一种电子包装卷料盘自动取件设备的制作方法
1.本发明涉及工业生产技术领域,特别是涉及一种电子包装卷料盘自动取件设备。
背景技术:
2.对于目前的自动化电子生产行业而言,在电路板贴片生产线上,为加快电路板芯片贴装的速度,通常先将芯片封装于弹性带中制成料带,再将该料带绕于卷料盘上,从而形成放卷料盘。
3.虽然在电路板贴片生产线上,传统的电子元件智能仓储系统,已经采用了二维码和无线射频技术。但是,在取料工序中,还基本上靠人工作业。这时候,由于用于放置电路板芯片的卷料盘,是多个密集排列在一起,放置在货架中,从而容易导致人工取错卷料盘(例如:没有按要求取出指定位置的目标卷料盘),尤其当指示灯出现故障时,容易出现领错料,严重时导致重大生产事故。
4.因此,目前迫切需要开发出一种技术,其能够方便、可靠地将所需要的目标卷料盘从货架中取出,有效预防领错料,保证取料正确。
技术实现要素:
5.本发明的目的是针对现有技术存在的技术缺陷,提供一种电子包装卷料盘自动取件设备。
6.为此,本发明提供了一种电子包装卷料盘自动取件设备,包括垂直设置的货架;
7.货架的上部后侧,间隔设置有多个卷料盘放置腔;
8.每个卷料盘放置腔的前侧,分别具有一个取料工作腔;
9.取料工作腔朝向卷料盘放置腔的一侧敞开;
10.每个卷料盘放置腔内具有横向等间隔分布的多个弯曲的托架;
11.托架的高度,从前往后逐步增大;
12.每个托架的前端部分上表面,用于放置一个卷料盘;
13.每个托架的顶部后侧,分别固定安装有一个永磁铁;
14.货架的后侧具有货架支撑板;
15.货架支撑板在与每个永磁铁正对应的位置,分别设置有一个电磁铁,多个电磁铁横向等间隔分布;
16.每个取料工作腔的左侧顶部,铰接有多个透明的遮板;
17.每个取料工作腔的底部,具有输送带。
18.其中,托架的形状为圆弧形。
19.其中,托架的前端部,具有向下凸出的托架吊坠。
20.其中,托架,固定设置在横向分布的隔栏中。
21.其中,隔栏包括横向等间隔分布且固定连接在一起的多个分隔架;
22.任意相邻的两个分隔架之间的前端和中部间隙,用于放置卷料盘。
23.其中,分隔架包括相交的上部护栏和下部护栏;
24.上部护栏与下部护栏之间的夹角为锐角;
25.上部护栏的高度,从前往后逐步增大;
26.下部护栏水平分布。
27.其中,对于每个分隔架,上部护栏与下部护栏相对的一侧前后两端,分别通过第一支撑栏和第二支撑栏固定连接;
28.任意相邻的两个分隔架在与第二支撑栏顶部相对应的位置,还连接有一根横向分布的托架支撑栏,用于托住托架的后侧(不固定连接,只是对托架的中部后侧起到支撑作用);
29.任意相邻的两个下部护栏相对一侧的中部,还通过铰接轴铰接有一个托架支撑块,托架支撑块用于连接托架前部底面。
30.其中,还包括服务器,用于预先存储每个电磁铁的通电控制指令,与位于每个电磁铁正前方的货架的取料转动指令之间的一一对应关系;
31.服务器,具体用于当收到工作人员输入的针对某个货架的取料转动指令时,读取对应的电磁铁的通电控制指令,然后发送给电磁铁,对应控制该电磁铁通电,使得由于电磁铁与货架上的永磁铁同性相斥而推动货架向前转动,最终使得卷料盘从托架中落入到下方的输送带。
32.其中,服务器,还用于预先存储每个电磁铁的断电控制指令,与位于每个电磁铁正前方的货架的重新放置卷料盘指令之间的一一对应关系;
33.服务器,当收到工作人员通过扫码器扫描某个托架的二维码,所输入的该货架的重新放置卷料盘指令时,读取对应的电磁铁的断电控制指令,对应控制该电磁铁断电,使得由于货架上的永磁铁吸合电磁铁,托架不会发生转动。
34.由以上本发明提供的技术方案可见,与现有技术相比较,本发明提供了一种电子包装卷料盘自动取件设备,其能够方便、可靠地将所需要的目标卷料盘从货架中取出,有效预防领错料,保证取料正确,不仅提高了工作效率,而且提高了工作的准确性,具有重大的生产实践意义。
附图说明
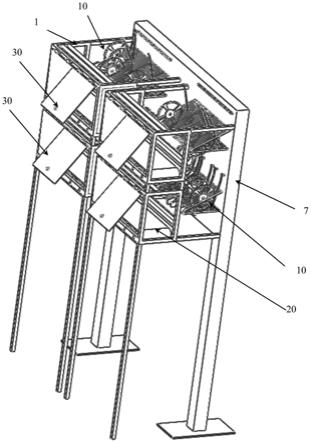
35.图1为本发明提供的一种电子包装卷料盘自动取件设备的整体立体结构示意图;
36.图2为本发明提供的一种电子包装卷料盘自动取件设备的上部立体结构示意图;
37.图3为本发明提供的一种电子包装卷料盘自动取件设备中,任意一个取料工作腔的结构示意图;
38.图4为本发明提供的一种电子包装卷料盘自动取件设备中,一个卷料盘与托架、隔栏的分隔架之间的位置关系立体结构示意图;
39.图5为本发明提供的一种电子包装卷料盘自动取件设备中,一个卷料盘与托架、隔栏之间的一种位置关系示意图,为右侧图;
40.图中:1为货架,2为电磁铁,3为托架,4为永磁铁,5为托架吊坠;
41.6为隔栏,7为货架支撑板;60为分隔架;
42.10为卷料盘,20为输送带,30为遮板;
43.100为卷料盘放置腔,200为取料工作腔。
具体实施方式
44.为了使本技术领域的人员更好地理解本发明方案,下面结合附图和实施方式对本发明作进一步的详细说明。
45.参见图1至图5,本发明提供了一种电子包装卷料盘自动取件设备,包括垂直设置的货架1;
46.货架1的上部后侧,间隔设置有多个卷料盘放置腔100(不限于图1所示的四个);例如,上下两层分别具有两个卷料盘放置腔100;
47.每个卷料盘放置腔100的前侧,分别具有一个取料工作腔200;
48.取料工作腔200朝向卷料盘放置腔100的一侧(即后侧)敞开;
49.每个卷料盘放置腔100内具有横向等间隔分布的多个弯曲的托架3;
50.托架3的高度,从前往后逐步增大;
51.每个托架3的前端部分上表面,用于放置一个卷料盘10;
52.每个托架3的顶部后侧,分别固定安装有一个永磁铁4;
53.货架1的后侧具有货架支撑板7;
54.货架支撑板7在与每个永磁铁4正对应的位置(例如正后方),分别设置有一个电磁铁2,多个电磁铁2横向等间隔分布;
55.每个取料工作腔200的左侧顶部,铰接有多个透明的遮板30(不限于图1所示的两个);
56.每个取料工作腔200的底部,具有输送带20。
57.在本发明中,具体实现上,托架3的形状为圆弧形。
58.在本发明中,具体实现上,托架3的前端部,具有向下凸出的托架吊坠5。
59.在本发明中,具体实现上,托架3,设置在横向分布的隔栏6中。
60.具体实现上,隔栏6包括横向等间隔分布且固定连接在一起的多个分隔架60;
61.任意相邻的两个分隔架60之间的前端和中部间隙,用于放置卷料盘10。
62.具体实现上,分隔架60包括相交的上部护栏61和下部护栏62;
63.上部护栏61与下部护栏62之间的夹角为锐角;
64.上部护栏61的高度,从前往后逐步增大;
65.下部护栏62水平分布。
66.具体实现上,对于每个分隔架60,上部护栏61与下部护栏62相对的一侧前后两端,分别通过第一支撑栏63和第二支撑栏64固定连接;
67.任意相邻的两个分隔架60在与第二支撑栏64顶部相对应的位置,还连接有一根横向分布的托架支撑栏(图略),用于托住托架3的后侧(不固定连接,只是对托架3的中部后侧起到支撑作用);
68.任意相邻的两个下部护栏62相对一侧的中部,还通过铰接轴铰接有一个托架支撑块65,托架支撑块65用于连接托架3前部底面。
69.在本发明中,具体实现上,还包括服务器,用于预先存储每个电磁铁2的通电控制指令,与位于每个电磁铁2正前方的货架1(即对应作用的永磁铁固定安装的货架)的取料转
动指令之间的一一对应关系;
70.服务器,具体用于当收到工作人员输入的针对某个货架的取料转动指令时,读取对应的电磁铁的通电控制指令,然后发送给电磁铁(具体为:可以是发送通电控制指令给电磁铁所连接的继电器开关,继电器开关用于控制电磁铁通电或者断电的,该继电器开关设置在电磁铁与供电电源之间的连接线路中),对应控制该电磁铁通电,使得由于电磁铁与货架上的永磁铁同性相斥而推动货架向前转动,最终使得卷料盘从托架中落入到下方的输送带。
71.具体实现上,服务器,还用于预先存储每个电磁铁2的断电控制指令,与位于每个电磁铁2正前方的货架1(即对应作用的永磁铁固定安装的货架)的重新放置卷料盘指令之间的一一对应关系;
72.服务器,当收到工作人员通过扫码器扫描某个托架的二维码,所输入的该货架的重新放置卷料盘指令时,读取对应的电磁铁的断电控制指令,对应控制该电磁铁断电,使得由于货架上的永磁铁吸合电磁铁,托架不会发生转动,这时候,可以方便工作人员重新放入卷料盘。
73.具体实现上,服务器可以为现有的工业计算机。
74.为了更加清楚地理解本发明的技术方案,下面说明本发明的工作原理。
75.本发明采用电磁信号控制开关,利用卷料盘托架重力落料,工作原理如下:
76.1、当卷料盘10处于待领状态时,货架1上的电磁铁2断电,与之相对应的托架3固接的永磁铁4吸合该电磁铁2(具体为电磁铁芯),其吸合力大于托架吊坠5的重力,托架3不会发生转动,托架3不落料。
77.2、当工作人员需要领料(即领取卷料盘10)时,服务器发出领料信号控制目标卷料盘的电磁铁2通电,利用两同极磁铁相斥原理(即通电后的电磁铁2和永磁铁4同极相斥),托架3的后侧与货架1上的隔栏6脱离,托架3因托架吊坠5的重力大而发生转动(绕着铰接的托架支撑块65转动),卷料盘10从托架3落入输送带20顶部。
78.3、当需要上料时,工作人员通过透明的遮板30,来观察托架吊坠5的位置,以确认是否为闲置的托架3(如果托架吊坠5下沉,则已放置卷料盘10,否则,没有放置卷料盘10),可以利用扫码器扫描托架3对应的二维码,向该托架3对应的电磁铁2发出断电信号,从而使得货架1上的电磁铁2断电,与之相对应的托架3固接的永磁铁4吸合该电磁铁2(具体为电磁铁芯),其吸合力大于托架吊坠5的重力,托架3不会发生转动,托架3不落料。因此,这时候可以重新放置卷料盘10。
79.基于以上技术方案可知,本发明的结构科学,工作可靠,能有效预防领错料。
80.综上所述,与现有技术相比较,本发明提供的一种电子包装卷料盘自动取件设备,其能够方便、可靠地将所需要的目标卷料盘从货架中取出,有效预防领错料,保证取料正确,不仅提高了工作效率,而且提高了工作的准确性,具有重大的生产实践意义。
81.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1