一种真空提升定量包装机的制作方法
1.本发明属机械技术领域,具体涉及一种真空提升定量包装机。
背景技术:
2.谷物、饲料以及化工原料等颗粒物需要定量包装,现有大型机械,颗粒物原料提升与定量包装设备分离安装,原料提升与定量包装单独控制操作,导致原料提升与定量包装原料难以均衡匹配,劳动生产率较低,生产成本高,特别是多品种、小批量原料难以实现机械化自动化操作,亟需一种快速提升、定量包装相匹配的自动化控制包装机械。
技术实现要素:
3.本发明的目的在于提供一种真空提升定量包装机,采用的技术方案是:由原料仓、真空提升系统、定量包装系统及微控制系统组成;真空提升系统通过底座安装在真空提升系统支架上,定量包装系统安装在定量包装系统支架上,真空提升系统安装在定量包装系统的上面,且真空提升系统与定量包装系统的中轴线在同一直线上;由微控制系统控制提升原料与定量包装原料均衡匹配。
4.所述的真空提升系统由真空泵、气料分离仓、弹簧吸料管、出料仓、储料桶、传动箱组成,且真空泵、气料分离仓、出料仓、储料桶中轴线在同一直线上,由上向下依次连接安装;真空泵与气料分离仓的上出口通过锁扣连接,并在真空泵上设置有出风口;弹簧吸料管上端与出料仓连接,下端插入到原料仓中的原料中;气料分离仓的下出口与出料仓的上端入料口连接,出料仓的下端出料口与储料桶连接;真空提升系统传动箱与真空泵连接,且为真空泵提供电源;
5.优选地,真空泵与气料分离仓之间设置了2层分离筛;
6.所述的定量包装系统由输送槽、振动器、传动箱、计量料斗组成;输送槽的一端作为物料入口,对准储料桶的分料出口安装,其底部与振动器连接,另一端作为输送物料的出口,输送物料进入计量料斗中;振动器与传动箱连接;计量料斗稳定挂靠在计量检测器的料斗连接板上,由计量检测器检测计量,由定量包装系统传动箱连接的出料控制装置控制出料;输送槽、振动器、定量包装系统传动箱、计量料斗安装在一个密闭框架体中,且在框架体外围安装有透明观察门;
7.所述的气料分离仓下部设置有盖板,盖板通过旋转轴与气料分离仓的左端连接,盖板的左端设置有配重杆,盖板与配重杆以旋转轴为轴心旋转;
8.优选地,配重杆的重量大于盖板重量,使盖板紧贴密封在气料分离仓下端出口;当气料分离仓的物料落在盖板上,利用物料重力冲开盖板将物料排放,物料排放结束,利用配重杆的重力使盖板自动归位密封在气料分离仓下端出口;
9.所述的储料桶下端设置有若干数量的分料出口,且输送槽对应匹配安装在分料出口的下端;
10.所述的计量料斗有若干个,其数量及入口尺寸与分料出口相匹配,计量料斗由料
斗主体、2个活动仓门及链杆系统组成;链杆系统用于2个控制活动仓门的开启与关闭;
11.所述的链杆系统由1对连接板、放料拉杆、2个计量料斗支撑杆、活动拉杆及旋转轴组成;1对连接板通过2对旋转轴对应安装在料斗主体的外侧;
12.优选地,2个活动仓门为“u”型结构,且相互衔接匹配密封;2个活动仓门通过对应的1对旋转轴活动安装在1对连接板外侧;
13.所述的2个计量料斗支撑杆固定链接在1对连接板上,且在1个计量料斗支撑杆上与活动拉杆之间安装有弹簧;
14.所述的计量料斗,稳定挂靠在计量检测器的料斗连接板上,料斗连接板为左、右两侧翘起并在上端设置为一卡扣结构,料斗连接板通过计量架杆螺栓与计量架杆固定,计量架杆另一端与计量检测器连接,计量检测器安装在定量包装系统传动箱中;计量料斗支撑杆对应放置在料斗连接板上端的卡扣结构中,计量料斗支撑杆对应靠接在料斗连接板上;
15.所述的计量料斗由传动箱连接的出料控制装置控制出料;
16.所述的微控制系统由控制按钮、微控制单元mcu、显示面板、光电感应器、计量检测器组成,并与真空提升系统、定量包装系统匹配安装;显示面板由键盘、显示屏组成,显示面板与微控制单元mcu拼接为一体;光电感应器安装在出料口的侧面,用于检测收集包装物的感应信号,光电感应器的型号为cdd-40n125140105s;计量检测器收集计量料斗的计量信号;电源线通过控制按钮与微控制单元mcu、真空提升系统传动箱、定量包装系统传动箱、光电感应器、计量检测器、连接并提供电源,微控制单元mcu与键盘、显示屏、传动箱i(3)、真空提升系统传动箱、定量包装系统传动箱、计量检测器连接;
17.微控制系统工作原理步骤:
18.(1)人工设置计量质量数值及真空吸附原料速度:启动控制按钮,接通电源,通过键盘人工设置包装物料的单元计量质量数值以及真空泵的吸附原料的速度,通过微控制单元mcu在显示面板显示;
19.(2)真空提升物料:接通真空提升系统传动箱电源,物料通过真空泵连接的弹簧吸料管从原料仓中吸附原料到气料分离仓中,物料通过盖板间歇式下沉将物料输入储料桶中,物料通过储料桶底部的分料出口到输送槽中;
20.(3)物料计量:接通定量包装系统传动箱电源,微控制单元mcu根据计量检测器的计量信号控制定量包装系统传动箱连接的振动器启动,输送槽在振动器的作业下将物料输送到计量料斗中;当计量料斗中的物料达到计量质量数值,计量检测器将计量信号传递给微控制单元mcu,微控制单元mcu控制定量包装系统传动箱连接的振动器停止;
21.(4)物料包装:当包装物套装在出料口上,光电感应器将包装物信号传递给微控制单元mcu,微控制单元mcu启动定量包装系统传动箱,出料控制装置的转动轴传动出料连接板旋转一周停止;当出料连接板旋转180
°
时2个活动仓门开启,完成计量料斗的出料程序,物料经过出料口进入包装物中;当出料连接板旋转360
°
时,2个活动仓门关闭,微控制单元mcu再次启动定量包装系统传动箱连接的振动器启动,输送槽在振动器的作业再次将物料输送到计量料斗中;循环往复,重复完成装袋工作。
22.优选地,所述的真空泵与气料分离仓之间设置了2个分离筛,其中下面的分离筛筛网孔径为20-40目,上面的分离筛筛网孔径为80-90目。
23.与现有技术相比较,本发明具有以下明显技术效果:由微控制系统控制提升原料速度与定量包装原料均衡匹配,设备紧促,真空提升原料、定量包装原料反应迅速,生产效率高。
附图说明
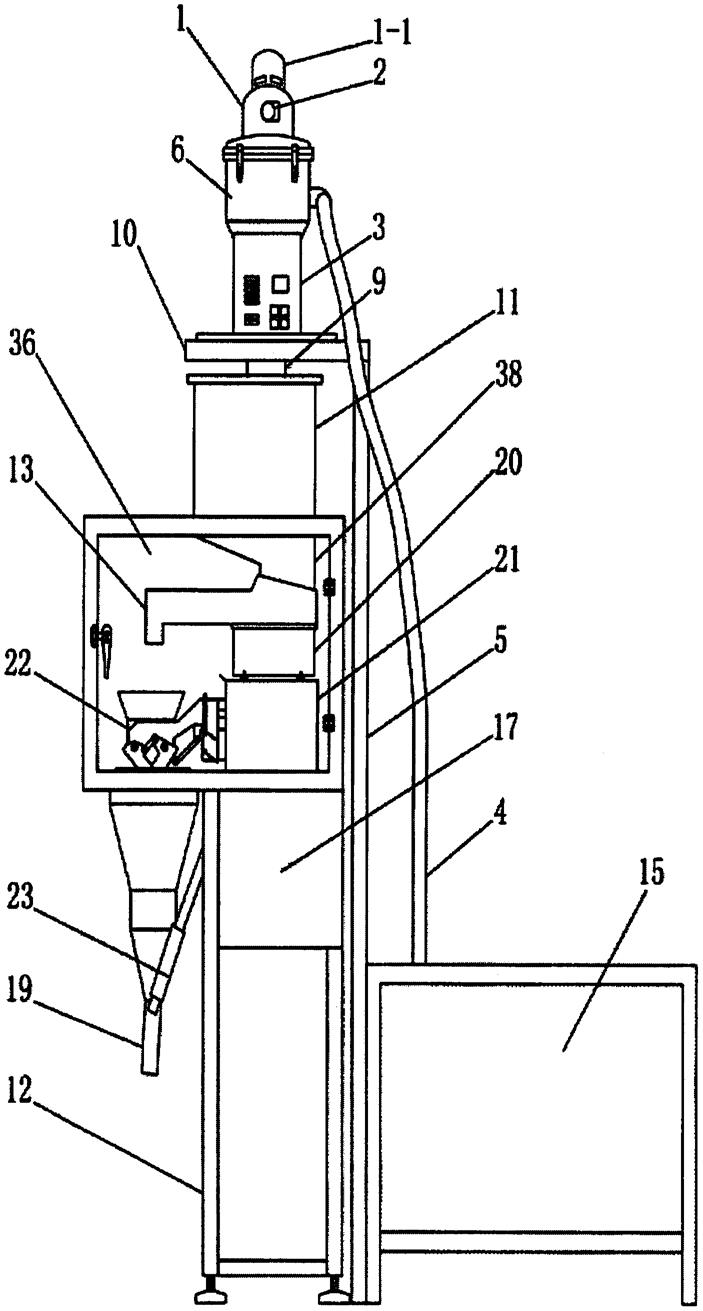
24.图1为本发明真空提升定量包装机的正视结构示意图;
25.图2为本发明真空提升定量包装机的左视结构示意图;
26.图3为图2的分离筛剖视结构示意图;
27.图4为图2的盖板剖视结构示意图;
28.图5为图1的计量料斗正视结构示意图;
29.图6为图5的计量料斗俯视结构示意图;
30.图7为图5计量料斗右视结构示意图;
31.图8为图5计量料斗背视视结构示意图;
32.图9为图2计量料斗安装剖视结构示意图;
33.图10为控制系统控制原理示意图;
34.图示说明:1-真空提升系统;1-1-真空泵;2-出风口;3-传动箱i;4-弹簧吸料管;5-真空提升系统支架;6-气料分离仓;7-配重杆;8-出料仓;9-出料口i;10-底座;11-储料桶;12-定量包装系统支架;13-输送槽;14-出料控制装置;14-1-转动轴,14-2-出料连接板;14-3-转动轴承;15-原料仓;16-料斗连接板;17-微控制单元mcu;18-显示面板;19-出料口ii;20-振动器;21-传动箱ii;22-计量料斗;23-光电感应器;24-控制按钮;25-弹簧;26-连接板;27-活动拉杆i;28-活动仓门i;29-活动仓门ii;30-放料拉杆;31-计量料斗支撑杆i;32-计量料斗支撑杆ii;33-分离筛i;34-分离筛ii;35-盖板,36-定量包装系统,37-旋转轴i,38-分料出口;39-活动拉杆ii;40-旋转轴ii;41-旋转轴iii;41-1-链柄;41-2-旋转轴iv;42-活动拉杆iii;43-旋转轴v;44-旋转轴vi;45-活动拉杆iv;46-旋转轴vii;47-旋转轴ix;48-料斗主体;49-电源线;50-键盘;51-计量检测器;52-显示屏;54-计量架杆螺栓。
具体实施方式
35.下面结合附图以及具体实施方式对本发明进行详细说明。
36.实施例1
37.本发明提供了一种真空提升定量包装机,图1、图2所示,由原料仓15、真空提升系统1、定量包装系统36及微控制系统组成;真空提升系统1通过底座10安装在真空提升系统支架5上,定量包装系统36安装在定量包装系统支架12上,真空提升系统1安装在定量包装系统36的上面,且真空提升系统1与定量包装系统36的中轴线在同一直线上;
38.所述的真空提升系统1由真空泵1-1、气料分离仓6、弹簧吸料管4、出料仓8、储料桶11、传动箱i3组成,且真空泵1-1、气料分离仓6、出料仓8、储料桶11中轴线在同一直线上,由上向下依次连接安装;真空泵1-1与气料分离仓6的上出口通过锁扣连接,并在真空泵1-1上设置有出风口2;弹簧吸料管4上端与出料仓8连接,下端插入到原料仓15中的原料中;气料分离仓6的下出口与出料仓8的上端入料口连接,出料仓8的下端出料口i9与储料桶11连接;传动箱i3与真空泵1-1连接,且为真空泵1-1提供电源;
39.优选地,真空泵1-1与气料分离仓6之间设置了分离筛i33、分离筛ii34,图2、图3所示,分离筛i33筛网孔径为20-40目,分离筛ii34筛网孔径为80-90目;
40.所述的定量包装系统36由输送槽13、振动器20、传动箱ii21、计量料斗22组成;图1、图2所示,输送槽13的一端作为物料入口,对准储料桶11的分料出口38安装,其底部与振动器20连接,另一端作为输送物料的出口,输送物料进入计量料斗22中;振动器20与传动箱ii21连接;计量料斗22稳定挂靠在计量检测器51的料斗连接板16上,由计量检测器51检测计量,由传动箱ii21连接的出料控制装置14控制出料;输送槽13、振动器20、传动箱ii21、计量料斗22安装在一个密闭框架体中,且在框架体外围安装有透明观察门;
41.图2、图4所示,所述的气料分离仓6下部设置有盖板35,盖板35通过旋转轴i37与气料分离仓6的左端连接,盖板35的左端设置有配重杆7,盖板35与配重杆7以旋转轴i37为轴心旋转;
42.优选地,配重杆7的重量大于盖板35重量,使盖板35紧贴密封在气料分离仓6下端出口;当气料分离仓6的物料落在盖板35上,利用物料重力冲开盖板35将物料排放,物料排放结束,利用配重杆7的重力使盖板35自动归位密封在气料分离仓6下端出口;图1、图2所示,所述的储料桶11下端设置有若干数量的分料出口38,且输送槽13对应匹配安装在分料出口38的下端;
43.所述的计量料斗22有若干个,其数量及入口尺寸与分料出口38相匹配,计量料斗22由料斗主体48、活动仓门i28、活动仓门ii29及链杆系统组成;链杆系统用于控制活动仓门i28、活动仓门ii29的开启与关闭;
44.如图5-8所示,所述的链杆系统由1对连接板26、放料拉杆30、计量料斗支撑杆i31、计量料斗支撑杆ii32、活动拉杆及旋转轴组成;具体的实施方式为:如图5、图8所示,1对连接板26通过1对旋转轴v43、1对旋转轴vii46对应安装在料斗主体48的外侧;
45.优选地,活动仓门i28、活动仓门ii29为“u”型结构,活动仓门i28的尺寸小于活动仓门ii29,且相互衔接匹配密封;活动仓门i28通过1对旋转轴v43活动安装在1对连接板26外侧,活动仓门ii29通过1对旋转轴vii46活动安装在1对连接板26外侧;所述的活动拉杆包括活动拉杆i27、活动拉杆ii39、活动拉杆iii42、活动拉杆iv45;所述的旋转轴包括旋转轴i37、旋转轴ii40、旋转轴iii41、旋转轴iv41-2、旋转轴v43、旋转轴vi44、旋转轴vii46、旋转轴ix47;
46.图7所示,所述的计量料斗支撑杆i31、计量料斗支撑杆ii32固定链接在1对连接板26上,且在计量料斗支撑杆i31与活动拉杆ii39之间安装有弹簧25;图6所示,所述的放料拉杆30,其后端连接的链柄41-1通过旋转轴iv41-2与后侧的连接板26活动连接,放料拉杆30的前端与活动拉杆ii39固定连接;
47.图5-6所示,活动拉杆ii39的右端通过旋转轴ii40与前侧的连接板26活动连接,其左端通过旋转轴iii41与活动拉杆i27的右端活动连接;活动拉杆i27的左端通过旋转轴与活动拉杆iii42的右端活动连接,活动拉杆iii42的左端与活动仓门i28固定连接;活动拉杆iv45的右端与活动仓门i28的旋转轴vi44活动连接,其左端与活动仓门ii29上的旋转轴ix47活动连接;
48.所述的计量料斗22稳定挂靠在计量检测器51的料斗连接板16上,如图2、图9所示,
料斗连接板16为左、右两侧翘起并在上端设置为一卡扣结构,料斗连接板16通过计量架杆螺栓(54)与计量架杆固定,计量架杆另一端与计量检测器51连接,计量检测器51安装在传动箱ii21中;计量料斗支撑杆i31对应放置在料斗连接板16上端的卡扣结构中,计量料斗支撑杆ii32对应靠接在料斗连接板16上;
49.所述的计量料斗22由传动箱ii21连接的出料控制装置14控制出料;如图2、图9所示,出料控制装置14由转动轴14-1、出料连接板14-2、两个转动轴承14-3组成,出料连接板14-2与转动轴14-1连接,传动箱ii21与转动轴14-1连接并提供动力;出料连接板14-2为摆轮三角结构,两个转动轴承14-3安装在其末端;计量料斗22的放料拉杆30对应安装在两个转动轴承14-3的上面;图5、图7所示,当计量料斗22装够预定的物料质量,计量检测器51计量信息传递给微控制系统并启动传动箱ii21动力系统,转动轴14-1及其连接的出料连接板14-2旋转,当两个转动轴承14-3旋转高位时将放料拉杆30向上推移,这样与放料拉杆30连接的活动拉杆ii39以旋转轴ii40为轴心顺时针旋转,与活动拉杆ii39连接的弹簧25延伸,依次拉动活动拉杆i27、活动拉杆iii42向上移动,活动仓门i28以旋转轴v43为轴心逆时针旋转;与此同时,活动仓门i28上的旋转轴vi44逆时针旋转状态使活动拉杆iv45推动旋转轴vii46为轴心的活动仓门ii29进行顺时针旋转,这样即可实现活动仓门i28、活动仓门ii29开启过程,完成计量料斗22的出料程序;当两个转动轴承14-3旋转到低位时,弹簧25的收缩力使活动拉杆ii39以旋转轴ii40为轴心逆时针旋转,链杆系统运动使活动仓门i28的顺时针旋转、活动仓门ii29逆时针旋转,即可完成计量料斗22的关闭程序;所述的微控制系统由控制按钮24、微控制单元mcu17、显示面板18、光电感应器23、计量检测器51组成,并与真空提升系统1、定量包装系统36匹配安装;图2、图10所示,显示面板18由键盘50、显示屏52组成,显示面板18与微控制单元mcu17拼接为一体,并安装在出料口ii19的后面;光电感应器23安装在出料口ii19的侧面,用于检测收集包装物的感应信号,光电感应器23的型号为cdd-40n125140105s;计量检测器51安装在传动箱ii21中,计量检测器51收集计量料斗16的计量信号;电源线49通过控制按钮24与微控制单元mcu17、传动箱i3、传动箱ii21、光电感应器23、计量检测器51连接并提供电源,微控制单元mcu17与键盘50、显示屏52、传动箱i3、传动箱ii21、光电感应器23、计量检测器51连接;
50.微控制系统工作原理步骤:
51.(1)人工设置计量质量数值及真空吸附原料速度。启动控制按钮24,接通电源,通过键盘50人工设置包装物料的单元计量质量数值以及真空泵1-1的吸附原料的速度,通过微控制单元mcu17在显示面板18显示;
52.(2)真空提升物料。接通传动箱i3电源,物料通过真空泵1-1连接的弹簧吸料管4从原料仓15中吸附原料到气料分离仓6中,物料通过盖板35间歇式下沉将物料输入储料桶11中,物料通过储料桶11底部的分料出口38到输送槽13中;
53.(3)物料计量。接通传动箱ii21电源,微控制单元mcu17根据计量检测器51的计量信号控制传动箱ii21连接的振动器20启动,输送槽13在振动器20的作业下将物料输送到计量料斗22中;当计量料斗22中的物料达到计量质量数值,计量检测器51将计量信号传递给微控制单元mcu17,微控制单元mcu17控制传动箱ii21连接的振动器20停止;
54.(4)物料包装。当包装物套装在出料口ii19上,光电感应器23将包装物信号传递给
微控制单元mcu17,微控制单元mcu17启动传动箱ii21,出料控制装置14的转动轴14-1传动出料连接板14-2旋转一周停止;当出料连接板14-2旋转180
°
时活动仓门i28、活动仓门ii29开启,完成计量料斗22的出料程序,物料经过出料口ii19进入包装物中;当出料连接板14-2旋转360
°
时,活动仓门i28、活动仓门ii29关闭,微控制单元mcu17再次启动传动箱ii21连接的振动器20,输送槽13在振动器20的作业再次将物料输送到计量料斗22中;循环往复,重复完成装袋工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1