定位机构和具有该定位机构的传送机构的制作方法
1.本发明涉及机械设备技术领域,具体涉及一种定位机构和具有该定位机构的传送机构。
背景技术:
2.自动贴标设备中,使用传送机构传送待贴标手机,由于手机的型号不同,其尺寸大小也不相同。目前,手机通常采用5寸至8寸屏幕,因此在传送装置传送工件时,需要针对不同尺寸的工件使用不同的传送机构和定位机构,对于不同大小的工件,传统的传送机构和定位机构的适应范围窄,且不便调节。
技术实现要素:
3.有鉴于此,有必要提供一种可以自适应不同尺寸的工件的定位机构和具有该定位机构的传送机构。
4.一种定位机构,用于自动贴标设备的工件定位与夹紧,包括底座和定位板,以及设于所述底座与定位板之间的定位夹紧气缸,所述定位夹紧气缸的输出端设有两个相向运动的移动件,所述移动件包括定位爪,通过两个所述移动件相向运动,使所述定位爪定位并夹紧工件。
5.进一步地,两个所述移动件竖直设置于所述底座和所述定位板的两端,两个所述移动件的移动方向与工件的传送方向相同,所述移动件的顶面高度高于所述定位板的高度。
6.进一步地,所述定位爪设于所述移动件的顶部两端,并向所述定位板内侧凸出,所述定位爪与所述定位板之间具有第一间隙,所述第一间隙大于工件的厚度,所述定位爪的下表面为弧形;所述定位爪和所述定位板采用防静电硅胶件或者防静电橡胶件。
7.进一步地,所述定位板平行设于所述底座的上方,所述定位板具有多个安装孔,每个所述安装孔内设有一个真空吸盘;所述定位板与所述底座之间设有支撑柱,使所述定位板与所述底座之间形成一个空间,所述空间内容纳有所述定位夹紧气缸。
8.进一步地,所述底座下方设有升降气缸,所述底座设于所述升降气缸的输出端,所述升降气缸用于控制所述底座、所述定位板、及所述移动件上下移动。
9.以及,一种具有定位机构的传送机构,包括工件传送机构和如上所述的定位机构。
10.进一步地,所述工件传送机构包括依次设置的上料传送段、定位贴标段和下料传送段,所述定位机构设于所述定位贴标段内;所述上料传送段、所述定位贴标段和所述下料传送段分别包括一对相对设置的传送轨道和与所述传送轨道垂直设置的轨道滑轨,一对所述传送轨道沿所述轨道滑轨相向移动,以实现所述传送轨道之间宽度的快速调节,所述传送轨道之间的宽度与工件的宽度一致。
11.进一步地,所述传送轨道包括竖直设置的轨道侧板、传送皮带、多个皮带轮和皮带电机,所述皮带轮和所述皮带电机分别设于所述轨道侧板的两侧,所述皮带电机用于控制
所述皮带轮的开闭和转速。
12.进一步地,所述传送皮带绕行于多个所述皮带轮之间,并在所述皮带轮的控制下转动,所述传送皮带的上端面水平设置,相邻的两端所述传送皮带之间具有第二间隙,所述第二间隙小于工件的长度。
13.进一步地,所述上料传送段、所述定位贴标段和所述下料传送段之间通过快装快拆机构连接,所述快装快拆机构包括设于相邻的两个所述传送轨道上的多个互补的连接齿和多个圆柱销,多个所述连接齿上具有从上至下贯通的所述连接通孔,所述圆柱销穿设于所述连接通孔内,并用把手锁定。
14.上述定位机构和具有该定位机构的传送机构中,所述定位机构设于所述传送机构中部,工件到达定位工位时,所述升降气缸控制所述定位机构上升,两个所述移动件和所述移动件上的所述定位爪、以及所述定位板上的真空吸盘都可以有效地抓紧工件,防止工件加工时发生位移。工件加工完成后,所述定位爪和所述真空吸盘放开工件,所述升降气缸控制所述定位机构下降,所述传送皮带完成工件的传送。所述传送皮带采用三段式皮带传送结构,使上料、下料与定位三个步骤相互独立,使定位工位满速运行,提高生产效率。对于不同尺寸的工件,无需调节所述定位机构的大小,所述定位爪自动抓紧工件,实现对不同大小的工件的自适应,提高了生产效率。本发明的产品结构简单,易于生产,成本低廉,便于推广。
附图说明
15.图1是本发明实施例中定位机构的结构示意图。
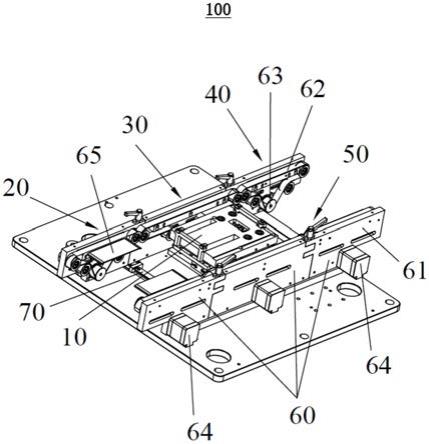
16.图2是本发明实施例中定位机构和具有该定位机构的传送机构的结构示意图。
17.图3是本发明实施例中传送机构的快装快拆机构的结构放大图。
具体实施方式
18.以下将结合具体实施例和附图对本发明进行详细说明。
19.请参阅图1,示出本发明的实施例提供的一种定位机构10,用于自动贴标设备的工件定位与夹紧,包括底座11和定位板12,以及设于所述底座11与定位板12之间的定位夹紧气缸13,所述定位夹紧气缸13的输出端设有两个相向运动的移动件14,所述移动件14包括定位爪15,通过两个所述移动件14相向运动,使所述定位爪15定位并夹紧工件。
20.进一步地,两个所述移动件14竖直设置于所述底座11和所述定位板12的两端,两个所述移动件14的移动方向与工件的传送方向相同,所述移动件14的顶面高度高于所述定位板12的高度。所述定位爪15设于所述移动件14的顶部两端,并向所述定位板12内侧凸出,所述定位爪15与所述定位板12之间具有第一间隙,所述第一间隙大于工件的厚度,所述定位爪15的下表面为弧形;所述定位爪15和所述定位板12采用防静电硅胶件或者防静电橡胶件。所述定位板12平行设于所述底座11的上方,所述定位板12具有多个安装孔,每个所述安装孔内设有一个真空吸盘17;所述定位板12与所述底座11之间设有支撑柱,使所述定位板12与所述底座11之间形成一个空间,所述空间内容纳有所述定位夹紧气缸13。
21.具体地,工件达到定位工位时,两个所述移动件14在所述定位夹紧气缸13的控制下相向移动,所述定位爪15和所述定位板12夹紧工件,所述定位爪15和所述定位板12采用
防静电材料,并且所述定位爪15采用硅胶件或者橡胶件,避免划伤工件。
22.具体地,所述定位爪15设有压力传感器,当所述压力传感器检测到的压力值达到预设值时,所述定位夹紧气缸13停止工作。
23.具体地,所述空间内还容纳有真空泵,所述真空泵用于控制所述真空吸盘17内的空气状态。当抓取工件定位时,所述真空吸盘17内呈负压状态,吸取工件,防止工件发生位移;当工件操作完成时,所述真空吸盘17内呈正压状态,所述定位板12和所述定位爪15放开工件,由传送机构100将工件传送至下一工位。
24.进一步地,所述底座11下方设有升降气缸16,所述底座11设于所述升降气缸16的输出端,所述升降气缸16用于控制所述底座11、所述定位板12、及所述移动件14上下移动。
25.具体地,所述升降气缸16用于控制所述定位机构10的上升或者下降,当需要对工件进行定位操作时,所述升降气缸16推动所述定位机构10上升,并夹紧工件,使工件离开所述传送皮带62,避免工件在操作过程中受到所述传送皮带62的干扰;工件操作完成后,所述升降气缸16控制所述定位机构10下降,将工件放置于所述传送皮带62上,使工件传送至下一工位,避免所述定位机构10划伤工件。
26.以及,请参阅图2,示出一种具有定位机构10的传送机构100,包括工件传送机构100和如上所述的定位机构10。
27.进一步地,所述工件传送机构100包括依次设置的上料传送段20、定位贴标段30和下料传送段40,所述定位机构10设于所述定位贴标段30内;所述上料传送段20、所述定位贴标段30和所述下料传送段40分别包括一对相对设置的传送轨道60和与所述传送轨道60垂直设置的轨道滑轨70,一对所述传送轨道60沿所述轨道滑轨70相向移动,以实现所述传送轨道60之间宽度的快速调节,所述传送轨道60之间的宽度与工件的宽度一致。
28.具体地,三段式工件传送机构100分别用于工件的上料、操作和下料三个步骤,三个步骤相互独立,使所述上料传送段20和所述下料传送段40分别工作,所述上料传送段20可以用于工件缓存,使所述定位贴标段30可以满速工作,节省了其他工序协调时的等待时间,提高了生产效率。
29.进一步地,所述传送轨道60包括竖直设置的轨道侧板61、传送皮带62、多个皮带轮63和皮带电机64,所述皮带轮63和所述皮带电机64分别设于所述轨道侧板61的两侧,所述皮带电机64用于控制所述皮带轮63的开闭和转速。所述传送皮带62绕行于多个所述皮带轮63之间,并在所述皮带轮63的控制下转动,所述传送皮带62的上端面水平设置,相邻的两端所述传送皮带62之间具有第二间隙,所述第二间隙小于工件的长度。
30.具体地,所述传送皮带62采用镂空皮带,相对设立的一对所述传送轨道60上,分别设有一个所述传送皮带62,两个所述传送皮带62相对独立,即两个所述传送皮带62由各自的所述皮带电机64分别控制、独立运行,同时又要求同步同速,以满足平稳传送工件的要求。
31.具体地,所述定位贴标段30的两侧的所述轨道侧板61上方设有加高的侧壁,所述定位机构10定位时上举工件,所述加高的侧壁可以避免工件发生位移。
32.具体地,所述上料传送段20和所述下料传送段40的所述传动皮带的水平段下方设有挡板65,所述挡板65用于防止工件掉落。
33.进一步地,所述上料传送段20、所述定位贴标段30和所述下料传送段40之间通过
快装快拆机构50连接。请参阅图3,示出所述快装快拆机构50,所述快装快拆机构50包括设于相邻的两个所述传送轨道60上的多个互补的连接齿51和多个圆柱销52,多个所述连接齿51上具有从上至下贯通的所述连接通孔,所述圆柱销52穿设于所述连接通孔内,并用把手53锁定。
34.具体地,安装所述传送轨道60时,将待安装的所述传送轨道60沿所述轨道滑轨70推向相邻的所述传送轨道60,使相邻的两个所述传送轨道60上的所述连接齿51咬合、所述连接通孔贯通,将所述圆柱销52插入所述连接通孔,使用把手53锁定所述圆柱销52。
35.具体地,所述多个圆柱销52包括至少两个所述圆柱销52,使相邻的两个所述传送轨道60串接于同一平面。
36.上述定位机构10和具有该定位机构10的传送机构100中,所述定位机构10设于所述传送机构100中部,工件到达定位工位时,所述升降气缸16控制所述定位机构10上升,两个所述移动件14和所述移动件14上的所述定位爪15、以及所述定位板12上的真空吸盘17都可以有效地抓紧工件,防止工件加工时发生位移。工件加工完成后,所述定位爪15和所述真空吸盘17放开工件,所述升降气缸16控制所述定位机构10下降,所述传送皮带62完成工件的传送。所述传送皮带62采用三段式皮带传送结构,使上料、下料与定位三个步骤相互独立,使定位工位满速运行,提高生产效率。对于不同尺寸的工件,无需调节所述定位机构10的大小,所述定位爪15自动抓紧工件,实现对不同大小的工件的自适应,提高了生产效率。本发明的产品结构简单,易于生产,成本低廉,便于推广。
37.需要说明的是,本发明并不局限于上述实施方式,根据本发明的创造精神,本领域技术人员还可以做出其他变化,这些依据本发明的创造精神所做的变化,都应包含在本发明所要求保护的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1