器件上。检测器件则是用于读取rfid标签或条形码的仪器。
[0112]
适宜的是,所述运输器件中的至少一个运输器件装载有多于一个关于第一拣选订单和第二拣选订单之一的货物。以这种方式,可以减少用于拣选订单的运输器件的数量并且因此减小悬挂输送系统的尺寸。
[0113]
此外有利的是,在所述分拣单元中对运输器件的分拣包括根据在相应的拣选订单内的货物的顺序对所述运输器件进行分拣。以这种方式,运输器件关于每个拣选订单以期望的顺序到达包装站。
[0114]
也适宜的是,将所述货物在包装站处从运输器件中取出并且转装到运载辅助器件中。此外,在这方面适宜的是,在将关于第一拣选订单、第二拣选订单和第三拣选订单之一的一个或多个货物从一个运输器件或多个运输器件转装到至少一个运载辅助器件中之后,将所述至少一个运载辅助器件运输至运送设备。以这种方式,可以使用被专门构造用于装运的运载辅助器件、尤其也可以使用一次性包裹,这些运载辅助器件或一次性包裹离开存放和拣选系统的例如在构造为用于载重汽车的装载台的运送设备处的区域。
[0115]
此外适宜的是,所述第一货物运输系统通过用于将所述货物从第一存放位置运输至装载站的取出输送技术装置和用于将所述货物从装载站运输至第一存放位置的存入输送技术装置形成。以这种方式,第一货物运输系统不仅可以用于存入货物而且可以用于取出货物,尤其也可以用于返回输送部分或完全卸载的第一装载辅助器件。
[0116]
此外适宜的是,所述第二货物运输系统通过用于将所述货物从第二存放位置运输至装载站的取出输送技术装置和用于将所述货物从装载站运输至第二存放位置的存入输
送技术装置形成。以这种方式,第二货物运输系统不仅可以用于存入货物而且可以用于取出货物,尤其也可以用于返回输送部分或完全卸载的第二装载辅助器件。
[0117]
有利的是,所述分拣单元具有第一分拣级,并且第一分拣级具有一个或多个分拣轨道,其中,所述第一分拣级被构造用于针对每个分拣轨道缓冲单个第一拣选订单或单个第二拣选订单的运输器件。以这种方式,能够特别有效地并且快速地执行分拣过程。尤其是,由此也可以根据在相应的拣选订单内的货物的顺序对运输器件进行分拣。
[0118]
此外有利的是,所述分拣单元具有第一分拣级和至少一个接着第一分拣级的第二分拣级,其中,第二分拣级被构造用于对关于第一拣选订单和第二拣选订单之一的运输器件按照预先给定的顺序进行分拣。以这种方式,每个拣选订单的运输器件以期望的顺序到达包装站。
[0119]
在此应当注意,针对所提出的存放和拣选系统公开的变型方案和优点同样涉及所提出的方法,并且反之亦然。
附图说明
[0120]
为了更好地理解本发明,借助以下附图对本发明进行更详细阐释。
[0121]
在此,分别以非常简化的示意图示出:
[0122]
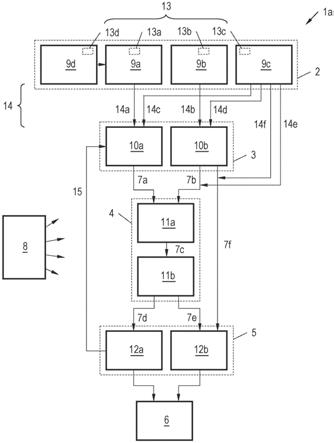
图1示出示意示出的存放和拣选系统的第一实施方式,以及
[0123]
图2示出稍微更详细地示出的存放和拣选系统的第二实施方式。
具体实施方式
[0124]
首先要确定,在不同描述的实施方式中相同的部件设有相同的附图标记或相同的构件名称,其中,在整个说明书中包含的公开内容可以按意义转用到具有相同附图标记或相同构件名称的相同部件上。在说明书中所选择的位置说明,例如上、下、侧等也参照直接描述的以及示出的附图并且在位置改变时按意义转用到新的位置上。
[0125]
图1示出示例性的存放和拣选系统1a的示意图,该存放和拣选系统包括货物仓库2、装载站3、分拣单元4、包装站5、运送设备6、悬挂输送系统7a
…
7f以及控制系统8。不同地,没有设置根据现有技术的布置在装载站3和分拣单元4之间的用于收集不同拣选订单的货物的缓冲装置。
[0126]
在该实例中,货物仓库2包括四个不同的存放区域9a
…
9d,装载站3包括第一装载装置10a和第二装载装置10b,分拣单元4包括第一分拣级11a和至少一个接着第一分拣级的第二分拣级11b,并且包装站5包括第一包装装置12a和第二包装装置12b。
[0127]
存放区域9a
…
9d分别具有多个存放位置13,所述存放位置在图1中象征性地示出。具体地,第一存放区域9a包括多个第一存放位置13a,第二存放区域9b包括多个第二存放位置13b,第三存放区域9c包括多个第三存放位置13c,并且第四存放区域9d包括多个第四存放位置13d。
[0128]
悬挂输送系统7a
…
7f连接装载站3、分拣单元4和包装站5。具体地,悬挂输送系统的第一区段7a将第一装载装置10a与第一分拣级11a连接,悬挂输送系统的第二区段7b将第二装载装置10b与第一分拣级11a连接,悬挂输送系统的第三区段7c将第一分拣级11a与第二分拣级11b连接,悬挂输送系统的第四区段7d将第二分拣级11b与第一包装装置12a连接,
悬挂输送系统的第五区段7e将第二分拣级11b与第二包装装置12b连接,并且悬挂输送系统的第六区段7f将第二装载装置10b与第二包装装置12b连接。
[0129]
此外,在图1中示出货物运输系统14。具体地,图1示出将第一存放区域9a与装载站3连接(具体而言,与第一装载装置10a连接)的第一货物运输系统14a、将第二存放区域9b与装载站3连接(具体而言,与第二装载装置10b连接)的第二货物运输系统14b、将第三存放区域9c与装载站3的第一装载装置10a连接的第三货物运输系统的第一区段14c、以及将第三存放区域9c与装载站3的第二装载装置10b连接的第三货物运输系统的第二区段14d。货物运输系统14还包括第三货物运输系统的可选的第三区段14e,该第三区段通入到悬挂输送系统的第二区段7b中,由此第三存放区域9c与分拣单元4直接连接,并且所述货物运输系统包括第三货物运输系统的可选的第四区段14f,所述第四区段通入到悬挂输送系统的第六区段7f中,由此第三存放区域9c与包装站5直接连接。
[0130]
最后,存放和拣选系统1a包括从包装站5回到装载站3的回送轨道15。
[0131]
图2示出另外的示例性的存放和拣选系统1b的稍微更详细的图示,该另外的示例性的存放和拣选系统在结构上类似于图1中所示的存放和拣选系统1a。
[0132]
具体地,存放和拣选系统1b又包括被安置在建筑物16中的货物仓库2、装载站3、分拣单元4、包装站5、运送设备6和悬挂输送系统7a
…
7e以及象征性示出的控制系统8。
[0133]
在该示例中,货物仓库2包括三个不同的存放区域9a
…
9c。装载站3又具有第一装载装置10a和第二装载装置10b。分拣单元4仅被象征性地示出并且可以包括一个分拣级11a或者多个分拣级11a、11b。包装站5在结构上与图1中的包装站在结构上略有不同地构造并且在该实例中在入口侧具有悬挂输送系统的两个区段7d、7e并且在出口侧具有运送设备6。
[0134]
具体地,悬挂输送系统的第一区段7a将第一装载装置10a与分拣单元4连接,悬挂输送系统的第二区段7b将第二装载装置10b与分拣单元4连接,悬挂输送系统的第四区段7d将分拣单元4与包装站5连接并且悬挂输送系统的第五区段7e同样将分拣单元4与包装站5连接。
[0135]
第一货物运输系统14a又将第一存放区域9a与装载站3的第一装载装置10a连接,第二货物运输系统14b将第二存放区域9b与装载站3的第二装载装置10b连接,第三货物运输系统的第一区段14c将第三存放区域9c与装载站3的第一装载装置10a连接,并且第三货物运输系统的第二区段14d将第三存放区域9c与装载站3的第二装载装置10b连接。
[0136]
第一存放区域9a布置在第一货物接收区域17a的区域中,第二存放区域9b布置在第二货物接收区域17b的区域中,并且第三存放区域9c布置在第三货物接收区域17c的区域中。
[0137]
第一存放区域9a包括具有存放位置13a的多个存放货架18a,以及货架操作器19a和19b,该货架操作器在存放货架18a之间延伸的货架通道中移动。在货架通道的与第一货物接收区域17a相对置的端部上布置有第一货物运输系统14a,该第一货物运输系统通向第一装载装置10a的第一机器人20a。
[0138]
第三存放区域9c同样包括具有存放位置13c的多个存放架18b以及货架操作器19c,该货架操作器在存放货架18b之间延伸的货架通道中移动。在货架通道的与第三货物接收区域17c相对置的端部上布置有第三货物运输系统的第一区段14c,该第一区段同样通往第一装载装置10a的第一机器人20a。在该实例中,第一货物运输系统14a和第三货物运输
系统的第一区段14c被构造为共同的输送轨道。但这不是强制性的条件。
[0139]
第二存放区域9b包括具有存放位置13b的多个存放悬挂轨道21a。在第二存放区域9b的与第二货物接收区域17b相对置的端部上布置有第二货物运输系统14b,该第二货物运输系统被构造为运输悬挂轨道并且通向第二装载装置10b的第二机器人20b。
[0140]
最后,第三存放区域9c还包括具有存放位置13c'的多个存放悬挂轨道21b。在第三存放区域9c的与第三货物接收区域17c相对置的端部上布置有第三货物运输系统的第二区段14d,该第二区段构造为运输悬挂轨道并且同样通向第二装载装置10b的第二机器人20b。
[0141]
最后,第三机器人20c处于包装站5的区域中。
[0142]
在图2所示的示例中,第二存放区域9b和第三存放区域9c包括存放悬挂轨道21a、21b以及运输悬挂轨道14b、14d。但这不是强制性的条件。悬挂货物也可以在第二存放区域9b和/或第三存放区域9c中存放到类似货架的结构中的存放悬挂杆上,并且借助于货架操作器来存入和取出。代替于或附加于运输平台,这种货架操作器具有运输悬挂杆。该悬挂货物可以这样地在存放悬挂杆和运输悬挂杆之间被转移。在类似于货架的结构中,多个存放悬挂杆可以相叠地布置在不同的平面中。因此,上述的货架操作器可以是单平面货架操作器或多平面货架操作器。例如在奥地利专利文献at 516 612 b1中公开这种存放系统。
[0143]
图1中示出的存放和拣选系统1a的功能或者图2中示出的存放和拣选系统1b的功能现在如下:
[0144]
货物22a
…
22e被交付至货物接收区域17a
…
17c并且存入到存放区域9a
…
9c中。尤其是,在第一存放区域9a中借助第一装载辅助器件23存放平放货物,在第二存放区域9b中借助第二装载辅助器件24存放悬挂货物,并且在第三存放区域9c中借助第三装载辅助器件25a
…
25c存放平放货物和悬挂货物。
[0145]
第一装载辅助器件23尤其可以构造为容器、纸板、货盘或托盘。特别地,第一装载辅助器件23包括底部和在所述第一装载辅助器件的下侧上的运输面以及从底部竖起的侧壁,该底部在该底部的上侧上具有接纳位置,至少一个货物22a、优选多个货物22a可以放置在所述接纳位置上,第一装载辅助器件23可以通过所述运输面被运输。
[0146]
第二装载辅助器件24尤其是可以构造为用于悬挂货物的衣架或悬挂袋。衣架或悬挂袋可以在其上端部上具有钩或引导件,借助于该钩或引导件可以将衣架/悬挂袋存放在存放悬挂轨道21a中,或者可以在第二货物运输系统14b上运输所述衣架/悬挂袋。例如在奥地利专利申请a 50320/2018中公开了这种悬挂袋。
[0147]
第三装载辅助器件25a
…
25c尤其可以构造为容器、纸板、货盘或托盘并且存放在存放货架18b中,但也可以构造为衣架或悬挂袋并且存放在存放悬挂轨道21b上。关于第一装载辅助器件23和第二装载辅助器件24所述的内容在此按意义也适用于第三装载辅助器件25a
…
25c。
[0148]
货物22a
…
22e通常能够单独地或者在交付货物支架(未示出)中交付。在存入工序的过程中,货物22a
…
22e可以被分开,但这不是必须的。同样,不必转装至第一装载辅助器件23、第二装载辅助器件24或第三装载辅助器件25a
…
25c中或上,而是也可以想到将交付货物支架直接存入到货物仓库2中。尤其可以想到的是,被交付在衣架上或悬挂袋中的货物22a
…
22e被悬挂在悬挂适配器上并且被存入到第二存放区域9b或第三存放区域9c中。
[0149]
在存放和拣选系统1b的区域中,在装载辅助器件23
…
25c中象征性地示出一些货
物22a
…
22d。具体地,示出第一装载辅助器件23中的货物22a、第二装载辅助器件24中的货物22b、第三装载辅助器件25a中的货物22c以及第三装载辅助器件25c中的货物22d。第二装载辅助器件24和第三装载辅助器件25c在该实例中分别构造为悬挂袋并且为了更好的显示而旋转到绘图平面中。因此,在图2中也可看到保管空间26(明确地表示为用于第三装载辅助器件25c),货物22d存放在所述保管空间中。实际上,悬挂袋24、25c当然向下悬挂并且于是如同其它在图2中示出的悬挂袋那样显现。
[0150]
货架操作器19a和19b可以被归入第一货物运输系统14a,即是第一货物运输系统的一部分。类似地,货架操作器19c可以被归入第三货物运输系统14c、14d中,即是第三货物运输系统的一部分。因此,第一货物运输系统14a于是包括用于将货物22a从第一存放位置13a运输至装载站3的取出输送技术装置以及用于将货物22a从装载站3运输至第一存放位置13a的存入输送技术装置。此外,第三货物运输系统14c于是包括用于将货物22c从第三存放位置13c运输至装载站3的取出输送技术装置和用于将货物22c从装载站3运输至第三存放位置13c的存入输送技术装置。在该实例中,在第一存放区域9a中的存入输送技术装置和取出输送技术装置通过货架操作器19a和19b形成,在第三存放区域9c中的存入输送技术装置和取出输送技术装置通过货架操作器19c形成。
[0151]
运输悬挂轨道14b和14d也可以用于存入和取出货物22b、22d。因此,第二货物运输系统14b也包括用于将货物22b从第二存放位置13b运输至装载站3的取出输送技术装置和用于将货物22b从装载站3运输至第二存放位置13b的存入输送技术装置。此外,第三货物运输系统14d包括用于将货物22d从第三存放位置13c'运输至装载站3的取出输送技术装置和用于将货物22d从装载站3运输至第三存放位置13c'的存入输送技术装置。
[0152]
如从附图中可看到的那样,货物运输系统14a
…
14f不仅布置在存放区域9a
…
9c的内部,而且延伸超出真正的存放区域9a。也就是说,第一货物运输系统14a伸出超过第一存放区域9a,第二货物运输系统14b伸出超过第二存放区域9b并且第三货物运输系统14c
…
14f伸出超过第三存放区域9c。
[0153]
如果拣选订单要通过控制系统8处理,则将配属于订单的货物22a
…
22e从货物仓库2中取出。因此,如果将配属于订单的货物22a存放在第一存放区域9a中,则因此包含相关货物22a的第一装载辅助器件23借助于至少一个货架操作器19a和19b从至少一个存放货架18a中被取出并且被递交到第一货物运输系统14a的输送机构上。接着,配属于订单的货物22a利用第一装载辅助器件23朝向第一机器人20a被运输并且在第一装载供应位置27a处被供应。接着,配属于订单的货物22a由第一机器人20a转装到在第二装载供应位置27b处被供应的运输器件28a中并且被输送至分拣单元4。
[0154]
如果配属于订单的货物22b存放在第二存放区域9b中,则将第二装载辅助器件24借助于第二货物运输系统14b运输至第二机器人20b并且在第三装载供应位置27c处供应,相关的货物22b存放在所述第二装载辅助器件上或中。接着,配属于订单的货物22b由第二机器人20b转装到在第四装载供应位置27d处的运输器件28b中并且同样输送至分拣单元4。
[0155]
如果配属于订单的货物22c、22d存放在第三存放区域9c中,则第三装载辅助器件25a
…
25c被输送至装载站3。
[0156]
如果将配属于订单的货物22c存放在存放货架18b中,则包含相关货物22c的第三装载辅助器件25a借助货架操作器19c从至少一个货架18b中被取出并且被递交给第三货物
运输系统的第一区段14c。接着,配属于订单的货物22c利用第三装载辅助器件25a朝向第一机器人20a运输并且在第一装载供应位置27a处供应。接着,配属于订单的货物22c由第一机器人20a转装到在第二装载供应位置27b处被供应的运输器件28a中并且被输送至分拣单元4。
[0157]
如果配属于订单的货物22d存放在存放悬挂轨道21b中,则将其上或其中存放有相关货物22d的第三装载辅助器件25b、25c借助第三货物运输系统的第二区段14c运输至第二机器人20b并且在第五装载供应位置27e处供应。接着,配属于订单的货物22d由第二机器人20b转装到在第四装载供应位置27d处被供应的运输器件28b中并且同样被输送到分拣单元4。
[0158]
因此,图2中的装载站3包括第一装载装置10a和第二装载装置10b。第一装载装置10a包括第一机器人20a以及第一装载供应位置27a和第二装载供应位置27a。第二装载装置10b包括第二机器人20b以及第三至第五装载供应位置27c
…
27e。
[0159]
在存放和拣选系统1a、1b中,同时处理多个拣选订单。在货物仓库2中提供的货物22a
…
22e从货物仓库2中的取出关于每个拣选订单单独地且与其它拣选订单无关地基本上“无延迟地”进行。该取出包括根据第一拣选订单将货物22a从货物仓库2运输至装载站3,以及根据第二拣选订单将货物22b从货物仓库2运输至装载站3。
[0160]
接着,根据第一拣选订单的货物22a和根据第二拣选订单的货物22b在装载站3处被提供。此外,悬挂输送系统7a
…
7f的运输器件28a、28b在装载站3处被提供。在另外的步骤中,将关于第一拣选订单的货物22a转装到悬挂输送系统7a
…
7f的所提供的运输器件28a中的一个运输器件中,并且将关于第二拣选订单的货物22b转装到悬挂输送系统7a
…
7f的运输器件28b中的(另)一个运输器件中。优选地,总是分别将仅仅一个货物22a、22b装载到相应的运输器件28a、28b中。
[0161]
此后,运输器件28a、28b通过悬挂输送系统7a
…
7f从装载站3关于每个拣选订单单独地且与其它拣选订单无关地直接地、即在没有另外的中间缓冲的情况下基本上“无延迟地”被输送到分拣单元4中。在分拣单元4中,运输器件28a、28b按照拣选订单来分拣。然后,在拣选订单之后分组的运输器件28a、28b从分拣单元4被输送到包装站5。
[0162]
在包装站5处,已分拣的运输器件28a、28b在第一包装供应位置29a和第二包装供应位置29b处被供应,并且被第三机器人20c转装到在第三包装供应位置29c处被供应的运载辅助器件30中。因此,图2中的包装站5包括第三机器人20c以及第一包装供应位置至第三包装供应位置29a
…
29c。
[0163]
最后,装载有货物22e的运载辅助器件30借助于运送设备6被运输至货物递交区域31并且在那里例如被装载到载重汽车中并且被运走。运载辅助器件30例如可以仅装载有平放货物或仅装载有悬挂货物,或者装载有平放货物和悬挂货物的组合。
[0164]
空的或部分填充的运输器件28a、28b可以通过回送轨道15从包装站5被输送回到装载站3。也可以想到的是,空的或还部分填充的第三装载辅助器件25a
…
25c从包装站5输送回到第三存放区域9c中(在附图中未明确示出)。
[0165]
根据所提出的方法,货物22a
…
22e从货物仓库2中的取出关于每个拣选订单单独地且与其它拣选订单无关地进行。
[0166]
也就是说,根据第一拣选订单的货物22a从第一存放区域9a至装载站3的运输和在
装载站3处提供货物22a单独地且与根据第二拣选订单的货物22b从第二存放区域9b至装载站3的运输和在装载站3处提供货物22b无关地进行,并且反之亦然。
[0167]
同样地,运输器件28a、28b通过悬挂输送系统7a
…
7f从装载站3到分拣单元4中的运输关于每个拣选订单单独地且与其它拣选订单无关地直接进行。
[0168]
也就是说,根据第一拣选订单的运输器件28a从装载站3到分拣单元4中的运输单独地且与根据第二拣选订单的运输器件28b从装载站3到分拣单元4中的运输无关地进行,并且反之亦然。
[0169]
运输器件28a、28b从装载站3到分拣单元4中的运输分别直接地进行、即尤其是在没有布置在装载站3和分拣单元4之间的缓冲区中的中间存储的情况下并且尤其是在装载站3和分拣单元4之间没有显著的停留时间的情况下进行。
[0170]
如果还存在第三拣选订单,则这些货物22c、22d也单独地且与其它拣选订单无关地被取出。具体地,这意味着,根据第三拣选订单的货物22c、22d从第三存放区域9c到装载站3的运输和货物22c、22d在装载站3处的提供单独地且与根据第一拣选订单的货物22a从第一存放区域9a到装载站3的运输和货物22a在装载站3处的提供无关地进行,并且也单独地且与根据第二拣选订单的货物22b从第二存放区域9b到装载站3的运输和货物22b在装载站3处的提供无关地进行。
[0171]
运输器件28a、28b关于第三拣选订单从装载站3到分拣单元4中的运输同样直接进行,即尤其在没有布置在装载站3和分拣单元4之间的缓冲区中的中间存储的情况下并且尤其在装载站3和分拣单元4之间没有显著的停留时间的情况下进行。
[0172]
也可以想到的是,运输器件28a、28b关于第三拣选订单通过悬挂输送系统7a
…
7f从装载站3在绕过分拣单元4的情况下直接被输送到包装站5(参见图1中的旁路悬挂输送系统7f)。在该变型方案中取消了货物22c、22d的分拣,由此订单的处理持续时间或者货物22c、22d通过存放和拣选系统1a、1b的通过时间被更进一步地缩短。
[0173]
在附图中示出的存放和拣选系统1a、1b中,装载站3包括第一装载装置10a和第二装载装置10b。据此,货物22a从第一存放区域9a被运输至第一装载装置10a,并且货物22b从第二存放区域9b被运输至第二装载装置10b。来自第三存放区域9c的货物22c、22d可选地被运输至第一装载装置10a或第二装载装置10b。具体地,将存放在存放货架18b中的货物22c运输至第一装载装置10a,并且将存放在存放悬挂轨道21b中的货物22d运输至第二装载装置10b。
[0174]
此外,关于第三存放区域9c中的第三装载辅助器件25a
…
25c可以想到不同的过程方式。例如,第三装载辅助器件25b、25c可以由具有用于通过第三货物运输系统14c
…
14f运输的悬挂支架并且具有用于接纳货物22d的保管空间26的悬挂袋形成。以这种方式,尤其是平放货物可以被存放在第三装载辅助器件25b、25c中。但是也可以想到,第三装载辅助器件25b、25c通过悬挂袋构成,该悬挂袋具有用于通过第三货物运输系统14c、14f运输的悬挂支架并且具有用于接纳货物22d的保管空间26和用于悬挂货物22d的运输钩。以这种方式,尤其能够将悬挂货物存放在第三装载辅助器件25b、25c中。最后也可能的是,第三装载辅助器件25a
…
25c由用于悬挂货物22d的悬挂适配器形成。以这种方式,悬挂货物也可以在第三存放区域9c中不借助于悬挂袋地进行存放。
[0175]
当第三装载辅助器件25a
…
25c被构造用于通过悬挂输送系统7a
…
7f进行运输时,
第三装载辅助器件可以在绕过装载站3的情况下直接被输送到分拣单元4(参见第三货物运输系统的在图1中通入到悬挂输送系统的第二区段7b中的第三区段14e)或者直接被输送到包装站5(参见第三货物运输系统的在图1中通入到悬挂输送系统的第六区段7f中的第四区段14f)。这尤其是当第三装载辅助器件25a
…
25c被构造为悬挂袋或悬挂适配器时是可能的。
[0176]
悬挂输送系统的第二区段7b和第三货物运输系统的第三区段14e可以利用相同的输送技术装置构造并且因此可以理解为一个(单独的)运输系统。同样地,悬挂输送系统的第五区段7f和第三货物运输系统的第四区段14f可以用相同的输送技术装置构造并且因此可以理解为一个(单独的)运输系统。据此,第三存放区域9c可以通过悬挂输送系统或货物运输系统14直接与分拣单元4或包装站5连接。
[0177]
在图2中示出的存放和拣选系统1b中,没有示出第三货物运输系统的第三区段和第四区段14e、14f。然而,在那里也可以不受限制地应用第三货物运输系统的第三区段和第四区段14e、14f。
[0178]
在图2中也没有明确示出从包装站5返回装载站3的回送轨道15以及从包装站5返回到第三存放区域9c的输送轨道。然而,在图2中示出的存放和拣选系统1b中也可以不受限制地使用从包装站5返回到装载站3的回送轨道15以及从包装站5返回到第三存放区域9c中的输送轨道。
[0179]
在分拣单元4中,运输器件28a、28b按照拣选订单来分拣。为此,分拣单元4尤其可以具有第一分拣级11a和跟随该第一分拣级的第二分拣级11b,如图1和图2中所示。在此,第二分拣级11b特别被构造用于将关于第一拣选订单和第二拣选订单之一的运输器件28a、28b按照预先给定的顺序进行分拣。
[0180]
优选地,运输器件28a、28b的分拣根据相应的拣选订单内的货物22a
…
22e的顺序进行。也就是说,第一拣选订单的运输器件28a于是按照顺序分拣地到达包装站5。这同样适用于第二拣选订单的运输器件28b和第三拣选订单的运输器件28a、28b。
[0181]
第一分拣级11a、11b可以具有一个分拣轨道或多个分拣轨道。尤其,第一分拣级11b构造用于针对每个分拣轨道缓冲单个第一拣选订单或单个第二拣选订单的运输器件28a、28b。
[0182]
此外,在货物22a
…
22e的取出之前,可以对存放在第一存放区域9a、第二存放区域9b和第三存放区域9c中的货物22a
…
22e进行分析,并且确定拣选订单中的拣选订单所需的货物22a
…
22e。在第一变型方案中,当在分析中确定所需的货物22a
…
22e不仅被存放在第一存放区域和第二存放区域9a、9b之一中而且被存放在第三存放区域9c中时,就从第三存放区域9c取出货物22c、22d。也就是说,动用第三存放区域9c中的货物的库存,由此该第三存放区域可以相对小地构造。
[0183]
然而也可以想到的是,当在分析中确定所需的货物22a
…
22e不仅被存放在第一存放区域和第二存放区域9a、9b之一中而且被存放在第三存放区域9c中时,从第一存放区域和第二存放区域9a、9b之一中取出货物22a
…
22e。也就是说,在这种情况下动用在第一存放区域9a和/或第二存放区域9b中的货物的库存,由此该第一存放区域和/或第二存放区域可以相对小地构造。
[0184]
有利地,第一存放区域9a和第二存放区域9b构造为货物储备仓库,并且第三存放
区域9c构造为退货货物仓库。第四存放区域9d尤其构造为托盘仓库,该托盘仓库与第一存放区域9a共同作用。然而,对于所提出的方法,这不是强制性的条件,并且存放区域9a
…
9d也可以具有不同的功能。也可以仅设置第一存放区域9a(尤其作为货物储备仓库)和第二存放区域9b(尤其作为退货货物仓库)。
[0185]
为了使悬挂输送系统7a
…
7f的负荷保持得小,运输器件28a、28b中的至少一个运输器件装载有拣选订单的超过一个货物22a
…
22e。只要在货物22a
…
22d转装到运输器件28a、28b中之后在装载辅助器件23、25c中还包含货物22a
…
22d,那么所述货物优选运输回到货物仓库2中(参见回送轨道15)。以这种方式,剩余的货物22a
…
22d可以用于随后的拣选订单。
[0186]
最后有利的是,运输器件28a、28b具有标记特性并且通过控制系统8检测货物22a
…
22e的标记特性,其中,在将货物22a
…
22e转装到运输器件28a、28b中之后,由检测器件自动检测运输器件28a、28b的标记特性并且通过控制系统8将货物22a
…
22e在数据技术上与所属的运输器件28a、28b相关联。在此,尤其有利的是,每个运输器件28a、28b具有带有明确的识别信息的无接触可读的标记特性、尤其是光学可读的或借助无线电可读的标记特性。由此,货物22a
…
22e可以容易地定位在存放和拣选系统1a、1b内,并且拣选过程(具体地,运载辅助器件30的装载)也可以以简单的方式进行。例如,标记特性可以由数据形成,所述数据存储在运输器件28a、28b的rfid标签(“射频识别标签”)上或者以一维或二维的条形码的形式安装在运输器件28a、28b上。
[0187]
针对图1和图2所描述的方法由控制系统8承担。也就是说,控制系统8控制所列举的设备,以便执行所描述的方法,就像在图1和图2中用从控制系统8指离的箭头表明的那样。也可以想到,所述方法的部分由其它上级的或下级的控制器承担。例如,可以通过机器人19a
…
19c、悬挂输送系统7a
…
7f或货物运输系统14
…
14f的控制器来承担所述方法的部分。控制系统8尤其可以包括计算机并且至少部分地通过可编程逻辑控制器形成,所述计算机具有在该计算机上运行的程序。
[0188]
最后指出,保护范围通过权利要求来确定。然而,应参考说明书和附图来解释权利要求。来自所示出的和所描述的不同的实施例的单个特征或特征组合本身可以是独立的发明解决方案。基于独立的发明解决方案的任务可以从说明书中得出。
[0189]
尤其是还指出,所示出的装置在实际中也可以包括比所示更多或更少的组成部分。所示出的装置或其组成部分也可以部分地不按比例和/或放大和/或缩小地示出。
[0190]
附图标记列表
[0191]
1a、1b
ꢀꢀꢀꢀꢀ
存放和拣选系统
[0192]2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
货物仓库
[0193]3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
装载站
[0194]4ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
分拣单元
[0195]5ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
包装站
[0196]6ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
运送设备
[0197]
7a、7f
ꢀꢀꢀꢀꢀ
悬挂输送系统
[0198]8ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
控制系统
[0199]
9a、9d
ꢀꢀꢀꢀꢀ
存放区域
[0200]
10a、10b
ꢀꢀꢀ
装载装置
[0201]
11a、11b
ꢀꢀꢀ
分拣级
[0202]
12a、12b
ꢀꢀꢀ
包装装置
[0203]
13、13c'
ꢀꢀꢀ
存放位置
[0204]
14、14f
ꢀꢀꢀꢀ
货物运输系统
[0205]
15
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
回送轨道
[0206]
16
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
建筑物
[0207]
17a、17c
ꢀꢀꢀ
货物接收区域
[0208]
18a、18b
ꢀꢀꢀ
存放货架
[0209]
19a、19c
ꢀꢀꢀꢀ
货架操作器
[0210]
20a、20c
ꢀꢀꢀꢀ
机器人
[0211]
21a、21b
ꢀꢀꢀꢀ
存放悬挂轨道
[0212]
22a、22e
ꢀꢀꢀꢀ
货物
[0213]
23
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一装载辅助器件
[0214]
24
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二装载辅助器件(衣架)
[0215]
25a、25c
ꢀꢀꢀꢀ
第三装载辅助器件
[0216]
26
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
保管空间
[0217]
27a、27e
ꢀꢀꢀꢀ
装载供应位置
[0218]
28a、28b
ꢀꢀꢀꢀ
运输器件(悬挂袋)
[0219]
29a
…
29c
ꢀꢀꢀ
包装供应位置
[0220]
30
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
运载辅助器件
[0221]
31
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
货物递交区域
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1