复合抓取装置的制作方法
1.本发明涉及纸垛单元传送装置,具体而言,涉及一种纸垛和托盘的复合抓取装置。
背景技术:
2.现有设计中,在模切出料工序完成后,通常将一层纸垛码放在托盘上,再放置托盘,码放下一层纸垛,形成纸垛与托盘间隔放置的多层纸垛单元。再由操作人员手动将各层纸垛及托盘移送至预先设定的放置纸垛和托盘的区域,以进行下一步操作,如置入检品机完成上料等,人工成本相对较高。
技术实现要素:
3.本发明旨在提供一种复合抓取装置,用以实现纸垛和托盘的自动化移送。本发明的发明目的通过以下技术方案得以实现。
4.本发明提供了一种复合抓取装置,包括:拆垛卡爪、隔板抓取卡爪;
5.拆垛卡爪设置于复合抓取装置的机身上,用以抓取和释放待移转的产品纸垛码,当拆垛卡爪抓取产品纸垛码时,能够使产品纸垛码跟随复合抓取装置的机身移动;
6.隔板抓取卡爪设置在复合抓取装置的机身上,用以抓取和释放码放待移转的产品纸垛码的底层隔板或中层隔板;
7.需要转移产品纸垛码时,拆垛卡爪启动,抓取产品纸垛码移送至预先设置的摆放区域,并释放;
8.需要移转底层隔板或中层隔板时,隔板抓取卡爪启动,抓取底层隔板或中层隔板移送至预先设置的摆放区域,并释放。
9.优选的,本发明的复合抓取装置,还包括隔板夹紧配件,该隔板夹紧配件与隔板抓取卡爪配合,将隔板抓取卡爪抓取到的底层隔板或中层隔板向隔板抓取卡爪压紧实现底层隔板或中层隔板的固定。
10.优选的,上述的隔板夹紧配件为隔板夹紧气缸,固定隔板抓取卡爪抓取到的底层隔板或中层隔板时,隔板夹紧气缸伸出,将底层隔板或中层隔板向隔板抓取卡爪压紧。
11.优选的,本发明的复合抓取装置还包括压纸配件,该压纸配件与拆垛卡爪配合,将拆垛卡爪抓取到的产品纸垛码向拆垛卡爪压紧。
12.优选的,上述的压纸配件为压纸气缸,固定拆垛卡爪抓取到的所述产品纸垛码时,压纸气缸伸出,将产品纸垛码向拆垛卡爪压紧。
13.优选的,上述的,隔板抓取卡爪由气缸驱动,用以完成抓取和释放底层隔板或中层隔板的动作。
14.优选的,本发明的复合抓取装置还包括第一隔板抓取气缸及第二隔板抓取气缸,第一隔板抓取气缸及第二隔板抓取气缸与隔板抓取卡爪连接,分别作用于抓取底层隔板或中层隔板的相互平行的两条边的隔板抓取卡爪;
15.抓取底层隔板或中层隔板时,第一隔板抓取气缸及第二隔板抓取气缸伸出,隔板
抓取卡爪在第一隔板抓取气缸及第二隔板抓取气缸的作用下抓取底层隔板或中层隔板。
16.优选的,上述的拆垛卡爪、隔板抓取卡爪分别设置于复合抓取装置的机身相对的两面,复合抓取装置的机身旋转180
°
以完成拆垛卡爪、与隔板抓取卡爪的切换。
17.优选的,本发明的复合抓取装置还包括至少一个底层隔板或至少一个中层隔板,底层隔板或至少一个中层隔板码放产品纸垛码的表面设置有凹槽,用以插入拆垛卡爪。
18.优选的,上述复合抓取装置的机身与机械手连接,以完成上抬、翻转、移动等动作。该复合抓取装置设置于模切机出料工装以及检品机上料工装之间,完成模切机出料到检品机上料之间的纸垛及托盘的移转。
19.该复合抓取装置的优点在于:模切机出料后,到下一工序,如检品机上料等,不再依靠人工,均可智能化、自动化集成,提高生产效率,节约人工成本;且装置整体结构控制逻辑简单,设备可靠性高。
附图说明
20.参照附图,本发明的公开内容将变得更易理解。本领域技术人员容易理解的是:这些附图仅仅用于举例说明本发明的技术方案,而并非意在对本发明的保护范围构成限制。图中:
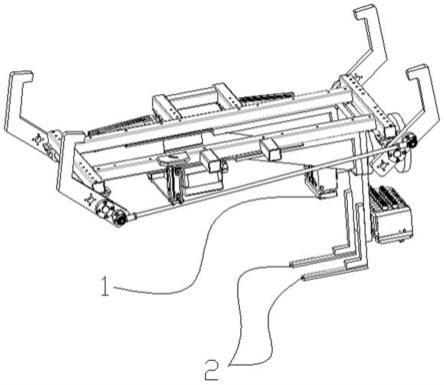
21.图1示出了本发明复合抓取装置的结构示意图;
22.图2示出了模切出料组件的结构示意图;
23.图3示出了本发明复合抓取装置抓取产品纸垛过程的结构示意图;
24.图4示出了本发明复合抓取装置抓取到产品纸垛过程的结构示意图;
25.图5示出了本发明复合抓取装置抓取底层隔板/中层隔板的结构示意图。
具体实施方式
26.图1-5和以下说明描述了本发明的可选实施方式以教导本领域技术人员如何实施和再现本发明。为了教导本发明技术方案,已简化或省略了一些常规方面。本领域技术人员应该理解源自这些实施方式的变型或替换将落在本发明的保护范围内。本领域技术人员应该理解下述特征能够以各种方式组合以形成本发明的多个变型。由此,本发明并不局限于下述可选实施方式,而仅由权利要求和它们的等同物限定。
27.如图1所示,为本发明复合抓取装置的结构示意图,其中,2为拆垛卡爪,在本实施例中,作为一种优选,与拆垛卡爪2配合压紧固定抓取产品纸垛码8的压纸配件选取为压纸气缸1。固定拆垛卡爪2抓取到的产品纸垛码8时,压纸气缸1伸出,将产品纸垛码8向拆垛卡爪2压紧。作为一种优选,压纸气缸1可设置为延长线垂直于拆垛卡爪2与产品纸垛码8接触点所在的平面。
28.如图2所示,为模切出料组件,当模切出料工序并未配有能够与本发明的复合抓取装置相匹配的组件时,可为本发明配置图2中的模切出料组件,包括至少一个底层隔板10,作为一种优选,该模切出料组件还包括至少一个中层隔板7。在本实施例中,如图2所示,该模切出料组件包括一个底层隔板10以及三个中层隔板7。由前一工序,即模切出料工序输出的产品纸垛码8在底层隔板10上,后覆一个中层隔板7,继而码一层产品纸垛码8,形成产品纸垛码8与中层隔板7间隔叠放、在底端垫有底层隔板10的多层纸垛单元。
29.如图3所示,为本发明复合抓取装置抓取产品纸垛过程的结构示意图,拆垛卡爪2插入中层隔板7的凹槽中,通过压纸气缸1的作用,将码在该中层隔板7上的产品纸垛码8压紧,抬起本发明的复合抓取装置,即取得该产品纸垛码8,如图4所示,为本发明复合抓取装置抓取到产品纸垛8的过程结构示意图。
30.本发明复合抓取装置还设置有抓取用于码放产品纸垛8的底层隔板10或中层隔板7的配件,包括用于抓取底层隔板10或中层隔板7的隔板抓取卡爪、作用于隔板抓取卡爪使其完成抓取动作的隔板抓取气缸、作用于抓取底层隔板10或中层隔板7使底层隔板10或中层隔板7压紧在隔板抓取卡爪间进行固定的隔板夹紧配件。作为一种优选的实施方式,在本实施例中,如图5所示,5为隔板抓取卡爪,分别从底层隔板10或中层隔板7的相互平行的两条边上抓取底层隔板10或中层隔板7,隔板抓取气缸设置有两个,分别为第一隔板抓取气缸3和第二隔板抓取气缸4,分别作用于抓取底层隔板10或中层隔板7的相互平行的两条边的隔板抓取卡爪5。隔板夹紧配件选取气缸结构,为隔板夹紧气缸6,隔板夹紧气缸6的设置方向保证伸出时能够将抓取底层隔板10或中层隔板7压向隔板抓取卡爪5,以固定底层隔板10或中层隔板7,从而实现底层隔板10或中层隔板7的夹紧动作。作为一种优选,隔板夹紧气缸6可设置为延长线垂直于隔板抓取卡爪5与底层隔板10或中层隔板7接触点所在的平面。
31.本发明的复合抓取装置可以通过设置于机械手上实现上抬、翻转、移动等动作。复合抓取装置设置于模切机出料工装以及检品机上料工装之间,完成模切机出料到检品机上料之间的纸垛(即本实施例中的产品纸垛8)及托盘(即本实施例中的底层隔板10或中层隔板7)的移转。本发明复合抓取装置在本实施例中,启动前,前一模切出料工序已将四层产品纸垛8分别码放在三层中层隔板7以及底层隔板10上,产品纸垛8与中层隔板7间隔放置,如图2所示;如前一模切出料工序并未配备底层隔板10或中层隔板7,可为本发明的复合抓取装置配置底层隔板10或中层隔板7,该底层隔板10或中层隔板7设置有凹槽,用于插入拆垛卡爪2。复合抓取装置启动后,拆垛卡爪2插入中层隔板7的凹槽中,通过压纸气缸1的作用,将码在该中层隔板7上的产品纸垛码8压紧,如图3所示。复合抓取装置抬起,抓取得到产品纸垛码8如图4所示,移动至预先设定的摆放产品纸垛码8的区域,释放产品纸垛码8,重复抓取动作,将产品纸垛码8由前一模切出料工序的位置移送至摆放产品纸垛码8的区域。当一层产品纸垛码8移送完成,则开始抓取底层隔板10或中层隔板7的动作,本发明的复合抓取装置旋转180
°
,如图5所示,第一隔板抓取气缸3和第二隔板抓取气缸4伸出,隔板抓取卡爪5在第一隔板抓取气缸3和第二隔板抓取气缸4的作用下抓取底层隔板10或中层隔板7,隔板夹紧气缸6伸出将底层隔板10或中层隔板7向隔板抓取卡爪5压紧固定,提升至预先设定的放置底层隔板10或中层隔板7的区域,释放底层隔板10或中层隔板7,完成底层隔板10或中层隔板7的转移。
32.当然应意识到,虽然通过本发明的示例已经进行了前面的描述,但是对本发明做出的将对本领域的技术人员显而易见的这样和其他的改进及改变应认为落入如本文提出的本发明宽广范围内。因此,尽管本发明已经参照了优选的实施方式进行描述,但是,其意并不是使具新颖性的设备由此而受到限制,相反,其旨在包括符合上述公开部分、权利要求的广阔范围之内的各种改进和等同修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1