重卷卷绕的材料幅的方法和重卷装置与流程
1.本发明涉及一种在重卷装置上重卷卷绕的材料幅的方法,特别是弹性材料的卷绕材料幅的方法。此外,本发明还涉及一种用于执行该方法的重卷装置。
背景技术:
2.如今,用于生产材料幅的现代高性能设备以如此高的输出性能和相应地如此高的生产速度运行,以致于使用串联式卷绕机不再有益。材料幅尤其是用浇铸或吹塑方法制造的塑料薄膜。来自纺粘或熔喷设备的非织造织物幅材也可以是这种材料幅。将这种幅材卷绕以便稍后进一步加工形成最终产品。在进一步的加工过程中,如果需要,可通过由几个滚筒组成的拉伸单元将卷展开、拉伸,通过切割台切割成宽度尺寸(段),并且将材料幅部分进行加工以形成单独的产品。由于当今的高生产速度,卷的更换具有非常强的影响。卷的更换可能意味着生产的中断,生产设施的停止和重新启动意味着巨大的努力。因此,越来越多地生产出直径高达四米的大卷,这些大卷随后在离线设备、重卷装置或卷取机中重卷以形成直径较小的卷。这种在时间方面满足其限制的重卷装置现在是该过程中的瓶颈。因此,通常并行地操作几个重卷装置。这种重卷装置具有开卷机,该开卷机保持大卷。材料幅从大卷展开,切段,并且随后在卷取机上重卷以形成较小的卷。大卷通常具有高达十吨的质量,因此必须相应地加速和减速,即平稳地制动,以便防止对材料幅的损坏。因此,在传统的重卷装置中预先设定了恒定的加速度斜率。在下文中,“加速度”旨在表示正加速度和负加速度,即减速。
3.另一个问题是由塑料或非织造织物构成的材料幅是具有高弹性的幅材。这种弹性比许多其它材料,特别是金属或纸的弹性大几个数量级。使该过程更加困难的是塑料或非织造织物的材料幅在生产之后可能经受长达48小时的后收缩,在极端情况下甚至长达一周。原因是用于薄膜或非织造织物的大多数塑料是晶体或半晶体。结晶取决于时间和温度,使得后结晶过程仍可在生产之后的几天发生。后收缩可以达到约10%和更多。因此,如果由这种材料构成的材料幅在生产之后立即被卷绕,即当后结晶和后收缩还没有完成时,必须考虑后收缩。封闭的材料幅(例如cpp薄膜)可以不用太大的力卷绕;相反,根据加工材料及其收缩行为,必须考虑空气层作为卷上的材料幅的各层之间的缓冲。为了简化的目的,在下文中,弹性材料将被理解为具有比金属或纸的弹性高得多的弹性的材料,其收缩不是在薄膜幅材或非织造织物幅材的生产之后直接完成的,并且因此在卷绕和重卷期间必须考虑其收缩行为。
4.希望减少重卷时间。
技术实现要素:
5.因此,本发明的目的是提供一种在重卷装置上重卷弹性材料的卷绕的材料幅的方法,相对于现有技术,通过该方法可以减少重卷时间。
6.本发明的另一个目的是提供一种用于执行该方法的装置。
7.本发明的第一目的通过根据独立权利要求1的方法实现。该方法的有利的进一步发展在权利要求2至权利要求14中被公开。本发明的第二目的通过根据独立权利要求15的装置实现。
8.本发明的在具有开卷机和卷取机的重卷装置上重卷弹性材料的卷绕的材料幅的方法,其中材料幅从在开卷机上卷绕的具有直径d的大卷重卷到在卷取机上待卷绕的分卷上,并且开卷机和/或卷取机具有致动器,其特征在于,在重卷过程中,在开卷机上的大卷的直径d和/或在卷取机上的分卷的直径d被连续地确定,并且致动器的性能通过所确定的参数被连续地调节。术语“连续确定”和“连续调节”在这里不仅理解为实际上连续的、即进行中的确定或调节过程,而且理解为在离散的时间间隔中进行的确定或调节过程,其中在重卷过程期间多次进行确定。
9.在将材料幅从大卷重卷到第二卷上时,大卷的外径以及由此的质量被永久地减小。大卷在开卷机上张紧,并且第二卷在卷取机上张紧。开卷机和卷取机中的至少一个具有致动器,例如以马达或皮带或链条驱动的形式。此外,带驱动器形式的致动器可以在任何位置附接到卷。另一实施例可以包括具有自驱动支撑滚筒的致动器,该自驱动支撑滚筒可自身或与其它滚筒结合支撑卷,并通过马达功率执行重卷。叠放滚筒可以是不同类型的致动器。叠放滚筒通常放置在卷上,并且例如用作附加的自驱动致动器。它们可以单独地或者与几个其它滚筒例如支撑滚筒结合地作用在卷上。致动器也可以向开卷机或卷取机施加制动力矩,例如以便在重卷过程中,尤其是在开始和结束重卷过程时控制材料幅的张力。通过连续地确定至少一个卷的直径,根据本发明的方法连续地调节致动器的性能。
10.附加地或可替代地,材料幅也可以通过布置在开卷机和卷取机之间的卷筒驱动。在该过程期间,材料幅在该滚筒的上方被引导,该滚筒可以具有能够向滚筒施加扭矩的致动器。材料幅部分地围绕滚筒。滚筒也可以是具有多个滚筒的滚筒组件的一部分,例如滚筒对。
11.明确指出的是,在本专利申请的框架内,不定冠词和数字例如“一个”、“两个”等通常应理解为表示最小值,即“至少一个...”、“至少两个...”等,除非从上下文中清楚地看出,或者对于本领域技术人员来说是显而易见的,或者从技术观点来看是不可避免的,否则只能意指一个是精确的“恰好一个...”、“恰好两个...”等。
12.通过调节在重卷装置中根据重卷过程的连续变化的情况下的重卷参数、特别是卷取速度和加速度斜率,可以节省很多时间。在一些情况下,这甚至使得可以在没有第二平行重卷装置的情况下进行。因此,重要的卷绕参数(例如加速力等)可以在整个过程中保持恒定或几乎恒定。因此,在卷取机上不期望出现卷取质量的变化。
13.在一个实施例中,开卷机上卷绕的大卷的直径d和/或卷取机上待卷绕的分卷的直径d通过光学传感器被连续地测量。这种传感器例如可以是具有相应的图像评估装置的照相机。例如,可移动的光栅也可以考虑作为光学传感器。光学传感器快速且可靠地运行。
14.可替代地或另外地,在另一实施例中,在开卷机上卷绕的大卷的直径d和/或卷取机上待卷绕的分卷的直径d使用机电传感器被连续地测量。这种机电传感器可以被实施作为例如按钮。机电传感器通常比光学传感器便宜。
15.可替代地或另外地,在另一实施例中,在开卷机上卷绕的大卷的直径d和/或在卷取机上待卷绕的分卷的直径d使用电子传感器被连续地测量。
16.在有利的实施例中,连续地计算在开卷机上卷绕的大卷的直径d和/或在卷取机上待卷绕的分卷的直径d。利用材料幅的取出速度和厚度以及各层之间的气垫的取出速度和厚度,可以容易地计算出直径。如果使用已经存在于过程中的输入参数来计算,则不需要使用附加的传感器来控制致动器的性能。
17.例如,以下参数可以用作期望的输入参数:
18.·
材料幅的宽度
19.·
材料幅的密度(表面重量)
20.·
大卷的拉伸率
21.·
开卷机的外径
22.·
大卷的最大直径
23.·
大卷的卷取密度
24.·
卷取速度
25.·
分卷的拉伸率
26.·
分卷的外径
27.·
分卷的最大直径
28.·
分卷的卷取密度
29.·
大卷和分卷的卷更换次数
30.·
大卷和分卷的加速时间和制动时间的下限值
31.·
大卷的转速
32.·
分卷的转速
33.·
等。
34.对于所有期望值,可以定义范围,其中极限值可以是计算值或经验值。
35.在另一实施例中,在开卷机上卷绕的大卷的直径d和/或在卷取机上待卷绕的分卷的直径d可使用连续确定的卷重量来确定。
36.在另一实施例中,在开卷机上卷绕的大卷的直径d和/或在卷取机上卷绕的分卷的直径d使用在开卷机和卷取机的卷中的一个,优选地在所有卷上连续测量的材料幅的速度来确定。
37.在另一实施例中,开卷机上卷取的大卷的直径d和/或卷取机上待卷取的分卷的直径d使用连续测量的材料幅的速度以及开卷机和卷取机的卷的旋转速度来确定。
38.在另一实施例中,在开卷机上卷绕的大卷的直径d和/或在卷取机上待卷绕的分卷的直径d使用在开卷机和卷取机的卷中的一个,优选地在所有卷上累积的材料幅层的层厚度来确定。材料幅的层厚度可以例如通过光学传感器来测量。
39.已经证明,由控制单元处理所有确定的参数是有利的。
40.还已经证明,控制单元控制致动器是有利的,优选地控制所有致动器是有利的。
41.在可替代实施例中,致动器被手动地控制。
42.在另一有利的实施例中,重卷装置具有优选地布置在开卷机和卷取机之间的、可竖直移位的滚筒,其中材料幅在滚筒的上方被引导。材料幅的驱动可以附加地或可替代地经由滚筒进行。在该过程中,材料幅在该滚筒的上方被引导,该滚筒可以具有能够向滚筒施加扭矩的致动器。材料幅部分地缠绕在滚筒上。滚筒也可以是具有多个滚筒的滚筒组件的
一部分,例如滚筒对。
43.此外,已经证明有利的是,在不中断重卷过程的情况下,执行在开卷机上的大卷和/或在卷取机上的分卷的更换。
44.提供了用于执行本发明的方法的根据本发明的装置。
附图说明
45.本发明的其它优点、特性和有利的进一步发展从从属权利要求和随后通过附图的方式对实施例的优选示例的介绍中变得清楚,其中:
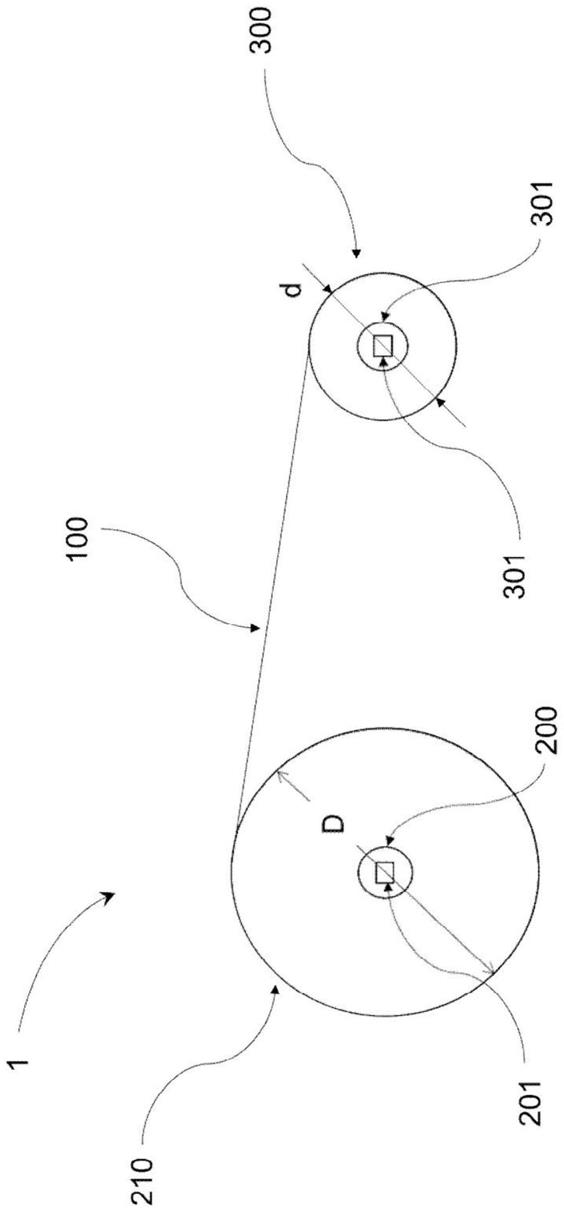
46.图1是根据本发明的重卷装置的示意图。
47.图2是根据本发明的重卷装置的另一实施例的示意图。
具体实施方式
48.图1是根据本发明的重卷装置1的示意性侧视图。在开卷机200上被卷绕在具有直径d的大卷210上的材料幅100被大卷210重卷到分卷301上,分卷301具有直径d并布置在卷取机300上。
49.开卷机200和卷取机300分别具有致动器201、301,通过该致动器201、301可以驱动卷200、300并使其减速。在重卷期间,开卷机200上的大卷210的直径d和卷取机300上的分卷301的直径d被连续地确定,并且使用这些确定的参数,连续地调节致动器201、301的性能。
50.这里所示的实施例仅作为示例给出,因此不应被理解为限制性的。本领域技术人员考虑的替代实施例同样被本发明的保护范围所覆盖。
51.图2是重卷装置1的示意图。大卷210在开卷机200上张紧,并由作为致动器201的皮带驱动器(这里未详细讨论)来驱动。通过多个滚筒400,材料幅100被部分地偏转和/或拉伸。此外,材料幅100被引导通过切割台(未详细讨论),如果需要,该切割台可以在材料幅100上执行多个不同的切割步骤。随后,材料幅100被引导通过横向切割台(这里未详细讨论)。然后,材料幅100在作为支撑滚筒的附加滚筒400的上方被引导并由其驱动。第二滚筒400也是自驱动支撑滚筒,其被附接到该支撑滚筒400。这两个支撑滚筒400支撑并驱动卷取机300上的分卷310,直到其达到其期望尺寸。这样,在该实施例的示例中,这些滚筒400形成致动器301。作为叠放滚筒的附加滚筒400被定位在分卷310上。该叠放滚筒400既可被驱动又可被动地运行。叠放滚筒400可驱动分卷310在卷取机300上的卷取速度,或者其可由卷取机300被动地运行。
52.附图标记列表:
53.1 重卷装置
54.100 材料幅
55.200 开卷机
56.201 致动器
57.210 大卷
58.300 卷取机
59.301 致动器
60.310 分卷
61.400 滚筒
62.d 开卷机上材料幅卷的直径
63.d 卷取机上材料幅卷的直径
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1