包装用部件以及包装用部件的制造方法与流程
1.本发明涉及包装用部件以及包装用部件的制造方法。本发明尤其涉及具有环状的侧壁的包装用部件以及包装用部件的制造方法。
背景技术:
2.作为将咖啡等饮料和菜肴等内容物收容的具有挠性的容器和对于这种容器使用的盖体等的这些包装用部件,而提出了由纸类原材料构成的包装用部件。
3.容器和盖体等的包装用部件在顶盖和底面构材的周围具有环状的侧壁。作为环状的侧壁,提出了根据由带状纸片等构成的毛坯材料获得的侧壁。例如,将毛坯材料卷成环状并使沿着该毛坯材料的长边方向分离的两个端部重合而形成重合部,在重合部将端部彼此接合而形成接合部,由此获得侧壁。
4.对于这种包装用部件,要求在重合部消除形成在毛坯材料的端部的位置上的层差部来提高密闭性。例如,在成为包装用部件的容器和盖的侧壁中,在产生较大的层差部的情况下,即使在将盖安装后的容器中也会损害容器与盖的密闭性。而且,若容器与盖的密闭性被损害,则会引发内容物从安装有盖的容器内非本意地洒出的事态。另外,在毛坯材料的端部的位置处易于成为端面露出的状态,在容器的内容物为液体的情况下,液体易于从端面渗透。
5.针对这一点,在专利文献1中公开了通过在层差部涂覆树脂而埋设层差部的技术。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2015-227170号公报
技术实现要素:
9.在专利文献1提出的技术中,若在重合部上涂覆树脂,则会在涂覆有树脂的部分与除此之外的部分之间增大侧壁的厚度差,针对这一点具有改善包装用部件的密闭性的余地。另外,在专利文献1提出的技术中,在内容物是液体的情况下,产生了考虑树脂所包含的各种成分会泄漏至液体中的必要,针对这一点也具有在内容物从端部渗透的点上进行改善的余地。
10.本发明的目的为,提供一种密闭性优异且将内容物从毛坯材料的端面渗透的情况改善的包装用部件。
11.本发明的要旨为:
12.(1)一种包装用部件,具有环状的侧壁,该侧壁具有在使由纸类原材料构成的毛坯材料的两个端部重叠的状态下将该端部彼此接合而成的接合部,至少一方的所述端部形成对所述毛坯材料进行压缩而成的压缩部,且成为朝向顶端而前端变细的形状;
13.(2)上述(1)记载的包装用部件,在所述压缩部中,所述毛坯材料的压缩度随着朝向所述端部的顶端而变大;
14.(3)上述(1)或(2)记载的包装用部件,所述压缩部形成于双方的所述端部;
15.(4)上述(1)至(3)中任一项记载的包装用部件,在所述毛坯材料的双方的主面中的与所述压缩部对应的区域内,形成有倾斜面;
16.(5)上述(1)至(3)中任一项记载的包装用部件,在所述毛坯材料的一方的主面上,在与所述压缩部对应的区域内形成有倾斜面,另一方的主面为平坦面;
17.(6)上述(1)或(2)记载的包装用部件,所述压缩部形成于双方的所述端部,
18.在所述毛坯材料的一方的主面上,在与所述压缩部对应的区域内形成有倾斜平面,另一方的主面为平坦面,
19.在所述接合部中,两个所述端部的各自上形成的所述倾斜平面是面对面的;
20.(7)上述(1)至(6)中任一项记载的包装用部件,所述压缩部由热压处理形成;
21.(8)上述(1)至(7)中任一项记载的包装用部件,该包装用部件作为容器或者盖体来使用;
22.(9)上述(1)至(7)中任一项记载的包装用部件,该包装用部件作为容器来使用,该容器具有沿着所述侧壁的上端外卷形成的环状的卷曲部、和被该卷曲部包围的开口,所述压缩部在所述卷曲部的外周面露出;
23.(10)上述(1)至(7)中任一项记载的包装用部件,该包装用部件作为盖体来使用,该盖体中,所述压缩部在所述侧壁的内周面露出;
24.(11)一种包装用部件的制造方法,具有:形成压缩部的压缩工序,该压缩部是对由纸类原材料构成的毛坯材料的端部中的至少一方端部进行压缩而成的;形成环状的侧壁的侧壁形成工序,该侧壁是通过使形成所述压缩部后的所述毛坯材料的两个所述端部重合来形成重合部,并且在该重合部将所述端部相互接合来形成接合部而形成的。
25.发明效果
26.根据本发明,毛坯材料的至少一方的所述端部形成对所述毛坯材料进行压缩而成的压缩部,且成为朝向顶端而前端变细的形状,由此能够提高密闭性优异的包装用部件及其制造方法。而且,通过获得密闭性优异的包装用部件,能够抑制内容物从安装有盖的容器内非本意地洒出的事态。另外,由于毛坯材料的端部被压缩,且端部的端面的面积被抑制,所以能够改善内容物从端部渗透。而且,压缩部因为能够由压缩这一物理性工序来实现,所以能够抑制考虑在创新使用树脂等化学物质的情况下担忧的树脂中所含的成分溶解的必要性。
附图说明
27.图1是用于说明第一实施方式的一个实施例的立体图。
28.图2是表示图1的a-a线纵截面的状态的纵剖视图。
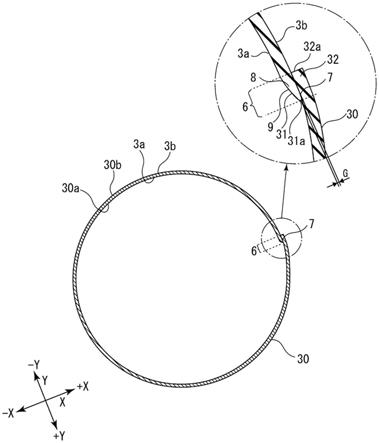
29.图3是用于说明第一实施方式的一个实施例的横剖视图。另外是表示将由单点划线包围的区域放大的状态的局部放大图。
30.图4的(a)至图4的(g)是表示重合部与接合部的状态的一例的图。
31.图5是用于说明第二实施方式的一个实施例的立体图。
32.图6是用于说明第二实施方式的变形例的立体图。
33.图7是用于说明第二实施方式的变形例的平面图(俯视图)。
34.图8是由图7的单点划线包围的区域x的部分的局部放大图。
35.图9是表示在第二实施方式的变形例的包装用部件(容器)上安装有第一实施方式的盖体的状态的例子的剖视图。
36.图10的(a)是表示在第二实施方式的包装用部件(容器)上安装盖体后的状态的剖视图。图10的(b)是表示在第二实施方式的包装用部件(容器)上安装盖体后的状态的主要部分放大图。
37.图11的(a)是表示将第一实施方式的包装用部件(盖体)安装于容器的状态的剖视图。图11的(b)是表示将第一实施方式的包装用部件(盖体)安装于容器的状态的主要部分放大图。
38.图12是用于说明第一实施方式的包装用部件的制造方法的一个实施例的工序剖视图。
39.图13是用于说明在毛坯材料的端部形成压缩部的工序的剖视图。
40.图14的(a)、14的(b)是用于说明第一实施方式的包装用部件的制造方法的其他实施例的工序剖视图。
41.附图标记说明
[0042]1ꢀꢀ
盖体(包装用部件)
[0043]2ꢀꢀ
顶盖
[0044]3ꢀꢀ
壁构材(侧壁)
[0045]4ꢀꢀ
顶面部
[0046]5ꢀꢀ
立起部
[0047]6ꢀꢀ
重合部
[0048]7ꢀꢀ
接合部
[0049]8ꢀꢀ
压缩部
[0050]9ꢀꢀ
倾斜平面(倾斜面)
[0051]
10
ꢀꢀ
弯曲面(倾斜面)
[0052]
30
ꢀꢀ
毛坯材料
[0053]
31、32
ꢀꢀ
端部
[0054]
31a、32a
ꢀꢀ
端部的顶端
[0055]
50
ꢀꢀ
容器(包装用部件)
[0056]
51
ꢀꢀ
底面构材
[0057]
52
ꢀꢀ
主体构材
[0058]
60
ꢀꢀ
重合部
[0059]
70
ꢀꢀ
接合部
[0060]
80
ꢀꢀ
压缩部
[0061]
90
ꢀꢀ
毛坯材料
[0062]
100
ꢀꢀ
卷曲部
具体实施方式
[0063]
以下,边参照附图边说明本发明的一个实施例等。此外,说明按照以下顺序来进
行。在本说明书以及附图中,针对具有实质上相同的功能结构的构成,标注相同的附图标记,由此省略重复说明。
[0064]
此外,说明按照以下顺序来进行。
[0065]
1、第一实施方式;
[0066]
2、第二实施方式;
[0067]
3、共通的变形例;
[0068]
4、制造方法。
[0069]
以下的说明是本发明的优选具体例,本发明的内容并不限定于这些实施方式等。另外,在以下的说明中,考虑到方便说明而表示前后、左右、上下等方向,但本发明的内容并不限定于这些方向。在图1、图2、图3、图4、图5、图6、图7、图9、图10、图11的例子中,将z轴方向设为上下方向(上侧为+z方向,下侧为-z方向),将x轴方向设为前后方向(前侧为+x方向,后侧为-x方向),将y轴方向设为左右方向(右侧为+y方向,左侧为-y方向),基于此来进行说明。图1至图14的各图所示的各层的尺寸和厚度的相对的大小比率是为了方便的记载,并不限定实际的大小比率。
[0070]
本说明书中“包装用部件”表示能够以例如将如饮食物等那样的各种物品作为内容物收容于内部的目的来使用的部件。具体地,包装用部件是包含容器和盖体的其他包装体在内的概念。因此,包装用部件可以作为容器或盖体的任意一种来使用。
[0071]
在第一实施方式中,基于包装用部件作为盖体来使用的情况下的一个实施例来进行说明。在第二实施方式中,基于包装用部件作为容器来使用的情况下的一个实施例来进行说明。
[0072]
[1第一实施方式]
[0073]
[1-1构成]
[0074]
本发明的第一实施方式的包装用部件是盖体1。盖体1具有顶盖2和壁构材3。如使用图1等后述那样,盖体1例如能够相对于上端侧开口的有底的容器t的开口缘部进行安装。此时,作为容器t,尤其优选使用开口缘部具有挠性的容器。
[0075]
(顶盖)
[0076]
顶盖2具有在安装于容器t的状态下将容器t的开口覆盖的顶面部4、和从顶面部4的外周缘向上方向立起的立起部5。立起部5在与壁构材3的下端(朝向容器t侧的下端)相比靠上侧的规定位置处,与壁构材3的内周面侧接合。顶面部的形状没有特别限定,可以根据容器t的形状而定。
[0077]
作为顶面部4的形状,除了图1至图3所示的圆形状之外,还能够举出椭圆形状、矩形状、三角形状、多边形等。
[0078]
作为构成顶盖2的材料,例如能够具有纸浆类原材料、纤维类原材料、合成树脂类原材料、金属类原材料、木材类原材料、玻璃类原材料、和这些原材料的复合体和层叠体等。
[0079]
如后述那样,顶盖2能够通过顶盖形成用的毛坯材料(blank material)的成形而获得,该顶盖形成用毛坯材料例如通过对原材料片进行冲压加工等形成。作为顶盖形成用的原材料片,虽然其材质等没有限定,但例如能够适当选择纸类原材料、纺织原材料、无纺布原材料、树脂膜及片材、铝箔等金属箔、木箔等。根据环境负担的观点和处理容易性的观点,顶盖形成用的原材料片优选为纸类原材料。作为纸类原材料,在使植物纤维、其他纤维
黏结而制造的、所谓的纸类的基础上,还可以举出化学纤维纸、合成纸、耐水纸、铜版纸、替代纸、羊皮纸、羊毛纸、玻璃纤维纸、石头纸、陶纸等。此外,作为无纺布,例如能够举出将由空气流层压后的粉碎纸浆结合以形成为片状的所谓的气流成网片(airlaid sheet)、纸浆类原材料、天然纤维原材料和合成纤维等纤维的无纺布。作为树脂膜及片材,例如能够举出合成树脂和天然树脂、生物分解性树脂的膜和片,其中,能够优选使用生物分解性树脂的膜和片。
[0080]
(壁构材)
[0081]
盖体1作为包装用部件的侧壁而具有壁构材3。壁构材3形成为环状。壁构材3具有将具有规定形状的壁构材形成用毛坯材料30的两个端部31、32重合而成的重合部6、和在该重合部6将端部31、32彼此接合而成的接合部7。
[0082]
作为用于形成壁构材形成用毛坯材料30的原材料片,使用了纸类原材料。因此,作为毛坯材料30而使用了纸类原材料。作为纸类原材料,能够适当使用有关顶盖形成用的原材料片的上述的各种纸类原材料。在图1的例子中,作为壁构材形成用的原材料片使用了形成为扇形状的纸类原材料,使沿着纸类原材料的圆周方向分离的两个端部彼此重合而形成重合部。在此所称的端部31、32表示从毛坯材料30的端缘直到朝向内侧方向的规定位置为止的部分。
[0083]
(接合部)
[0084]
接合部7通过在重合部6的至少一部分,优选为在重合部6的整体,将两个端部31、32彼此接合而形成。作为两个端部31、32的接合方法,能够举出粘结剂和热熔体粘结剂、二液型粘结剂、热封、超声波接合等方法,但优选为超声波接合。
[0085]
接合部7形成于后述的压缩部8的形成部分或将该形成部分包括在内的部分。在该情况下,能够将压缩部8整体用于接合部7。在图1至图3、图4的(b)的例子中,在压缩部8的形成部分形成有接合部7。此外,该情况并非禁止接合部7形成于压缩部8的形成部分的一部分。
[0086]
在壁构材形成用毛坯材料30的至少一方的端部(端部31和端部32中的至少一方),形成有压缩部8。在图1至图3、图4的(b)所示的盖体1的例子中,毛坯材料30的两个端部31、32中的、在成为侧壁的壁构材3的状态下位于内周面3a侧的那个端部31成为压缩部8,压缩部8在壁构材3的内周面3a露出。在成为侧壁的壁构材3的状态下位于外周面3b侧的那个端部32成为非压缩部。图4的(b)是将包含图3中的重合部6在内的部分提取并示意化的附图。压缩部8可以形成于将重合部6形成的端部31的一部分,但优选为如图4的(b)所示地在将重合部6形成的端部31整体范围内形成压缩部8。在该情况下,毛坯材料30的端部31的位置处,毛坯材料30的厚度变化更缓和,能够更加提高与容器t的紧密接触性。
[0087]
(压缩部)
[0088]
压缩部8是对壁构材形成用毛坯材料30进行压缩而形成的部分。在盖体1中,如上所述,压缩部8是通过使壁构材形成用毛坯材料30中的端部31和端部32的至少一方被压缩而形成的。作为壁构材形成用毛坯材料30的压缩方法,例如能够举出压力处理等。作为压力处理,能够举出热压处理和加湿状态下的压力处理等。热压处理可以在加湿条件下实施,也可以在非加湿条件下实施。在这种压力处理中,优选为热压处理。通过采用热压处理,能够使壁构材形成用毛坯材料30的端部31的厚度容易变薄,并且能够形成在毛坯材料30的厚度
越薄的位置处越提高壁构材形成用毛坯材料30的密度的状态。
[0089]
在盖体1中,压缩部8优选为,壁构材形成用毛坯材料30的压缩度随着朝向端部31的顶端31a而变大。这种构成能够通过在对壁构材形成用毛坯材料30的至少一方的端部31进行压缩时在离端部31的顶端31a越近的位置处由越强的力来冲压壁构材形成用毛坯材料30而具体实现。另外,在图3的例子的情况下,提高了壁构材形成用毛坯材料30中的端部31的顶端31a的密度。并且,能够缩小壁构材形成用毛坯材料30中的端部31的顶端31a的端面的面积。由此,在安装盖体1后的容器t的内容物是液体的情况下,即使内容物附着在将壁构材3形成的毛坯材料30的端部31的顶端31a的位置,内容物也难以从该顶端31a朝向壁构材3的内部渗透。
[0090]
(压缩部的形状)
[0091]
壁构材形成用毛坯材料30的端部31中的将压缩部8形成的端部31从与压缩部8的基端对应的位置朝向顶端31a成为前端变细的形状(毛坯材料30的厚度随着朝向顶端31a而变薄的形状)。端部31的前端变细形状的状态没有特别限定,但针对图1至图3的例子,如图4的(b)所示,在毛坯材料30的端部中,在毛坯材料的一方的主面30a上,在与压缩部8对应的区域(形成有压缩部8的那个端部31)内形成有倾斜面9a,另一方的主面30b中的与压缩部8对应的区域成为平坦面9b。在图3的例子中,毛坯材料30的上述一方的主面30a是成为壁构材3的内周面3a的面,毛坯材料30的上述另一方的主面30b是成为壁构材3的外周面3b的面。在图4的(b)所示的例子中,作为倾斜面9a而形成有倾斜平面10a。此外,图4的(a)所示,在毛坯材料30的一方的主面30a中的与压缩部8对应的区域内,也可以作为倾斜面9a而形成朝向顶端31a向下倾斜的弯曲面10b。在图4的(a)中,作为形成的弯曲面10b,形成了凸状弯曲面,但也可以作为弯曲面10b而形成凹状弯曲面。将压缩部8形成的那个端部31的顶端31a与图4的(f)所示的状态相比,优选设为如图4的(b)所示地尽可能地被压缩的状态。另外,在顶端31a具有端面的情况下,其形状也可以为曲面状。
[0092]
另外,也可以为,如图4的(e)所示,在毛坯材料30的双方的主面30a、30b中的与压缩部8对应的区域内形成倾斜面9a。
[0093]
壁构材3的外观形状没有特别限定,可以形成为在上下方向上为相同口径的筒状,但如图1至图3所示,优选为,由壁构材3形成的侧壁形成为如内径从上方向朝向下方向变小那样的筒型,另外优选为,盖体1的下端部中的内径形成为,与由该盖体1封盖的容器t的口部所形成的上端部的外径相比稍微小。
[0094]
通常,纸类原材料具有如下性质:易于在厚度方向上发生折曲等变形,但难以在与厚度方向正交的面方向上发生变形。由此,若如本实施方式的盖体1那样地由顶盖2和壁构材3形成,则能够同时具备顶盖2所具有的易于向弯曲方向变形的性质、和壁构材3所具有的难以在周向上变形的性质。
[0095]
盖体1构成为,形成为侧壁趋向下方向而内径变小的筒状,且形成为下端部的内径与容器t的口部的外径相比稍微小,在具有这种构成的盖体1的情况下,能够相对于容器t,一边使顶盖2弯曲变形并且使容器t的口部变形一边进行嵌合。由此,即使盖体1的下端部的内径与容器t的上端部的外径相比形成得小,也能够将盖体1相对于容器t顺畅地安装。另外,盖体1由于通过形成压缩部8而大幅降低侧壁的内侧的重合部6中的厚度,所以能够更加大幅提高将盖闭合时的盖体1的侧壁内面侧与容器t的口部之间的密闭性。并且,对于盖体
1,与下端部的内径形成得比容器t的口部的外径小的情况、和降低了将盖闭合时的盖体1与容器t之间的间隙的情况相辅相成地,减少了作为内容物的液体从盖体1与容器t之间漏出的隐患,另外即使例如在不注意地在安装盖体1后的状态下使容器t落下的情况下,也能够降低盖体1伴随落下时的冲击而脱落的事态。此外,即使在这样地安装盖体1后的情况下,当使用者想要取下盖体1时,能够一边使顶盖2弯曲变形一边将其取下,因此,能够容易地取下。
[0096]
[1-2作用效果]
[0097]
在盖体1由纸类原材料形成的情况下,考虑到了对环境的影响,另一方面,与氨酯材料等树脂材料相比,纸类原材料的缓冲性少,尺寸稳定性高。由此,假设若在盖体的壁构材的重合部,较大地形成基于毛坯材料的厚度导致的层差,则担心安装盖体后的容器中,容器的内容物会从该层差的部分漏出。在成为第一实施方式的包装用部件的盖体中,将作为侧壁的壁构材3形成的毛坯材料30的端部的至少一方(端部31)成为压缩部8,由此毛坯材料30的厚度在端部31变薄。由此,在使端部31、32彼此重合而成的重合部6中,伴随毛坯材料30的端部31的顶端31a的厚度产生的层差减少。在图3的例子中,在壁构材3的内周面3a侧,层差减少。此外,在本发明中,形成于重合部6的层差表示为在构成重合部6的端部31、32的顶端31a、32a形成的层差g。
[0098]
在图3的例子中,盖体1以在其内周面3a侧使压缩部8露出的方式形成重合部6。由此,在以使压缩部8面对于成为与容器t的接合面的容器t的外周面侧的方式将盖体1安装于容器t的情况下,如图11的(a)、图11的(b)所示,能够使盖体1的内周面3a相对于容器t的开口缘部的外周面侧的部分更加紧密接触。因为盖体1与容器t之间的紧密接触性优异,所以即使安装盖体1后的容器t倾倒,也能够抑制内容物非本意地从容器t与盖体1之间洒出的事态。此外,图11的(a)表示将盖体1安装至容器t后的状态,图11的(b)表示盖体1与容器t之间的接触部。
[0099]
为了使毛坯材料30的厚度在端部31变薄,也能够考虑到将原材料片斜着截断而将毛坯材料30的端部31设为斜的截断面的方法。但是,在该情况下,截断面的面积变大,毛坯材料30的内部的纸层的露出面积变大。通常,对于用于形成毛坯材料30的原材料片,在其表面实施有防水处理,在将原材料片截断来形成毛坯材料30的情况下,毛坯材料30的端面成为防水处理的非处理面。因此,在将原材料片斜着截断而获得毛坯材料30的情况下,会在毛坯材料30的端部大面积地露出防水处理的非处理面。由此,在如随后所述地安装盖体1后的容器t内所收容的内容物是液体的情况下,易于发生液体从形成壁构材3的毛坯材料30的截断面向壁构材3内部渗透。因此,在将原材料片斜着截断而将毛坯材料30的端部设为斜的截断面的情况下,重新要求了用于抑制液体渗透的对策。
[0100]
在如上所述地安装盖体1后的容器t内收容的内容物是液体的情况下,对于由纸类原材料形成的盖体1,液体易于从形成壁构材3的毛坯材料30的端部31的位置渗透。针对这一点,在成为第一实施方式的包装用容器的盖体1中,端部31成为压缩部8,越靠端部31的顶端31a,压缩率越高。由此,毛坯材料30在端部31中纤维密度提高,液体难以从毛坯材料30的端部31的位置朝向毛坯材料30的内部渗透。
[0101]
在限制液体从形成壁构材3的毛坯材料30的端部31的位置渗透的观点中,虽然也考虑到在端部31的位置涂覆树脂等而形成树脂涂覆部,但在形成树脂涂覆部的情况下,树
脂涂覆部相对于液体发生接触,产生了需要进一步考虑以使树脂中所含的成分不会向液体漏出。而且,当涂覆树脂等时,壁构材3的厚度进一步上升,需要考虑重合部6的层差进一步变大的可能性。相对于此,在成为第一实施方式的包装用容器的盖体1中,越靠端部31的顶端31a越提高压缩率,由此限制液体从端部31向壁构材3内部渗透,由此能够减轻进行如上所述的考虑的必要。
[0102]
[1-3变形例]
[0103]
在上述第一实施方式中,盖体1中,压缩部8在成为侧壁的壁构材3的内周面3a露出,但在通过使盖体1的壁构材3的外周面3b相对于容器t的内周面接合而安装于容器t的情况下,盖体1也能够以使压缩部8在壁构材3的外周面3b露出的方式形成压缩部8。这种构成例如能够通过在图3所示的端部32形成压缩部8来实现。在该情况下,也能够获得与上述第一实施方式的作用效果所示的内容同样的作用效果。
[0104]
[2第二实施方式]
[0105]
[2-1构成]
[0106]
本发明的第二实施方式的包装用部件是容器50。如图5所示,容器50具有形成侧周面的主体构材52、和形成底面的底面构材51。容器50使主体构材52与底面构材51的周围接合。容器50通过主体构材52和底面构材51而在内部形成空间,具有上端侧开口的有底构造。作为容器50,尤其优选使用在开口缘部53具有挠性的容器。容器50以相对于开口缘部53安装盖体c的方式使用。
[0107]
(底面构材)
[0108]
底面构材51能够通过相对于规定的原材料片实施冲压加工等而制造。用于形成底面构材51的原材料片可以使用与第一实施方式中说明的用于形成顶盖的原材料片同样的材料。
[0109]
(主体构材)
[0110]
作为包装用部件的侧壁而具有主体构材52。主体构材52形成为环状。主体构材52具有使具有规定形状的主体构材形成用毛坯材料90的两个端部91、92重合而成的重合部60、和在该重合部60将端部91、92彼此接合而成的接合部70。
[0111]
作为主体构材形成用毛坯材料90,能够与第一实施方式说明的用于形成壁构材3的毛坯材料30同样地使用纸类原材料。另外,主体构材52的重合部60以及接合部70可以分别与第一实施方式说明的壁构材3的重合部6以及接合部7同样地形成。
[0112]
另外,主体构材52中,主体构材形成用毛坯材料90的至少一方的端部(端部91和端部92中的至少某一方)形成压缩部80。压缩部80可以与第一实施方式说明的压缩部8同样地形成,具有与第一实施方式说明的压缩部8同样的构造以及形状。在图5的例子中,端部91形成压缩部80,端部91形成为朝向顶端91a而前端变细的形状。压缩部80的压缩率随着朝向端部91的顶端91a而变大。另外,在图5的例子中,端部91位于主体构材52的外周面52b侧,端部92成为压缩部的非形成部,位于主体构材52的内周面52a侧。
[0113]
[2-2作用效果]
[0114]
根据作为第二实施方式的包装用容器的容器50,与第一实施方式同样地,减少重合部60的层差,当向容器50安装盖体c时,能够使盖体c相对于容器50更加紧密接触,能够提高紧密接触性。在图5的例子中,在主体构材52的外周面52b侧减少重合部6的层差。当向容
器50安装盖体c时,在盖体c相对于容器的开口缘部53而在外侧接合的情况下,能够使盖体c相对于容器50更加紧密接触,能够提高紧密接触性。
[0115]
[2-3变形例]
[0116]
在第二实施方式中,如图6所示,容器50也可以具有沿着成为侧壁的主体构材52的上端外卷形成的环状的卷曲部100。在该例子中,开口缘部53由卷曲部100形成,在容器50的上端侧,形成有由卷曲部100包围的开口。
[0117]
在图6的例子所示的容器50中,如图7、图8所示,压缩部8在卷曲部100的外周面露出。这能够通过如下所述地制造主体构材52来实现。也就是说,作为主体构材形成用毛坯材料90而使用形成为扇形状的纸类原材料,使沿着纸类原材料的圆周方向分离的两个端部91、92彼此重合来形成重合部60。此时,以使形成有压缩部80的端部92朝向主体构材52的内周面52a侧的方式使两个端部91、92彼此重合,由此形成重合部60。而且,将主体构材52的上端侧端部以外卷的方式卷绕而形成卷曲部100。此时,主体构材52的内周面52a侧位于卷曲部100的露出面侧。这样能够实现压缩部8在卷曲部100的外周面露出的状态。此外,在图7、图8的例子中,端部92形成为朝向顶端92a而前端变细的形状。另外,在卷曲部100中,端部91卷绕至卷曲部100的内侧而被隐藏。
[0118]
当在作为上述第二实施方式的变形例的包装用容器的容器50上安装盖体c时,盖体c相对于容器50的卷曲部100接触。在此,根据第二实施方式的变形例,在端部92形成有压缩部80,由此减少卷曲部100中的重合部60的层差。由于卷曲部100中的重合部60的层差减少,所以如图10的(a)、图10的(b)所示,能够使盖体c相对于容器50更加紧密接触,能够提高紧密接触性。图10的(a)表示将盖体c相对于容器50安装后的状态,图10的(b)表示盖体c与容器50之间的接触部。此时,更优选为,如图9所示,在容器50上安装第一实施方式所示的盖体1。在该情况下,形成了使第一实施方式的盖体1与第二实施方式的容器50紧密接触的状态。对于第二实施方式的容器50和第一实施方式的盖体1的任意一个,都减少了重合部60、6处的层差,由此能够更加提高容器50与盖体1的紧密接触性。
[0119]
根据作为第二实施方式的变形例的包装用容器的容器50,与第一实施方式同样地,液体难以从毛坯材料90的端部92的位置朝向主体构材52的内部渗透。
[0120]
针对上述的第一实施方式和第二实施方式,均可以采用如下所示的变形例。
[0121]
[3共通的变形例]
[0122]
(变形例1)
[0123]
在作为第一实施方式的包装用部件的盖体1的说明中,压缩部8形成于毛坯材料30的一方的端部31,但形成有压缩部8的端部并不限定于此。如图4的(c)、图4的(d)所示,压缩部8也可以形成于毛坯材料30的双方的端部31、32。
[0124]
此外,在毛坯材料30的双方的端部31、32形成有压缩部8的情况下优选为,在毛坯材料30的一方的主面上,在与压缩部8对应的区域内形成有倾斜面9a,另一方的主面成为平坦面9b,且在接合部7中,两个端部31、32的各自上形成的倾斜面9a,9a是面对面的。在图4的(d)所示的例子中,对于端部31,在毛坯材料30的一方的主面30a上,在与压缩部8对应的区域内形成有倾斜面9a,另一方的主面30b成为平坦面9b。对于端部32,在毛坯材料30的一方的主面30b上,在与压缩部8对应的区域内形成有倾斜面9a,另一方的主面30a形成有平坦面9b。而且,端部31的倾斜面9a和端部32的倾斜面9a面对面地配置。在该情况下,难以在重合
部6和其周围产生厚度差。
[0125]
如图4的(c)所示,在接合部7中,两个端部31、32的各自上形成的平坦面9b,9b面对面的情况下,更容易实现端部31、32彼此的接合。此外,在图4的(c)的例子中,相对于图4的(d)的例子,使端部31、32各自中的倾斜面9a与平坦面9b的形成面替换。
[0126]
上述的变形例1所示的构成针对作为第二实施方式的包装用部件的容器50也是同样的。此外,在图4的(c)、图4的(d)中,为了便于说明,标注了关于第一实施方式的包装用部件的毛坯材料30、接合部7、重合部6、压缩部8、端部31、32的各附图标记,但是也可以在图4的(c)、图4的(d)中,将各图中标注的毛坯材料30、接合部7、重合部6、压缩部8、端部31、32等各附图标记分别置换为关于第二实施方式的包装用部件的毛坯材料90、接合部70、重合部60、压缩部80、端部91、92的附图标记,作为说明第二实施方式的附图来适用。该情况对于图4的(a)、图4的(b)、图4的(e)也是同样的。
[0127]
(变形例2)
[0128]
在上述变形例1中,在毛坯材料30的一方的主面30a形成有倾斜面9a,另一方的主面30b成为平坦面9b,但并不限定于此,如图4的(e)所示,也可以在毛坯材料30的双方的主面30a、30b中的与压缩部8对应的区域内形成倾斜面9a。
[0129]
(变形例3)
[0130]
在由上述变形例1、2说明的图4的(d)和图4的(e)所示的例子中,倾斜面9a彼此是面对面的,但可以为,倾斜面9a的整个面彼此是面对面的,也可以为,倾斜面在沿着侧壁的周向彼此错开的位置上面对面。倾斜面9a彼此错开的方向可以为,沿着侧壁(壁构材3、主体构材52)的周向使重合部6变大的方向(端部31、32彼此的重合变大的方向),也可以为,沿着侧壁(壁构材3、主体构材52)的周向使重合部6变小的方向(端部31、32彼此的重合变小的方向)。另外,如图4的(g)所示,也可以根据端部31、32的顶端31a、32a的端面的尺寸,使倾斜面9a彼此错开。在该情况下,容易将重合部6的厚度(端部31与端部32的合计厚度)与毛坯材料30的厚度相匹配。
[0131]
接下来,详细说明本发明的包装用部件的制造方法。以下,在包装用部件是上述第一实施方式的包装用部件的情况下,参照图12进行说明。图12是用于说明第一实施方式的包装用部件的制造方法的一个实施例的图。
[0132]
[4制造方法]
[0133]
[4-1制造方法的内容]
[0134]
首先,将由纸类原材料构成的原材料片冲压加工为扇形状而进行毛坯材料30的形成(图12的(a))。
[0135]
接下来,进行形成压缩部8的压缩工序,该压缩部8是对由纸类原材料构成的毛坯材料30的至少一方的端部31进行压缩而成的。压缩部8例如通过对毛坯材料30的两个端部31、32中的至少一方的端部31施加热压处理而实施。热压处理能够通过使毛坯材料30的端部31被辊子110滚过而实现(图12的(b)、图12的(c))。作为辊子110,能够使用在外周面设有凸条部130的部件。凸条部130在表面形成倾斜面,如图13所示,通过辊子110的凸条部130和其承接部110a来按压端部31,能够在端部31形成压缩部8。此外,通过决定辊子110的凸条部130的倾斜面的形状、辊子110的表面形状、辊子110的间隙等条件,能够将在毛坯材料30的端部31形成的压缩部8的形状设为希望的形状,还能够将毛坯材料30的端部31的压缩率设
为希望的压缩率,还能够朝向毛坯材料30的端部31的顶端31a提高压缩率(图12的(c))。
[0136]
当在毛坯材料30上形成压缩部8之后,使两个端部31、32重合而形成重合部6,并且在重合部6将端部31、32彼此接合,由此形成接合部7(侧壁形成工序)。通过该侧壁形成工序,形成了作为环状的侧壁的壁构材3(图12的(d))。作为接合部7的形成方法,能够使用超声波接合等方法。
[0137]
将顶盖形成用的原材料片冲压为圆形状而形成顶盖2的毛坯材料,将顶盖的毛坯材料的外周折曲而形成顶面部4和立起部5,获得顶盖2。而且,将顶盖2配置于壁构材3的内周面3a的规定位置(图12的(e)、图12的(f))。
[0138]
对壁构材3的内周面3a和立起部5的外周面进行接合处理。对于接合处理能够使用热封等。具体地,在立起部5的外周面预先涂覆粘结剂,将顶盖2的立起部5按压至壁构材3的内周面3a,在该状态下,从立起部5的内周面侧推压辊子120来进行加热以及加压(图12的(g))。辊子120一边自转一边沿着立起部5的内周面侧转动。此时,粘结剂溶解,顶盖2与壁构材3接合,获得作为包装用部件的盖体1(图12的(h))。此外,在上述中,在顶盖2的立起部5与壁构材3之间涂覆粘结剂,但这只是一个实施例,制造方法并不限定于此。例如,能够作为顶盖的毛坯材料和壁构材的毛坯材料而使用在表面涂覆有树脂等的材料,在使顶盖2的立起部5与壁构材3直接面对的状态下推压辊子120来加热以及加压而进行接合,通过这种热封而将顶盖2和壁构材3接合。在这些方法之外还可以适当采用接合方法。
[0139]
在使用图12所述的制造方法的说明中,如根据图12的(b)、图12的(c)等表明地那样,记载了在毛坯材料30的一方的端部31实施热压处理的例子,但也可以对双方的端部31、32实施热压处理。在该情况下,如图14的(a)、图14的(b)所示,热压处理能够通过设为根据端部31、32来配置辊子110的状态来实现,该辊子110在外周面设有凸条部130。此外,在图14的(a)中,在毛坯材料30的端部31的上侧配置辊子110,在毛坯材料30的端部32的下侧配置辊子110。在该情况下,在毛坯材料30的端部31的上面侧形成倾斜面,在毛坯材料30的端部32的下面侧形成倾斜面。而且,能够形成如图4的(d)所示的壁构材3。
[0140]
[4-2作用效果]
[0141]
根据上述包装用部件的制造方法,能够制造一种控制压缩部8的形状和压缩率、同时减少重合部6的端位置处的层差的包装用部件。尤其,因为能够在形成接合部7之前形成压缩部8,所以容易精细地控制压缩部8的尺寸和形状,能够更有效地抑制重合部6的端位置处的层差。
[0142]
以上,具体说明了本发明的实施方式的例子,但本发明并不限定于上述实施方式的例子,能够基于本发明的技术思想进行各种变形。
[0143]
例如,上述的实施方式的例子中举出的构成、方法、工序、形状、材料以及数值等不过是例子,根据需要可以使用与其不同的构成、方法、工序、形状、材料以及数值等。
[0144]
此外,并非由本发明中所例举的效果来限制解释本发明的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1