一种钢卷外钢皮自动包裹装置的制作方法
1.本发明涉及钢卷包装技术领域,特别是指一种钢卷外钢皮自动包裹装置。
背景技术:
2.钢卷产品生产出来后,为保证钢卷在起吊、运输、储存过程中不受损伤,需在钢卷外部包裹包装保护材料。目前的包装方式有人工包装、半自动包装、自动包装等。外包装钢皮一般采用0.3~0.5mm的镀锌钢板,宽度=被包装钢卷宽度-(30~50)mm,长度=被包装钢卷外周长度+(100~200)mm;对于一个板宽为1200mm、外径为1100mm的钢卷,若采用0.3mm的镀锌板,则所需外包装钢皮的长度约为3.5m,重量约为10kg,需要两个工人搬运完成。
3.人工包装方式采用提升装置将钢卷提起,人工将已经裁好的外包装钢皮放到固定鞍座上,然后放下钢卷,人工完成外包装钢皮头尾的搭接粘贴、固定。人工包装方式工人劳动强度大,工作效率低。
4.半自动包装采用外包装钢皮现场备料的方法,外包装钢皮通过由开卷机、夹送辊、剪板机组成的备料设备实现现场备料,通过搬运传输装置送到被包装钢卷处,然后由人工完成钢皮头尾的搭接粘贴、固定。根据钢卷外径不同,外钢皮的包装方式也不一样。对于外径小于1000mm的钢卷,外钢皮为一张;外径大于1000mm的钢卷,外钢皮分为上下两张,搭接完成。
5.如图1所示,地辊式自动包裹装置:钢卷采用搬运装置移放到地辊上,由开卷机、夹送辊、剪板机、喷胶机及导板组成备料设备完成外包装钢皮的在线备料,喷胶机在外钢皮的头部和尾部喷涂热熔胶,当地辊带动钢卷转动时,把外钢皮粘贴在钢卷外周。这种方式自动化程度高,材料利用率高。不足之处在于包装过程中钢卷要在地辊上转动,会对钢卷钢材造成新的损伤或缺陷。
6.以上外钢皮包装方法或者自动化程度低、劳动强度高;或者会对钢卷质量造成新的损伤;不能满足保证包装质量提升制造智能化水平的要求。
7.为解决上述问题,本专利提出了一种钢卷外钢皮自动包裹装置,可在保证包装质量前提下,提高包装过程的自动化、智能化水平。
技术实现要素:
8.有鉴于此,本发明的目的在于提供一种钢卷外钢皮自动包裹装置,以能实现钢卷外钢皮自动包裹,提高包装过程的自动化、智能化水平。
9.本发明提供的钢卷外钢皮自动包裹装置,包括:开卷机,用于提供外钢皮;输送辊道,末端具有压紧辊,用于运输开卷机提供的外钢皮;剪切机,设置在开卷机与输送辊道之间,可将开卷机送出的外钢皮剪断;喷胶机,用于向输送辊道上外钢皮的头部及尾部上表面喷涂热熔胶;包裹机,具有平移机构,平移机构上设置有提升机构,提升机构上水平设置有卷筒;其中,平移机构可以沿卷筒轴向水平移动,提升机构可以沿卷筒径向竖直移动,卷筒可以涨缩改变半径以实现与钢卷卷心的固定与分离;压紧辊与钢卷外周面的底部相切,卷
筒带动钢卷转动将输送辊道上的外钢皮粘附在钢卷的外周面上。
10.采用如上结构,开卷机可以将呈卷状的钢卷外钢皮展开并送出;输送辊道可以运输开卷机送出的外钢皮;剪切机可以在开卷机送出合适长度的外钢皮后将外钢皮剪断;喷胶机可以在外钢皮头尾上表面喷涂热熔胶;包裹机通过平移机构及提升机构可以将卷筒插入位于钢卷运输链上的钢卷卷心,卷筒通过改变半径可以实现与钢卷卷心的紧固连接,然后通过平移机构及提升机构将钢卷转移到包裹位置;压紧辊与钢卷外周面底部相切,可以使输送辊道输送的外钢皮的上表面与钢卷外周面底部相接触,从而使外钢皮头尾部分粘贴到钢卷外周面上;包裹完成后,通过平移机构及提升机构可以将钢卷重新放置到运输链或步进梁上,并准备下一钢卷外钢皮的包裹。以此实现钢卷外钢皮的自动包裹,提高包装过程的自动化、智能化水平。
11.本发明优选,所述平移机构包括:平移导轨,为沿钢卷轴向向平行设置的两条;平移小车,底部与平移导轨相对位置设置有平移车轮;平移电机,设置在平移小车上用于驱动平移车轮转动。
12.采用如上结构,通过平移电机驱动平移车轮转动,从而可以实现平移小车在平移导轨上水平移动。
13.本发明优选,所述提升机构包括设置在平移小车上的提升支架;竖直设置在提升支架内可上下移动的升降立柱;竖直设置在平移小车上,一端与平移小车相连,另一端与升降立柱相连的举升油缸;其中,所述卷筒设置在升降立柱上,举升油缸可以驱动升降立柱在提升支架内上下移动。
14.采用如上结构,通过举升油缸可以驱动升降立柱在提升支架内上下移动,可以实现卷筒的上下移动。
15.本发明优选,所述升降立柱外表面上竖直设置有梯形的导向条;所述提升支架上设置有与导向条侧面滚动连接的导向轮。
16.采用如上结构,通过与导向条两侧面滚动连接的导向轮可以防止升降立柱上下移动时发生偏移,从而提高了卷筒上下移动的稳定性。
17.本发明优选,所述导向条为相对设置的两条;所述与导向条侧面滚动连接的导向轮为竖直分布的多个。
18.采用如上结构,通过相对设置的两条导向条以及竖直分布的多个导向轮,可以从多个方向与位置对导向条进行限位,进一步提高升降立柱及其上的卷筒上下移动的稳定性。
19.本发明优选,所述升降立柱顶部设置有安装座;安装座上设置有芯轴;升降立柱的顶部还设置有与芯轴端部连接的涨缩油缸,以及与芯轴链条传动连接的卷筒电机;其中,所述卷筒设置在芯轴的另一端,涨缩油缸可以控制所述卷筒改变半径。
20.采用如上结构,提供了通过卷筒电机可以驱动卷筒转动,通过涨缩油缸可以控制卷筒的半径大小。
21.本发明优选,所述平移小车、提升机构以及卷筒呈c字形设置。
22.采用如上结构,当卷筒上固定有钢卷时,可以保证平移小车的重心位于中间位置,从而防止平移小车发生倾斜、翻车,保证了装置运行的稳定性、安全性。
23.本发明优选,所述输送辊道包括:固定辊道;摆动辊道,一端与固定辊道的端部铰
链连接;摆动油缸,设置在固定辊道的下部;其中,摆动油缸可以驱动摆动辊道改变角度;所述压紧辊设置在摆动辊道的另一端。
24.采用如上结构,通过摆动油缸改变摆动辊道的角度可以改变输送辊道的长度,从而避免输送辊道阻碍平移小车的水平移动;同时也可以通过调整摆动辊道的角度使位于摆动辊道端部的压紧辊与钢卷外周面保持紧密相切,防止压紧辊与钢卷之间产生缝隙影响外钢皮包裹的质量,进一步提高了设备运行的稳定性。
25.本发明优选,所述摆动辊道位于水平位置时,压紧辊的轴心与卷筒的轴心位于同一竖直平面上。
26.采用如上结构,可以使钢卷的底面与输送辊道的运输水平面相切,从而避免了摆动辊道为保持与钢卷外周面相切产生的倾斜角影响外钢皮的正常输送。
27.本发明优选,所述开卷机为第一开卷机、第二开卷机两台;第一开卷机具有水平设置的第一导板,第二开卷机具有与第一导板平行的第二导板,第一开卷机与第二开卷机提供的外钢皮分别在第一导板与第二导板上输送,第一导板与第二导板的末端平齐;还包括设置在第一导板与第二导板的末端的夹送辊,可将外钢皮输送到输送辊道上。
28.采用如上结构,通过设置两台开卷机可以防止某一开卷机发生故障或者外钢皮用尽时,影响钢卷外钢皮自动包裹装置的正常工作;同时也可以在两台开卷机中设置不同宽度规格的外钢皮,从而使钢卷外钢皮自动包裹装置可以适用不同规格的钢卷,提高了装置使用的灵活度。
附图说明
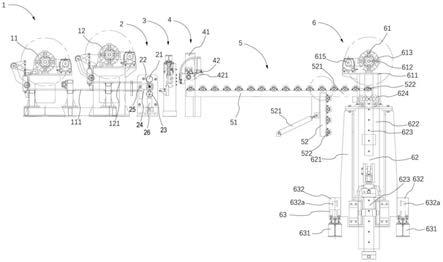
图1为地辊式自动包裹装置的结构示意图;图2为本技术钢卷外钢皮自动包裹装置的结构示意图;图3为图1中钢卷外钢皮自动包裹装置的顶部结构示意图;图4为图1中钢卷外钢皮自动包裹装置的前侧结构示意图。附图标记说明开卷机1;第一开卷机11;第一导板111;第二开卷机12;第二导板121;夹送辊2;上夹辊21;中间辊22;下夹辊23;摆动臂24;摆动轴25;摆动气缸26;剪切机3;喷胶机4;支撑柱41;喷胶臂42;喷头421;输送辊道5;固定辊道51;摆动辊道52;摆动油缸521;压紧辊522;包裹机6;包裹机构61;安装台611;第一安装座611a;第二安装座611b;芯轴612;卷筒613;涨缩油缸614;卷筒电机615;提升机构62;提升支架621;升降立柱622;连接台622a;导向条623;上立柱导向轮组624;下立柱导向轮组625;举升油缸626;平移机构63;平移导轨631;平移小车632;平移车轮632a;平移电机632b。
具体实施方式
29.下面,结合视图,对本技术的钢卷外钢皮自动包裹装置的具体结构进行详细的描述。
30.图2为本技术钢卷外钢皮自动包裹装置的结构示意图;图3为图1中钢卷外钢皮自动包裹装置的顶部结构示意图;图4为图其中钢卷外钢皮自动包裹装置的前侧结构示意图。如图2、图3、图4所示,钢卷外钢皮自动包裹装置由开卷机1、夹送辊2、剪切机3、喷胶机4、输
送辊道5、包裹机6直线排列构成。其中,开卷机1用于将呈卷状的钢卷外钢皮进行开卷;开卷后的外钢皮经由夹送辊2向前输送到输送辊道5;夹送辊2与输送辊道5之间设置有剪切机3,当外钢皮通过预定长度后,剪切机3可以将外钢皮剪断;输送辊道5的后端(指定外钢皮的输送方向为前方)上部设置有喷胶机4,可以向输送辊道5上的外钢皮的上表面喷涂热熔胶;输送辊道5的前端设置有包裹机6,可以从钢卷运输链或步进梁上提取钢卷,并将输送辊道5提供的外钢皮包裹在钢卷上。
31.开卷机1为前后设置的两台,分别为第一开卷机11与第二开卷机12,以使开卷机1可以提供两种不同宽度规格的外钢皮以适应不同宽度规格的钢卷;或者在第一开卷机11或第二开卷机12中的外钢皮用尽或出现故障后仍可继续输出外钢皮,以保证钢卷外钢皮自动包裹工序的顺利、连续运行。第一开卷机11位于第二开卷机12的后侧,第一开卷机11的下部沿前后方向水平设置有第一导板111;第二开卷机12的下部位于第一导板111的上部沿前后方向水平设置有第二导板121。第一导板111与第二导板121的前端在竖直方向上保持平齐并延伸到下述摆动轴25中间位置。
32.如图2所示,夹送辊2包括沿左右方向延伸,竖直排列的上夹辊21、中间辊22、下夹辊23。上夹辊21、下夹辊23后侧中间位置设置有摆动臂24,摆动臂24的后端设置有摆动轴25,摆动臂24的前端下部设置有摆动气缸26,摆动气缸26可以驱动摆动臂24可以摆动轴25为轴心上下摆动。上述中间辊22设置在摆动臂24的前端,由减速电机带动旋转。当外钢皮由第一导板111送出时,摆动气缸26驱动摆动臂24向下摆动,使中间辊22与下夹辊23压紧。中间辊22在减速电机的带动下转动,将第一导板111上的外钢皮向前输送。当外钢皮由第二导板121送出时,摆动气缸26驱动摆动臂24向上摆动,使中间辊22与上夹辊21压紧。中间辊22在减速电机的带动下逆向转动,将第二导板121上的外钢皮向前输送。夹送辊2与输送辊道5的中间位置设置有剪切机3,剪切机3具有上下相对错开设置的两剪刃,外钢皮可由两剪刃的中间位置穿过。当外钢皮通过预定长度后,剪切机3的两剪刃相向运动,利用两剪刃之间产生的剪切力可以将外钢皮剪断。
33.输送辊道5由固定辊道51与摆动辊道52构成,摆动辊道52位于固定辊道51的前端,摆动辊道52与固定辊道51铰链连接。固定辊道51的下部中间位置倾斜向前、上方向设置有摆动油缸521,摆动油缸521的两端分别与固定辊道51的下部及摆动辊道52的中间位置铰链连接。通过摆动油缸521的伸缩可以控制摆动辊道52的角度,以使摆动辊道52保持水平或者向下垂直。
34.特别的,摆动辊道52前端设置有压紧辊522,当摆动辊道52位于水平位置时,压紧辊522的轴心与下述卷筒613的轴心处于同一垂直平面上。
35.输送辊道5的后端位置设置有喷胶机4。喷胶机4包括设置在输送辊道5左侧的支撑柱41,以及设置在支撑柱41顶端朝向输送辊道5水平伸出的位于输送辊道5上部的喷胶臂42,喷胶臂42上具有向下设置的喷头421。当外钢皮的头部或者尾部从喷胶机4的下部通过时,由喷头421向下喷出热熔胶,使外钢皮的头部及尾部沿左右方向(外钢皮宽度方向)喷涂上热熔胶。
36.包裹机6位于输送辊道5的前端位置,包括包裹机构61、提升机构62、平移机构63。其中,包裹机构61可以驱动钢卷转动,以使输送辊道5输送过来的外钢皮包裹在钢卷的外周面上;提升机构62可以驱动包裹机构61上下移动;平移机构63可以驱动包裹机构61水平移
动。
37.如图2、图3所示,平移机构63包括沿左右方向水平设置在底部的两平移导轨631,两平移导轨631平行分布。平移导轨631的上部设置有呈矩形的平移小车632,平移小车632的四角与平移导轨631相对位置设置有平移车轮632a,平移车轮632a可以在平移导轨631上滚动。平移小车632的右侧与平移车轮632a相对位置设置有可以驱动相应的平移车轮632a转动的平移电机632b。平移电机632b转动可以驱动平移小车632在平移导轨631上沿左右方向移动。
38.如图2、图3、图4所示,提升机构62设置在平移小车632上部左侧中间位置。包括由四块长方形板状立柱以及立柱顶部水平设置的矩形平台形成的提升支架621。提升支架621的中间位置设置有矩形柱状的升降立柱622,提升支架621以及上述平移小车632在升降立柱622的相应位置具有供升降立柱622通过的空间。升降立柱622的左右两侧的中间位置沿升降立柱622设置有梯形的导向条623,提升支架621的顶部平台上与导向条623相对位置设置有由四个导向轮构成的上立柱导向轮组624,四个导向轮呈45
°
角设置,上立柱导向轮组624的四个导向轮分别与导向条623的四个侧面相贴合;平移小车632与提升支架621相接位置与上立柱导向轮组624相对设置有下立柱导向轮组625,使升降立柱622在上立柱导向轮组624与下立柱导向轮组625的限制下只能进行上下移动。升降立柱622的右侧中间位置水平由提升支架621的板状立柱之间水平伸出有连接台622a,平移小车632上部与连接台622a相对位置竖直设置有举升油缸626,举升油缸626的两端分别与连接台622a的下部及平移小车632的上部连接,以使举升油缸626可以驱动升降立柱622在提升支架621中间位置上下移动。
39.包裹机构61设置在升降立柱622的顶端,包括位于升降立柱622顶端的矩形安装台611,安装台611的上部右侧端部中间位置设置有第一安装座611a;安装台611的中间偏左与第一安装座611a相对位置设置有第二安装座611b。还包括穿设在第一安装座611a与第二安装座611b上的芯轴612,芯轴612与第一安装座611a及第二安装座611b轴连接,穿过第一安装座611a与第二安装座611b后向右水平延伸,并在芯轴612位于第一安装座611a的右侧位置设置有卷筒613。安装台611的上部左侧端部与第二安装座611b相应位置设置有涨缩油缸614,芯轴612由第二安装座611b左侧伸出部分与涨缩油缸614相连。通过涨缩油缸614可以控制卷筒613涨缩以改变卷筒613的半径,具体结构可参照公开号为cn207577152u的中国专利申请或者公开号为cn109013750a的中国专利申请中的卷筒结构。芯轴612位于第一安装座611a与第二安装座611b中间部分的中间位置在芯轴612的外周面上设置有链轮,安装台611上部后侧端部设置有卷筒电机615,卷筒电机615与链轮通过链条传动连接,卷筒电机615转动可以带动卷筒613转动。
40.特别的,平移小车632与其上部的提升机构62、包裹机构61形成c字形,通过这种分布形式,可以使卷筒613提取钢卷后平移小车632的重心处于中间位置,从而提升了平移小车632水平移动过程中的稳定性。
41.工作时,本技术的钢卷外钢皮自动包裹装置平行设置在钢卷运输链的左侧,初始时,摆动油缸521驱动摆动辊道52处于竖直位置,以避免阻碍平移小车632及位于其上部的提升机构62、包裹机构61的水平移动。当钢卷运输链或步进梁上的钢卷到达指定位置(钢卷的卷心与卷筒613的轴心处于同一竖直平面)后,举升油缸626工作,调节卷筒613的高度,使
卷筒613的轴心与钢卷的轴心重合。平移电机632b转动,驱动平移小车632向右移动,以使卷筒613插入钢卷的卷心。卷筒613进入卷心达到预定位置后,平移电机632b停止转动,涨缩油缸614工作,驱动卷筒613涨开增加半径以使卷筒613与钢卷实现紧固连接。举升油缸626工作,使卷筒613带着钢卷提升以从钢卷运输链脱离。平移电机632b转动,驱动平移小车632向左移动,当钢卷到达输送辊道5中间位置时,平移电机632b停止。举升油缸626工作,调整钢卷底部的高度,使钢卷外周面的底部与输送辊道5的输送平面相切。摆动油缸521工作,驱动摆动辊道52位于水平位置,使摆动辊道52前端的压紧辊522压紧在钢卷底部的中间位置。开卷机1工作,根据钢卷的宽度提供合适宽度的外钢皮,外钢皮经夹送辊2输送到输送辊道5,喷胶机4在外钢皮的头部上表面喷涂热熔胶,输送辊道5将外钢皮输送到钢卷的底部位置。卷筒电机615转动,驱动卷筒613及与卷筒613紧固连接的钢卷与压紧辊522以相反方向及相同的线速度转动,以使外钢皮由钢卷与压紧辊522之间通过,由于外钢皮的头部喷涂有热熔胶,外钢皮的头部会粘贴在钢卷外周面上。当开卷机1提供的外钢皮达到预定长度(略大于钢卷的周长)后,剪切机3工作,将外钢皮剪断,开卷机1停止,使外钢皮在剪断位置形成尾部,当外钢皮的尾部通过喷胶机4时,喷胶机4向外钢皮的尾部喷涂热熔胶,最终外钢皮的尾部被输送辊道5输送到压紧辊522位置,粘贴在上述外钢皮头部的外侧面上,以实现钢卷外钢皮的包裹。
42.包裹完成后,摆动油缸521工作,使摆动辊道52处于竖直位置。平移电机632b转动,驱动平移小车632向右移动,当钢卷到达预定位置后,举升油缸626工作,驱动钢卷下降,降落到钢卷运输链上。涨缩油缸614工作,驱动卷筒613收缩,减小卷筒613的半径。平移电机632b转动,使平移小车632向左移动,以使卷筒613由钢卷的卷心抽出。举升油缸626工作,调整卷筒613的高度使卷筒613轴心与钢卷运输链上的下一钢卷的轴心重合,以便开始下一钢卷外钢皮的包裹。
43.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1