一种袋包自动化装车的码包系统的制作方法
1.本实用新型属于袋包码垛装车技术领域,具体涉及一种袋包自动化装车的码包系统。
背景技术:
2.随着工业化的发展,传统的农业生产也得到飞速发展,化肥饲料行业作为新兴产业也迅速发展,对传统输送、码包方式都带来巨大的变革。特别是随着环保意识的提高,化肥、饲料生产厂家已经在输送和码垛环节逐步实现全自动化无人化设备,而装车还是采用人工作业。相对于传统的人工装车方式,自动装车可以极大的减少了工人的劳动强度,所以亟需寻求一种结构简单、安全可靠且高效的自动装车方案。
3.传统的袋包码包都需要使袋包与车厢内壁对齐堆叠,袋包若不能紧靠车厢内壁码放,则会影响行车安全、缩小汽车的储运空间,从而提高运输成本并降低了作业效率。另一方面,化肥袋包的运输车厢一般墙体较高,若码包设备无法进入到车厢内进行低空作业而高空放包则会出现颗粒破碎及袋包破裂的风险,不利于生产实际应用。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种结构简单、功能可靠的袋包自动化装车的码包系统,以解决上述技术问题。
5.为此,本实用新型提供了一种袋包自动化装车的码包系统,包括机头,所述机头上设有纵移模块,所述纵移模块包括沿着货车车厢的前后纵向布置的纵向导轨,还包括传送带、横移靠边装置及双开门投放机构,所述横移靠边装置与所述纵向导轨滑动连接,所述横移靠边装置包括横向导轨,所述双开门投放机构与所述横向导轨滑动连接,所述双开门投放机构用于承接从所述传送带传送过来的袋包,所述横移靠边装置、纵移模块及双开门投放机构联动。
6.优选地,所述双开门投放机构包括第一翻转板、第一减速电机、第二翻转板及第二减速电机,所述第一减速电机通过链条带动所述第一翻转板向下转动至竖直态以将袋包放下,或向上旋转至水平态以承接袋包;
7.所述第二减速电机通过链条带动所述第二翻转板向下转动至竖直态以将袋包放下,或向上旋转至水平态以承接袋包;
8.所述第二翻转板与所述第一翻转同步旋转至水平态平齐以承接袋包,同步向下转动以放包。
9.优选地,所述第一翻转板与所述第二翻转板沿着所述货车车厢的前后纵向依次布置,所述第一翻转板与所述第二翻转板均翻转至水平态时形成承接台,所述承接台的中心位于所述传送带的袋包递送处。
10.优选地,所述横移靠边装置包括双轨机构,所述双轨机构包括下导轨和上导轨,所述下导轨及所述上导轨与所述双开门投放机构同步横向滑动连接。
11.优选地,所述双开门投放机构包括分别与所述第一翻转板及第二翻转板固定连接的第一翻转支架及第二翻转支架,所述第一翻转板与所述下导轨滑动连接,所述第二翻转板与所述上导轨滑动连接。
12.优选地,所述双轨机构还包括竖向电机,所述竖向电机设有上、下两个同步输出轴,上输出轴及下输出轴分别通过上链条及下链条与所述双开门投放机构同步链条传动连接。
13.优选地,所述机头上设有压辊,所述压辊位于所述传送带上方,所述传送带的输入端用于承接预设姿态的袋包,所述压辊用于将所述袋包均匀平躺于所述传送带上。
14.优选地,所述袋包的横向长度大于所述双开门投放机构上用于接住袋包的承接台的横向长度。
15.本实用新型的有益效果:本实用新型提供的这种袋包自动化装车的码包系统,包括机头,所述机头上设有纵移模块,所述纵移模块包括沿着货车车厢的前后纵向布置的纵向导轨,还包括传送带、横移靠边装置及双开门投放机构,所述横移靠边装置与所述纵向导轨滑动连接,所述横移靠边装置包括横向导轨,所述双开门投放机构与所述横向导轨滑动连接,所述双开门投放机构用于承接从所述传送带传送过来的袋包,所述横移靠边装置、纵移模块及双开门投放机构联动。该方案能实现化肥袋包一字自动装车排包,准确将化肥袋码垛到运输卡车的车厢内,且排放整洁,装车合理,车厢空间利用率高,达到相关行业运输的要求,自动化程度高。
16.以下将结合附图对本实用新型做进一步详细说明。
附图说明
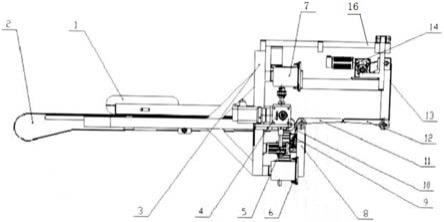
17.图1是本实用新型袋包自动化装车的码包系统的总体结构侧视图;
18.图2是本实用新型袋包自动化装车的码包系统的总体结构立体图;
19.图3是本实用新型袋包自动化装车的码包系统的横移靠边装置的结构示意图;
20.图4是本实用新型袋包自动化装车的码包系统的双开门投放机构结构示意图;
21.图5是本实用新型袋包自动化装车的码包系统的第一翻转板驱动结构示意图;
22.图6是本实用新型袋包自动化装车的码包系统的第二翻转板驱动结构示意图;
23.图7是本实用新型袋包自动化装车的码包系统的装车原理示意图;
24.图8是本实用新型袋包自动化装车的码包系统的龙门架与机头安装结构图;
25.图9是本实用新型袋包自动化装车的码包系统的装车状态图。
26.附图标记说明:化肥袋1,传送带2,机头3,横移减速电机4,联轴器5,下导轨6,上导轨7,第一翻转支架8,第一减速电机9,第一链条 10,第一翻转板11,第二翻转板12,第二链条13,第二减速电机14,压辊15,第二翻转支架16,滚轮17,上链条18,下链条19,传送模块100,码包装置200,总体横移靠边装置300,龙门架400,行走架401,丝杆402,地轨403。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下
所获得的所有其它实施例,都属于本实用新型保护的范围。
28.在本实用新型的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
29.术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征;在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
30.图1至图9所示,本实用新型实施例提供了一种袋包自动化装车系统,包括机头及龙门架400,所述机头上设有传送模块100、码包装置200及横移靠边装置,所述机头与所述龙门架400固定连接;
31.所述传送模块100用于将袋包按照预设姿态递送至所述码包装置200,且所述袋包的横向端部超出所述码包装置200的承接台的横向端部。袋包经过传送带传送至承接台,且袋包的一端悬空超出承接台的横向端部,这样当横移靠边装置驱动承接台靠边时便可以保证承接台不接触车厢内壁,而且袋包贴靠在货车车厢内壁实现靠边码包功能。
32.所述码包装置200用于承接所述袋包,在靠边位置及非靠边位置开启码包以将袋包投放至货车车厢指定位置内。具体根据位置传感器可以实现具体位置的靠边。
33.所述横移靠边装置用于带动所述码包装置200沿着货车车厢的横向来回移动至指定位置,并配合所述码包装置200将袋包的端部贴靠于所述货车车厢的内壁实现两边靠边码包功能、以及横向非靠边位置的码包功能。横移靠边装置带动承接台横向在车厢内移动实现码包功能。靠边可以保证袋包贴靠车厢内壁码垛,保障行车安全。
34.所述龙门架400用于对所述机头进行上下升降及沿着货车车厢的纵向移动以与所述货车车厢的中间对中定位。先将货车停好,然后龙门架400 移动并带动机头整体移动,然后通过龙门架400内部结构调节机头以使得机头与车厢对中。对中可以提高装车效率,降低司机停车要求,增加装车范围。而且通过升降改变高度,实现低空码包功能,防止袋包颗粒破碎。
35.其中,袋包一般为化肥袋1或者粮食袋,也可以是其他形式或用途的袋包,在此不一一列举。
36.优选的方案,如图7至9所示,本实用新型还提供了一种袋包自动化装车系统的装车龙门架400,包括行走架401,所述行走架401上固设有用于带动机头上下移动的升降模块及用于带动机头沿着货车车厢的纵向移动的总体纵移模块,所述升降模块上固设有用于带动机头沿着货车车厢的横向移动的总体横移模块300,所述总体横移模块300与机头固定连接;所述总体纵移模块包括位于货车两侧的轨道403,所述行走架401包括驱动轮,所述驱动轮与所述轨道403滚动连接。行走架401上的升降模块带动机头上下移动,然后通过总体纵移模块的驱动轮与轨道滚动连接,通过电机驱动便可以实现纵向移动。升降模块上固定安装有总体横移模块300,总体横移模块300带动机头在车厢内横向移动,通过总体横移模块300便可以实现对整个机头在车厢内的对中。
37.优选的方案,所述升降模块包括升降块及竖直向设置的丝杆402,所述升降块与所述丝杆402螺纹连接,所述机头与所述升降块固定连接。通过丝杆402传动带动整个机头的上下移动。
38.优选的方案,所述驱动轮通过伺服电机驱动,所述驱动轮的表面设有斜齿。斜齿可以更加平稳的传动。
39.优选的方案,所述升降模块包括升降导向条,所述机头与所述升降导向条滑动连接。升降导向条起到平稳竖直向导向的作用。
40.优选的方案,所述升降模块、整体纵移模块及整体横移靠边装置的驱动电机均与控制系统连接;控制系统控制三者的联动。
41.优选的方案,所述总体横移模块300为同步带传动机构。还可以是丝杆402传动结构都行。
42.优选的方案,所述轨道为并行双轨,具体长度可以根据实际需要进行设定。
43.优选的方案,所述码包装置200包括承接台,所述承接台的横向长度小于袋包的长度,所述袋包置于所述承接台的中间。这样当每次袋包递送至承接台上时,袋包的两端都会超出承接台的两端,从而袋包的两端会部分悬空,因此,当横移靠边装置带动承接台靠边移动至货车车厢内壁附近时,承接台端部不会抵靠货车车厢内壁,但是袋包的端部已经贴靠在货车车厢内壁,然后承接台开门丢包,袋包垂直贴着货车车厢内壁落下实现码包。这样码包使得靠边的袋包紧靠内壁,保障了行车安全,不会浪费货车车厢的空间,最大化利用货车车厢的有效运输空间,提高了效率,节约了运输成本。
44.优选的方案,码包装置200包括执行机构及旋转门机构,执行机构带动旋转门机构在水平状态和竖直状态之间切换,旋转门机构位于传送模块 100的袋包递送末端的中间位置。具体地,旋转门机构为袋包自动化装车系统的双开门投放机构,袋包自动化装车系统的双开门投放机构包括第一翻转板11、第一减速电机9、第二翻转板12及第二减速电机14,第一减速电机9通过链条带动第一翻转板11向下转动至竖直态以将袋包放下,或向上旋转至水平态以承接袋包;第二减速电机14通过链条带动第二翻转板12 向下转动至竖直态以将袋包放下,或向上旋转至水平态以承接袋包;第二翻转板12与第一翻转同步旋转至水平态平齐以承接袋包,同步向下转动以放包。袋包以横向姿态从传送带2推送至两个翻转板上,袋包每次过来都是同一个位置同一种姿态,且两个翻转板在各自电机的驱动下同步形成水平态以形成承接台,承接台每次都是停在同一个位置以承接袋包。
45.优选的方案,所述旋转门机构为单开门结构,所述单开门结构包括翻转板及减速电机,所述减速电机通过链条带动翻转板向下转动至竖直态以将袋包放下,或向上旋转至水平态以承接袋包。单开门结构就是只有上述的一个翻转板,单板的强度要求更高,但是结构更加简洁,操作系统也更加简单,不易出错。其中,若单开门结构只有如前述的靠近传送带2的那个翻转板,保证该翻转板长宽都比袋包小,这样袋包递送上来时,前面和两端都能部分悬空。这样在对货车车厢的第一排进行码包时,能将袋包抵靠在车厢的内壁,在码包旁边时,也能将袋包抵靠在车厢的侧壁内壁放包。且保证翻转板不会接触货车车厢内壁。
46.优选的方案,所述传送模块100包括传送带2及压辊15,所述压辊15 位于所述传送带2上方,所述传送带2的输入端用于承接预设姿态的袋包,所述压辊15用于将所述袋包均匀平躺于所述传送带2上。压辊15起到辊压的作用,使得袋包在运输过程中平躺的更加均
匀。
47.优选的方案,所述横移靠边装置包括双轨机构,所述双轨机构包括下导轨6和上导轨7,所述下导轨6及所述上导轨7与所述码包装置200同步横向滑动连接。上下两个导轨使得带动袋包自动化装车系统的双开门投放机构时更加平稳,减小移动过程中的抖动。导轨内对应铺设有链条传动机构,通过对应的电机带动链条从而带动双开门投放机构,可以用一个电机驱动上下两个链条,也可以用两个电机同步控制驱动。
48.构沿着货车车厢前后移动。这样便可以对车厢的不同位置实现码包。
49.本实用新型实施例还提供了一种袋包自动化装车方法,包括:
50.袋包经过传送带2按固定间隔时间传送至码包装置200的承接台上;
51.横移靠边装置带动码包装置200移动至货车车厢的横向一排的指定地方,码包装置200打开放包竖直下落至货车车厢内,其中,所述袋包的横向端部超出所述码包装置200的承接台的横向端部,通过横移靠边装置靠边移动使得袋包贴靠货车车厢内壁且承接台不会触碰到货车车厢内壁;
52.当横向一排码包完成后,总体纵移模块带动横移靠边装置沿着货车车厢的纵向移动一个计量单位后继续下横向一排的码包。
53.该方法采用的是上述袋包自动化装车系统来实现对化肥袋1包的装车作业。在此不再赘述。
54.如图1至图6所示,本实用新型实施例还提供了一种袋包自动化装车的码包系统,所述机头上设有纵移模块,所述纵移模块包括沿着货车车厢的前后纵向布置的纵向导轨,还包括传送带、横移靠边装置及双开门投放机构,所述横移靠边装置与所述纵向导轨滑动连接,所述横移靠边装置包括横向导轨,所述双开门投放机构与所述横向导轨滑动连接,所述双开门投放机构用于承接从所述传送带传送过来的袋包,所述横移靠边装置、纵移模块及双开门投放机构联动。袋包从传送带2递送至袋包自动化装车系统的双开门投放机构上,横移靠边装置带动双开门投放机构横向移动到指定地方,然后双开门打开将袋包放下即可。当一横排码包完毕后,通过纵移模块便可实现下一横排的码包。
55.优选的方案,袋包自动化装车系统的双开门投放机构包括第一翻转板11、第一减速电机9、第二翻转板12及第二减速电机14,所述第一减速电机9通过链条带动所述第一翻转板11向下转动至竖直态以将袋包放下,或向上旋转至水平态以承接袋包;所述第二减速电机14通过链条带动所述第二翻转板12向下转动至竖直态以将袋包放下,或向上旋转至水平态以承接袋包;所述第二翻转板12与所述第一翻转同步旋转至水平态平齐以承接袋包,同步向下转动以放包。具体地,第一减速电机9带动第一链条10驱动第一翻转板11旋转,第二减速电机14带动第二链条13驱动第二翻转板12 旋转,两个减速电机同步联动实现了承接台的接包和放包动作。
56.优选的方案,所述第一翻转板11与所述第二翻转板12沿着所述货车车厢的前后纵向依次布置,所述第一翻转板11与所述第二翻转板12均翻转至水平态时形成承接台,所述承接台的中心位于所述传送带2的袋包递送处。袋包从传送带2过来后先抵达第一翻转板11,当袋包完全脱离传送带2后刚好位于两个翻转板的中间。因此,两个翻转板相对于传送带2的位置布置可以根据需要进行设定调节,如可以将两个翻转板与传送带2平齐设置,也可以在传送带2的下方,袋包脱离传送带2刚好掉在两个翻转板的中间。
57.优选的方案,所述袋包自动化装车系统的双开门投放机构包括分别与所述第一翻转板11及第二翻转板12固定连接的第一翻转支架8及第二翻转支架16,所述第一翻转板11与所述下导轨6滑动连接,所述第二翻转板 12与所述上导轨7滑动连接。两个支架独立存在,通过控制系统控制各电机的同步驱动即可使得两个支架同步横向移动。
58.优选的方案,所述袋包的横向长度大于所述双开门投放机构上用于接住袋包的承接台的横向长度。袋包比承接台大,这样便可以移动双开机构到靠近车厢内壁处不接触,从而使得袋包贴靠在内壁,再放下袋包即可以实现袋包的边部贴靠对齐码包功能,保障了行车安全,充分利用了车厢空间。
59.如图1至图6所示,本实用新型实施例还提供了一种袋包自动化装车系统的靠边码包装置,包括横移靠边装置及袋包自动化装车系统的双开门投放机构,所述横移靠边装置包括横向导轨,所述袋包自动化装车系统的双开门投放机构与所述横向导轨滑动连接;所述袋包自动化装车系统的双开门投放机构包括第一翻转板11、第一减速电机9、第二翻转板12及第二减速电机14,所述第一减速电机9通过链条带动所述第一翻转板11向下转动至竖直态以将袋包放下,或向上旋转至水平态以承接袋包;所述第二减速电机14通过链条带动所述第二翻转板12向下转动至竖直态以将袋包放下,或向上旋转至水平态以承接袋包;所述第二翻转板12与所述第一翻转同步旋转至水平态平齐以承接袋包,同步向下转动以放包。
60.优选的方案,所述第一翻转板11与所述第二翻转板12沿着所述货车车厢的前后纵向依次布置,所述第一翻转板11与所述第二翻转板12均翻转至水平态时形成承接台,所述承接台的中心位于所述传送带2的袋包递送处。由于传送带2是纵向布置,横向袋包从传送带2递送过来至承接台,这样袋包的横向两端能伸出承接台的两端,从而在靠边码包时,可以保证翻转板不会触碰货车车厢内壁,而袋包可以贴靠车厢内壁放下。
61.优选的方案,所述双轨机构还包括横移减速电机4,所述横移减速电机 4设有上、下两个同步输出轴,上输出轴及下输出轴分别通过上链条18及下链条19与所述双开门投放机构同步链条传动连接。一个横移减速电机4 驱动同步带动上下两个链条,上下两个链条分别带动双开门投放机构的第一支架和第二支架,从而使得双开门投放机构的两个翻转板同步横移联动。其中,横移减速电机4的输出轴连接联轴器5完成方向转换,再分别连接上链条18和下链条19以同步分别驱动第一翻转支架8和第二翻转支架16。
62.优选的方案,所述袋包自动化装车系统的双开门投放机构包括分别与所述第一翻转板11及第二翻转板12固定连接的第一翻转支架8及第二翻转支架16,所述第一翻转板11与所述下导轨6滑动连接,所述第二翻转板 12与所述上导轨7滑动连接。翻转板嵌入导轨的滑槽内,然后通过链条带动翻转板横移即可。为了结构更加稳定,由于上翻转板远离上导轨7,可以在机头3上再延伸一个滑轨,使得第二翻转板12通过滚轮17倒挂在延伸的滑轨上,同时通过横移减速电机4带动链条驱动第二翻转板12横移即可。
63.如图4至6所示,本实用新型还提供了一种袋包自动化装车系统的双开门投放机构,包括第一翻转板11、第一减速电机9、第二翻转板12及第二减速电机14,所述第一减速电机9通过链条带动所述第一翻转板11向下转动至竖直态以将袋包放下,或向上旋转至水平态以承接袋包;所述第二减速电机14通过链条带动所述第二翻转板12向下转动至竖直态以将袋包放下,或向上旋转至水平态以承接袋包;所述第二翻转板12与所述第一翻转同步旋
转至水平态平齐形成用于承接袋包的承接台,同步向下转动以放包。
64.本实用新型还提供了一种袋包自动化装车方法,包括:
65.龙门架400带动机头整体移动至货车车厢内,并调节机头位置使其与货车车厢对中;
66.袋包经过传送带按固定间隔时间传送至码包装置200的承接台上;
67.横移靠边装置带动码包装置200移动至货车车厢的横向一排的指定地方,码包装置200打开放包竖直下落至货车车厢内,其中,所述袋包的横向端部超出所述码包装置200的承接台的横向端部,通过横移靠边装置靠边移动使得袋包贴靠货车车厢内壁且承接台不会触碰到货车车厢内壁;
68.当横向一排码包完成后,龙门架400的总体纵移模块带动横移靠边装置沿着货车车厢的纵向移动一个计量单位后继续下横向一排的码包。
69.该方法采用上述的袋包自动化装车系统实现,在此不再一一赘述。
70.本实用新型的有益效果:本实用新型提供的这种袋包自动化装车系统,包括传送模块、码包装置、横移靠边装置及总体纵移模块;传送模块用于将袋包按照预设姿态递送至码包装置,且袋包的横向端部超出码包装置的承接台的横向端部;码包装置用于承接袋包,并在预设时间内开启码包以将袋包投放至货车车厢指定位置内;横移靠边装置用于带动码包装置沿着货车车厢的横向来回移动至指定位置,并配合码包装置将袋包的端部贴靠于货车车厢的内壁实现两边靠边码包功能、以及横向非靠边位置的码包功能;总体纵移模块用于带动横移靠边装置沿着货车车厢内壁的纵向移动,并配合横移靠边装置及码包装置完成对货车车厢的横向及纵向的码包功能。该方案能实现化肥袋包一字自动装车排包,准确将化肥袋码包到运输卡车的车厢内,且排放整洁,装车合理,车厢空间利用率高,达到相关行业运输的要求,自动化程度高。
71.以上例举仅仅是对本实用新型的举例说明,并不构成对本实用新型的保护范围的限制,凡是与本实用新型相同或相似的设计均属于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1