一种压缩机动盘组装上料装置的制作方法
1.本发明涉及新能源汽车空调压缩机动盘组装生产线技术领域,特别涉及一种压缩机动盘组装上料装置。
背景技术:
2.随着国家对新能源汽车重视,越来越多的整车厂加大对新能源汽车的研发投入,带动下游的供应商对新能源汽车零部件的投入,新能源汽车零部件的产值越来越大,从而吸引了更多的投资,形成了一个良性的循环。
3.如今新能源汽车空调压缩机的组装大都是由人工来完成,人工组装面临着效率低下,产品质量得不到保障。随着人力成本的不断上升,工人越来越难招,人工组装的方式越来越难以为继。
4.基于此,本发明提供一种压缩机动盘组装上料装置,能够按照动盘组装生产线的要求,即动盘的放置位置,放置的方向都固定的模式,把动盘放入组装生产线上的转盘上,能节省人力成本,大大提高组装效率,提升产品质量。
技术实现要素:
5.本发明目的是,针对上上述问题,亟需提出一种压缩机动盘组装上料装置能将动盘按照固定的角度和方向输送至自动组装线上的转盘上,能把动盘的零件组装实现全自动化,大大提高生产效率,提升产品品质。
6.本发明提出一种压缩机动盘组装上料装置,用于将动盘按照固定的角度和方向输送至组装转盘上,包括:环形上料机构,包括螺旋设置的环形传送线;所述环形上料机构用于动盘缓存以及将动盘输送至指定位置;所述环形上料机构还包括设置在所述环形传送线末端的推料气缸,所述推料气缸与所述环形传送线的末端垂直设置;
7.定位机构,与所述推料气缸相对设置,用于将所述推料气缸推入的动盘按照一定的方向固定;
8.动盘旋转机构,设置在所述定位机构的下方,所述动盘旋转机构包括用于放置动盘的旋转盘,所述动盘旋转机构用于将所述动盘旋转至指定的方向;
9.转接机构,用于将定位机构固定的动盘放到组装转盘上。
10.优选的,所述定位机构包括:
11.阻挡组件,与所述推料气缸相对设置;
12.第一v型槽,设置在所述阻挡组件上位于所述推料气缸的一侧;
13.第二感应传感器,设置在所述第一v型槽的中间,并且穿过v型槽固定,用于感应动盘的边缘,检测动盘是否被推料气缸推到位;
14.第三感应传感器,设置在所述动盘旋转机构的一侧,用于感应动盘的边缘;
15.第二气缸,与所述第三感应传感器相对设置;所述第二气缸用于将动盘边缘挡住,使所述动盘停止转动;
16.第四感应传感器,用于感应动盘是否旋转到位。
17.优选的,所述第一v型槽的内侧表面设置有第一滚珠组件,所述第一滚珠组件用于减少第一v型槽与所述动盘之间的摩擦力,以及用于所述动盘在水平方向上的定位。
18.优选的,所述推料气缸包括设置在所述推料气缸输出端的推料组件,所述推料组件包括与所述定位机构相对设置的第二v型槽以及设置在所述第二v型槽内侧表面的第二滚珠组件,所述第二滚珠组件用于减少第二v型槽与所述动盘之间的摩擦力,以及用于所述动盘在水平方向上的定位。
19.优选的,所述转接机构包括:支撑架,设置在所述支撑架上的第一轨道,设置在所述第一轨道上与所述第一轨道适配的气动滑台,设置在所述气动滑台上的第二轨道,设置在所述第二轨道上的转接气缸以及设置在所述转接气缸输出端的吸嘴;所述第一轨道水平设置,所述第一轨道与所述第二轨道垂直设置。
20.优选的,所述环形上料机构包括环形传送线、驱动所述环形传送线传动的驱动电机、设置在所述环形传送线末端的第一挡块以及设置在所述第一挡块上的第一感应传感器,所述驱动电机与所述第一感应传感器电性连接。
21.优选的,所述环形传送线包括输送链以及设置在所述输送链两侧的护栏;所述环形传送线多层环形设置,用于放置更多的缓存动盘。
22.优选的,位于所述输送链末端的两侧护栏之间的距离大于所述动盘的直径1
‑
2mm。
23.本发明的有益效果:
24.本发明的一种压缩机动盘组装上料装置包括:环形上料机构、定位机构、动盘旋转机构以及转接机构;所述环形上料机构通过环形传送线将动盘输送至指定位置,通过设置多层螺旋设置的环形传送线,有利于充分利用空间,能够在合适的空间缓存更多的动盘,有利于员工提高生产效率。通过设置定位机构,能把保证所有进入到组装转盘上的动盘都是以固定的角度,固定的旋转方向放置到组装转盘上,从而能保证所述转接机构的吸盘能稳稳的吸住动盘,能保证下一步工序销圈以及加油装置能按照固定的旋转角度安装入动盘的销圈孔中。通过所述动盘旋转机构用于将所述动盘旋转至指定的方向;通过所述转接机构用于将定位机构固定的动盘放到组装转盘上。通过设置第一滚珠组件和第二滚珠组件,保证动盘随着旋转机构的旋转盘旋转,保证动盘在水平方向上的定位。本发明的一种压缩机动盘组装上料装置使得动盘的零件组装实现全自动化,大大提高生产效率,提升产品品质。
附图说明
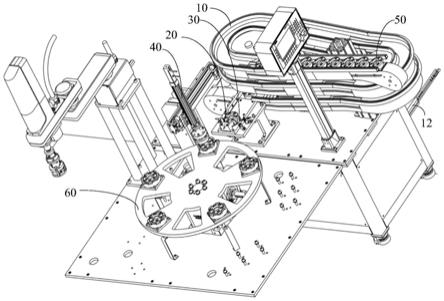
25.图1是本发明中压缩机动盘组装上料装置的结构示意图;
26.图2是本发明中环形上料机构的结构示意图;
27.图3是本发明中压缩机动盘组装上料装置的局部结构示意图;
28.图4是本发明中定位机构的结构示意图;
29.图5是本发明中转接机构的结构示意图;
30.图6是本发明中动盘的结构示意图;
31.图7是本发明中动盘另一视角的结构示意图;
32.其中,10
‑
环形上料机构,11
‑
环形传送线,111
‑
输送链,112
‑
驱动电机,113
‑
护栏,114
‑
第一挡块,115
‑
第一感应传感器,12
‑
推料气缸,13
‑
推料组件,131
‑
第二v型槽,132
‑
第
二滚珠组件,20
‑
定位机构,21
‑
阻挡组件,22
‑
第一v型槽,23
‑
第二感应传感器,24
‑
第三感应传感器,25
‑
第二气缸,26
‑
第四感应传感器,27
‑
第一滚珠组件,30
‑
动盘旋转机构,31
‑
旋转盘,40
‑
转接机构,41
‑
支撑架,42
‑
第一轨道,43
‑
气动滑台,44
‑
第二轨道,45
‑
转接气缸,46
‑
吸嘴,50
‑
动盘,60
‑
组装转盘。
具体实施方式
33.本发明提出一种压缩机动盘组装上料装置,参考图1至图7,该压缩机动盘组装上料装置,用于将动盘50按照固定的角度和方向输送至组装转盘60上,包括:环形上料机构10、定位机构20、动盘旋转机构30以及转接机构40;所述环形上料机构10包括螺旋设置的环形传送线11;所述环形上料机构10用于动盘50缓存以及将动盘50输送至指定位置;所述环形上料机构10还包括设置在所述环形传送线11末端的推料气缸12,所述推料气缸12与所述环形传送线11的末端垂直设置;所述推料气缸12用于将所述环形传送线11末端的动盘50推入指定的位置;所述定位机构20与所述推料气缸12相对设置,用于将所述推料气缸12推入的动盘50按照一定的方向固定;所述动盘旋转机构30设置在所述定位机构20的下方,所述动盘旋转机构30包括用于放置动盘50的旋转盘31,所述动盘旋转机构30用于将所述动盘50旋转至指定的方向;所述转接机构40,用于将定位机构20固定的动盘50放到组装转盘60上。在本实施例中,本发明的压缩机动盘组装上料装置,能将动盘50按照固定的角度和方向输送至自动组装线上的转盘上,能把动盘50的零件组装实现全自动化,大大提高生产效率,提升产品品质。
34.进一步地,所述定位机构20包括:阻挡组件21、第一v型槽22、第二感应传感器23、第三感应传感器24、第二气缸25以及第四感应传感器26;
35.所述阻挡组件21与所述推料气缸12相对设置;
36.所述第一v型槽22设置在所述阻挡组件21上位于所述推料气缸12的一侧;
37.所述第二感应传感器23,设置在第一v型槽22的中间,并且穿过第一v型槽22固定,用于感应动盘的边缘,检测动盘是否被推料气缸推到位。
38.所述第三感应传感器24设置在所述动盘旋转机构30的一侧,用于感应动盘的边缘,当第三感应传感器24点亮后,说明动盘边缘已经转到第三感应传感器24这一边,即是第二气缸25的直径的另一端,此时,第二气缸25可以伸出来;所述第二气缸25与所述第三感应传感器24相对设置;所述第二气缸25用于将动盘50边缘挡住,使所述动盘50停止转动;
39.第四感应传感器26,用于感应动盘50是否旋转到位。
40.在本发明的本实施例中,所述第一v型槽22用于所述动盘50的定位,所述第二感应传感器23感应到动盘50,所述第二感应传感器23发出信号至所述动盘旋转机构30,所述动盘旋转机构30旋转;所述第三感应传感器24感应到动盘50的边缘,所述第三感应传感器24工作发出信号至所述第二气缸25,所述第二气缸25工作,所述第二气缸25的输出端伸出阻挡住所述动盘50的边缘,动盘50停止旋转,所述第四传感器工作,发出信号至所述动盘旋转机构30停止旋转,所述动盘50旋转到位。通过设置定位机构20,能把保证所有进入到组装转盘60上的动盘50都是以固定的角度,固定的旋转方向放置到组装转盘60上,从而能保证所述转接机构40的吸盘能稳稳的吸住动盘50,能保证下一步工序销圈以及加油装置能按照固定的旋转角度安装入动盘50的销圈孔中。
41.进一步地,所述第一v型槽22的内侧表面设置有第一滚珠组件27,所述第一滚珠组件27用于减少第一v型槽22与所述动盘50之间的摩擦力,保证了动盘50随着旋转盘31旋转。以及用于所述动盘50在水平方向上的定位。在本实施例中,所述第一滚珠组件27包括与所述第一v型槽22固定连接的安装座以及设置在所述安装座内的滚珠,所述滚珠可旋转设置。所述安装座与所述第一v型槽22的间距可调节设置,所述安装座与所述第一v型槽22通过螺纹连接,可调节滚珠与所述第一v型槽22的距离,方便调节动盘50与所述第一v型槽22的距离。
42.进一步地,所述推料气缸12包括设置在所述推料气缸12输出端的推料组件13,所述推料组件13包括与所述定位机构20相对设置的第二v型槽131以及设置在所述第二v型槽131内侧表面的第二滚珠组件132,所述第二滚珠组件132用于减少第二v型槽131与所述动盘50之间的摩擦力,保证了动盘50随着旋转盘31旋转。以及用于所述动盘50在水平方向上的定位。
43.进一步地,所述转接机构40包括:支撑架41,设置在所述支撑架41上的第一轨道42,设置在所述第一轨道42上与所述第一轨道42适配的气动滑台43,设置在所述气动滑台43上的第二轨道44,设置在所述第二轨道44上的转接气缸45以及设置在所述转接气缸45输出端的吸嘴46;所述第一轨道42水平设置,所述第一轨道42与所述第二轨道44垂直设置。
44.进一步地,所述环形上料机构10包括环形传送线11、驱动所述环形传送线11传动的驱动电机112、设置在所述环形传送线11末端的第一挡块114以及设置在所述第一挡块114上的第一感应传感器115,所述驱动电机112与所述第一感应传感器115电性连接。
45.进一步地,所述环形传送线11包括输送链111以及设置在所述输送链111两侧的护栏113;所述环形传送线11多层环形设置,用于放置更多的缓存动盘50。所述护栏113用于所述动盘50的导向。进一步地,位于所述输送链111末端的两侧护栏113之间的距离大于所述动盘50的直径1
‑
2mm,有利于动盘50到达输送链111末端时,所述第一感应传感器115及时感应到信号。
46.本发明的有益效果:
47.本发明的一种压缩机动盘组装上料装置包括:环形上料机构10、定位机构20、动盘旋转机构30以及转接机构40;所述环形上料机构10通过环形传送线11将动盘50输送至指定位置,通过设置多层螺旋设置的环形传送线11,有利于充分利用空间,能够在合适的空间缓存更多的动盘50,有利于员工提高生产效率。通过设置定位机构20,能把保证所有进入到组装转盘60上的动盘50都是以固定的角度,固定的旋转方向放置到组装转盘60上,从而能保证所述转接机构40的吸盘能稳稳的吸住动盘50,能保证下一步工序销圈以及加油装置能按照固定的旋转角度安装入动盘50的销圈孔中。通过所述动盘旋转机构30用于将所述动盘50旋转至指定的方向;通过所述转接机构40用于将定位机构20固定的动盘50放到组装转盘60上。通过设置第一滚珠组件27和第二滚珠组件132,保证动盘50随着旋转机构的旋转盘31旋转,保证动盘50在水平方向上的定位。本发明的一种压缩机动盘组装上料装置使得动盘50的零件组装实现全自动化,大大提高生产效率,提升产品品质。
48.在以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。以上实施例仅表达了本发明的几种实施方式,其
描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1