提供多叠塑胶袋捆绑的自动堆叠移送装置的制作方法
1.本实用新型所涉及的是一种令多入包装的塑胶袋自动堆叠后,再移送至捆绑机处进行两边的捆绑,然后再将完成多叠捆绑在一起的塑胶袋移送入目的处的自动化装置,通过该自动堆叠移送捆绑的设备取代传统的人力作业。
背景技术:
2.关于制袋机制成的一张张塑胶袋,都会以多张叠合并使装订在一起,且为了节省人力与作业效率,也会再由自动包装设备把整叠的塑胶袋再装入另一个袋子内后并封口,即令制袋机与自动包装设备连结在一起后,使制袋与包装的作业可以达成自动化的目的。
3.不过,前述完成整叠塑胶袋包装后的袋子成品,通常并不是作业的最后程序,为了便于出货通常还会把完成整叠塑胶袋包装的袋子,再以多叠的方式叠合在一起,由捆绑机以绳带进行纵横向的捆绑,以便于多叠捆绑好的塑胶袋,或再以多捆的方式装入箱子或大袋子内进行运输出货。
4.不过,上述把多叠的袋子堆叠在捆绑机上,目前都是由人力进行搬移外,捆绑机的捆绑操作与整叠袋子转向的捆绑操作,也都是由人力来完成,在大量生产的作业上,显见仍会有大量人力的需求,自然作业效率无法提升。
技术实现要素:
5.缘是,为了改善前述袋子的堆叠与捆绑等作业,仍需仰赖人力的问题,本实用新型提供一种自动堆叠并移送进行捆绑的装置,即通过装置上所设的堆叠区处,分别设有可抵住于袋子左右侧的一左挡单元与一右挡单元、以及可抵于于袋子前后的一前挡单元与一后挡单元,同时再设可将完成堆叠后的袋子夹持并移送至捆绑机上,进行一侧的捆绑后,再以一旋转夹袋单元把整叠袋子夹持旋转九十度,使进行另一侧的捆绑后,再把完成捆绑的堆叠的袋子移送至目的处进行后续处理,进而使得制袋、包装、堆叠与捆绑等作业,可以连线在一起而达节省人力的自动化目的。
6.本实用新型解决其技术问题所采用的技术方案是:自动堆叠移送装置的机身上设一堆叠区、以及堆叠区旁邻设一放料平台,该堆叠区的左、右与前、后的机身上,分别设有可抵住袋子左右两侧的一左挡单元与一右挡单元、以及可抵住袋子前后两侧的一前挡单元与一后挡单元,并在位于该后挡单元下方的机身上,设一可夹持堆叠的后的袋子而移送至捆绑处的夹持移送单元,同时又在放料平台上方的机身上设一来回移动于放料平台与捆绑处之间的旋转夹袋单元;其中该左挡单元是包括一可受驱动而左右位移的左挡板;该右挡单元是包括一固定在机身上的右挡板;该前挡单元是包括一可升降并前后调整位置的一前挡板;该后挡单元是包括一可升降的后挡元件;该夹持移送单元是包括一可被由堆叠区移送至捆绑处而做开合动作的一夹爪组与一承袋座;该旋转夹袋单元是包括一可受驱动移动于放料平台与捆绑处之间、并可升降的旋转夹具;该放料平台是一受驱动由水平向下斜张的放料平台。
7.上述方案中,其中该右挡板上由外侧穿设一可进退于该堆叠区上方并呈水平间隔排列的承袋杆组。
8.上述方案中,其中该右挡板外侧固定一框架,该框架上设有与该承袋杆组同向设置的导杆,且在导杆滑设一可供承袋杆组连结、并可受驱动而滑移的滑板。
9.上述方案中,其中该前挡单元是包括一可前后滑移动定位的前挡滑座,并在该前挡滑座上固定一可驱动该前挡板的升降的气缸。
10.上述方案中,其中该后挡单元是包括一固定在机身上的一固定座,并令固定座上固定一可驱动该后挡元件升降的气缸。
11.上述方案中,其中该后挡元件上又设一可随其升降、并又能独自升降压袋元件。
12.上述方案中,其中该夹持移送单元是包括一可来回移动于堆叠区与放料平台邻近处之间的滑座,该滑座上固定一独立驱动该承袋座前伸捆绑处的气缸,同时该承袋座上又设有可驱动该夹爪组做开合动作的气缸。
13.上述方案中,其中该承袋座上设有贴于堆叠区上方的一承袋部,该滑座上设有向前伸设的承袋杆。
14.上述方案中,其中该旋转夹袋单元是包括一滑移动放料平台与捆绑处之间的滑座,该滑座上固定一驱动一位于滑座下方所设的一升降座而升降的气缸,并令该升降座上设一受另一气缸驱动而可来回旋转的旋转夹具。
15.上述方案中,其中该旋转夹具包括一轴设在该升降座上而可来回转动的旋转座,并在该旋转座上的两侧又设有可做夹合动作的两夹袋元件。
16.上述方案中,其中该放料平台右侧邻近捆绑处的机身上,设一可伸出做抵住动作的导正元件。
17.上述方案中,其中该放料平台左侧邻近捆绑处的机身上,设一可由立状摆转于捆绑处上方的捆绑压袋杆。
18.是以,通过上述本实用新型自动堆叠移送装置上所设的左挡单元、右挡单元、与前挡单元、后挡单元,让输入于其间的一包包袋子可以整齐的堆叠,并在完成堆叠后再由夹持移送单元把堆叠的袋移送至捆绑机上进行前、后的捆绑,然后再由旋转夹袋单元把前后捆绑好的堆叠的袋再夹持旋转九十度,令堆叠的处进行另一侧的捆绑,最后把两边捆绑完成的堆叠的袋由旋转夹袋单元夹移于放料平台上,并由放料平台斜开令完成捆绑的堆叠的袋滑送入目之处,进而提供袋子的堆叠、移送捆绑与移送放料等自动化作业,使人力节省、并又可提高作业的效率。
附图说明
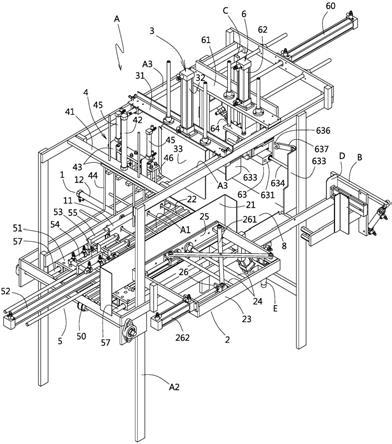
19.图1是本实用新型自动堆叠移送捆绑装置的立体图一。
20.图2是本实用新型自动堆叠移送捆绑装置的立体图二。
21.图3是本实用新型输送机的立体示意图。
22.图4是本实用新型自动堆叠移送装罝的立体示意图一。
23.图5是本实用新型自动堆叠移送装罝的立体示意图二。
24.图6是本实用新型左挡单元与右挡单元的立体示意图一。
25.图7是本实用新型左挡单元与右挡单元的立体示意图二。
26.图8是本实用新型前挡单元的立体示意图。
27.图9是本实用新型后挡单元的立体示意图一。
28.图10是本实用新型后挡单元的立体示意图二。
29.图11是本实用新型夹持移送单元的立体示意图一。
30.图12是本实用新型夹持移送单元的立体示意图二。
31.图13是本实用新型旋转夹袋单元的立体示意图一。
32.图14是本实用新型旋转夹袋单元的立体示意图二。
33.图15是本实用新型放料平台与触动器的立体示意图。
34.图16是本实用新型导正元件与打袋支撑杆的立体示意图。
35.图17是本实用新型捆绑压袋杆的立体示意图。
36.图18是本实用新型上堆叠的作动示意图。
37.图19是本实用新型叠袋压整的作动示意图。
38.图20是本实用新型承袋杆组退缩放下上堆叠袋而续堆叠的示意图。
39.图21是本实用新型前、后挡单元升上与夹住堆叠的袋的示意图。
40.图22是本实用新型夹持移送单元把堆叠的袋移送至捆绑机处的示意图。
41.图23是本实用新型捆绑压袋杆压住堆叠的袋进行第一次捆绑的示意图。
42.图24是本实用新型夹持移送单元把堆叠的袋移至第二捆绑处的示意图。
43.图25是本实用新型捆绑压袋杆压住堆叠的袋进行第二次捆绑的示意图。
44.图26是本实用新型夹持移送单元放开夹持与捆绑压袋杆退回原位的示意图。
45.图27是本实用新型夹持移送单元退回原位与承袋杆组再度伸入堆叠区的示意图。
46.图28是本实用新型旋转夹袋单元移降至捆绑机处夹住堆叠的袋的示意图。
47.图29是本实用新型旋转夹袋单元将堆叠的袋旋转九十度并移至第三次捆绑位置的示意图。
48.图30是本实用新型旋转夹袋单元退回原位并令堆叠的袋进行第三次捆绑的示意图。
49.图31是本实用新型旋转夹袋单元复夹住已完成捆绑作业的堆叠的袋的示意图。
50.图32是本实用新型旋转夹袋单元把完成捆绑的堆叠的袋移送至放料平台处的示意图。
51.图33是本实用新型放料平台斜开使成捆绑的堆叠的袋向下滑入目的处的示意图。
52.附图标记说明:a
‑
自动堆叠移送装置;a1
‑
堆叠区;a2
‑
机身;a3
‑
导杆;b
‑
打袋支撑杆;b1
‑
气缸;c
‑
捆绑压袋杆;c1
‑
气缸;d
‑
导正元件;d1
‑
气缸;e
‑
触动器;1
‑
左挡单元;11
‑
左挡板;12
‑
气缸;2
‑
右挡单元;21
‑
右挡板;22
‑
承袋杆组;23
‑
框架;24
‑
导杆;25
‑
滑板;26
‑
承袋杆驱动部件;261
‑
交叉杆组;262
‑
驱动元件;3
‑
前挡单元;31
‑
前挡滑座;32
‑
气缸;33
‑
前挡板;4
‑
后挡单元;41
‑
固定座;42
‑
气缸;43
‑
升降座;44
‑
后挡元件;45
‑
气缸;46
‑
压袋元件;5
‑
夹持移送单元;50
‑
驱动皮带;51
‑
移送滑座;52
‑
气缸;53
‑
承袋座;531
‑
承袋部;54
‑
气缸;55
‑
夹爪组;56
‑
承袋杆;57
‑
导杆;6
‑
旋转夹袋单元;60
‑
气缸;61
‑
滑座;62
‑
气缸;63
‑
旋转夹具;630
‑
轴部;631
‑
旋转座;632
‑
齿轮;633
‑
夹持元件;634
‑
导杆;635
‑
旋转驱动器;636
‑
旋转元件;637
‑
连件;64
‑
升降座;65
‑
气缸;66
‑
齿条;7
‑
输送机;70
‑
输送机机身;71
‑
输送带;72
‑
导袋宽度调整板;73
‑
交叉杆组;74
‑
固定抵边板;8
‑
放料平台;81
‑
气缸;9
‑
捆绑机。
具体实施方式
53.请参阅图1、图2所示,是包括一输送机7、一自动堆叠移送一装置a与捆绑机9,该自动堆叠机a是一机身a2上设一可供袋子上下堆叠的堆叠区a1,在位于该堆叠区a1的机身a2一邻侧,接设一可将欲堆叠的袋子送入堆叠区a1上的输送机7,对应于该堆叠区a1另一侧的机身a2上,接设一可供捆绑好的袋子成品下滑入目的处而向下倾斜开启的放料平台8,并接着在的该放料平台8邻旁的机身a2侧,设置一可对堆叠袋子进行捆绑作业的捆绑机9。
54.前述该堆叠区a1的左侧机身a2上(即邻接该输送机7的对应处),固定一可左右调整位置而抵住于袋子左侧的左挡单元1;该堆叠区a1的右侧机身a2上,设一位置固定而能抵住于袋子右侧的右挡单元2;此外,在机身a2的上方沿着堆叠区a1到放料平台8处设有两导杆a3,令该堆叠区a1的前侧机身a2上,设一可升降并可沿着该两导杆a3前后调整位置而能抵住于袋子前端的前挡单元3;该堆叠区a1的后侧机身a2上,设一位置固定而可升降抵住于袋子后端的后挡单元4;且令该堆叠区a1处再设一可承住堆叠的袋、并将其夹住而移送至该捆绑机9的捆绑的处进行捆绑的夹持移送单元5;同时又设一旋转夹袋单元6沿着两导杆a3来回移动于放料平台8与捆绑机9的捆绑处之间,使可对堆叠的袋进行转向捆绑后再移送至放料平台8处,进行滑送至目的处的作业。
55.前述该输送机7,请配合图3所示,是包括一可供载送袋子而设于一输送机机身70上的一输送带71,并在位于输送带71一边的上方输送机机身70上,平行设一可位移调整导袋宽度的导袋宽度调整板72,以及导袋宽度调整板72对应侧位于输送带71的上方输送机机身70上固定一固定抵边板74,并设一其一边的两端枢设于导袋宽度调整板72与输送机机身70之间连结一交叉杆组73,令交叉杆组73的位于输送带71出口处的两端,是呈可滑动的分别枢设输送机机身70与导袋宽度调整板72上,该交叉杆组73的另两端则是呈固定状的枢设在输送机机身70与导袋宽度调整板72上,即可令交叉杆组73产生开合动作时,可带动导袋宽度调整板72做位置的调整,使导袋宽度调整板72与对应侧的固定抵边板74之间的宽度,能符合欲输送的袋子的宽度。
56.前述该左挡单元1,请配合图4、图5与图6、图7所示,是包括一可抵住袋子左侧长边的左挡板11,令该左挡板11设一受固定在机身a2上的气缸12的驱动而能做左右位移的调整位置。
57.前述该右挡单元2,请配合图4、图5与图6、图7所示,是包括一固定在机身a2上可抵住袋子右侧长边的右挡板21,并在对应于堆叠区a1的右挡板21外侧的稍高位置处,设一呈间隔排列、可穿过该右挡板21而进退于堆叠区a1上的承袋杆组22,同时在右挡板21外侧固定一框架23,该框架23上设有与承袋杆组22同向设置的两导杆24,且令导杆24上滑设一供该承袋杆组22锁固在一起的滑板25,接着设一承袋杆驱动部件26可驱使滑板25连同承袋杆组22做进退于堆叠区a1上的动作,该承袋杆驱动部件26主要是包括一连结于滑板25上的交叉杆组261,该交叉杆组261同样令其一同侧的两端是分别枢固在滑板25与框架23上、另一侧的两端则是分别滑设在滑板25与框架23上,因此通过位于框架23上的交叉杆组261的滑设端,受到一固定在枢架23上的驱动元件262的驱动,使交叉杆组261可做开合的动作,进而驱动承袋杆组22可在堆叠区a1上做进退的动作;同时在承袋杆组22在穿入堆叠区a1上后,令其末端正好可以穿于前述左挡单元1的的左挡板11上,使承袋杆组22的末端可受左挡板11的支持。
58.前述该前挡单元3,请配合图4、图5与图8所示,是包括一可前后滑行定位于机身a2的两导杆a3上的前挡滑座31,该前挡滑座31上固定一气缸32,且前挡滑座31下方设一受该气缸32驱动而被导引升降的前挡板33。
59.前述该后挡单元4,请配合图4、图5与图9、图10所示,是包括一固定在机身a2上方的固定座41上设一气缸42,令该气缸42驱动一位于固定座41下方而受导引升降的升降座43,该升降座43上设有间隔排列向下的后挡元件44,同时也令升降座43上固定另外两气缸45,再令该两气缸45驱动一压袋元件46做独立的升降。
60.前述该夹持移送单元5,请配合图4、图5与图11、图12所示,是包括一受导引由堆叠区a1向放料平台8而前后移动的移送滑座51,该移送滑座51的移动是受一驱动皮带50驱使、且沿着机架a2上所设的两导杆57而滑行,并在移送滑座51上固定一气缸52,且令该气缸52又驱动一承袋座53再向前移送,同时承袋座53位于堆叠区a1处设一可承住袋子的承袋部531,该承袋座53的上方再枢固受气缸54驱动而使能与承袋部531之间形成张开或夹合的夹爪组55;此外,另在该滑座51上向前伸设有承袋杆56,该承袋杆56更向前伸出于承袋部531外,使能应付前后距离更长的袋子进行支撑。
61.前述该旋转夹袋单元6,请配合图4、图5与图13、图14所示,是包括受前述机身a2上的导杆a3导滑移动的滑座61,且在机身a2对应处固定一可驱动滑座61沿着导杆a3使在放料平台8与捆绑机9之间位置来回滑动的气缸60,并令该滑座61上又固定一气缸62,且令该气缸62可驱动位于滑座61下方的一升降座64进行升降的动作,同时在升降座64上固定一气缸65,该气缸65又连结驱动一做来回运动的齿条66,同时升降座64上再轴设一可受齿条66驱动而做九十度来回旋转的旋转夹具63,该旋转夹具63又包括一轴设在升降座64而可旋转的旋转座631,该旋转座631是通过其上所设的轴部630轴设在该升降座64上,并令该轴部630上装设一与前述齿条66啮合在一起的齿轮632,且令旋转座631的两侧设有相对运动的两夹持元件633,该两夹持元件633上各接设有可穿滑于旋转座631上的导杆634,进而导引两夹持元件633平行相对的运动,同时令该旋转座631上固定一旋转驱动器635,令旋转驱动器635可驱动一旋转元件636来回转动,该旋转元件636的两端各与相对处的夹持元件633之间各枢接一连件637,进而在旋转驱动器635的来回驱动下,令旋转元件636来回旋转而经连件637带动两夹持元件633做开合的夹放动作。
62.前述该放料平台8,请配合图4、图5与图15所示,该放料平台8的一边枢固在邻近捆绑机9侧边处的机身a2上,并对应于放料平台8下方的机身a2固定一气缸81,令该气缸81可驱动放料平台81做水平或向下斜开的来回摆动。
63.另外,请配合图4、图5与图16所示,在该放料平台8右侧邻近捆绑机9处,再设一辅助捆绑机9捆绑作业顺利进行的打袋支撑杆b,该打袋支撑杆b是受一气缸b1来回驱动而使摆入支撑于捆绑机9内的承台下方。
64.又,请配合图4、图5与图17所示,在该放料平台8左侧邻近捆绑机9处的机身a2上,设一可由立状摆转于捆绑机上方压住袋子的捆绑压袋杆c,该捆绑压袋杆c是受一气缸c1驱动而使摆至捆绑机9的捆绑承台上方,对邻近捆绑处的袋子处进行压住的动作。
65.此外,请配合图4、图5与图16所示,又在邻近捆绑机9右侧的自动堆叠移送装置的机身a2上,设一受气缸d1来回驱动的导正元件d,该导正元件d是在堆叠的袋被移送入捆绑机9上后,配合捆绑压袋杆c的压袋动作而同时抵住袋子的一侧,使袋子侧边被抵住的位置
刚好是捆绑机9捆绑的起始点也是绑结点,让袋子的捆绑作业可以更顺利的进行。
66.其次,请配合图4、图5与图15所示,在邻近捆绑机9侧的自动堆叠移送装置的机身a2下方处,设一可触动捆绑机9执行捆绑动作的开关的触动器e。
67.是以,请参阅图18所示,令左挡单元1的左挡板11移至预设处、以及前挡单元3的前挡板33与后挡单元4的后挡元件44下降至预设处,同时承袋杆组22也伸入堆叠区a1的上方后,即可令输送机7上输送的袋子1(如图1与图3所示)一包包的输送至承袋杆组22上,并在每包袋子落在承袋杆22上后,再如图19所示令后挡单元4的压袋元件46下降而将堆叠的袋子压实整平,然后再回升让下一包袋子可以继续的被送入。
68.接着如图20所示,当承袋杆组22堆叠的袋数达预设数量后,令承袋杆组22受承袋杆驱动部件26的驱动而退缩,让原本堆叠在承杆组22上的袋子,向下掉落于前述的堆叠区a1上,然后同样令输送机7上输送的袋子1(如图1与图3所示)一包包的输送堆叠,以及同样受后挡单元4的压袋元件46下降而将堆叠的袋子一包包的压实整平。
69.直到堆叠至预定的收量后,如图21、图22所示,令前挡单元3的前挡板33与后挡单元4的后挡元件44上升至原位,同时夹持移送单元5前移并将堆叠的袋由夹爪组55夹持住后,通过驱动皮带50与气缸52迅速的把堆叠的袋移送至捆绑机9处。
70.复如图23所示,令打袋支撑杆b退回、导正元件d伸出抵住堆叠的袋的侧边,以及捆绑压袋杆c下摆压住于堆叠的袋的上方,接着再令触动器e去触动捆绑机9的捆绑启动开关,对堆叠的袋进行第一次的捆绑。
71.又接着如图24所示,该捆绑压袋杆c上摆回原位与该导正元件d也退回原位、打袋支撑杆b摆回捆绑机9内的承台下方后,令气缸52带动承袋座53连同夹爪组55稍为退移一小段距离,然后如图25所示,再令导正元件d伸出抵住堆叠的袋的侧边,以及捆绑压袋杆c下摆压住于堆叠的袋的上方、打袋支撑杆b再次退回,并令触动器e去触动捆绑机9的捆绑启动开关,对堆叠的袋进行第二次的捆绑。
72.在前述的第一、二次捆绑作业完成后,如图26所示,令夹爪组55张开释放对堆叠的袋的夹持,然后如图27所示令整个夹持移送单元5退回原来预备夹持的位置(如图18所示);同时再如图28所示,令位放料平台8上方处的旋转夹袋单元6受气缸60驱动滑座61而移至堆叠的袋的上方后,并再通过气缸62驱动升降座64而使旋转夹具63下降至夹持位置后,令两夹持元件633再受旋转驱动器635带动旋转元件636而经连件637,使两夹持元件633相对向内移动将堆叠的袋夹持住,接着通过气缸65带动前述的齿条66驱动齿轮632(如图14所示),使如图29所示令该旋转夹具63旋转而将被夹持的堆叠的袋旋转九十度。
73.在堆叠的袋旋转九十度之后,图30所示,令两夹持元件633张开并通过气缸62驱动升降座64而使旋转夹具63上升,然后再通过气缸60驱动滑座61而使整个旋转夹袋单元6移至放料平台8的上方;接着再令导正元件d伸出抵住堆叠的袋的侧边,以及捆绑压袋杆c下摆压住于堆叠的袋的上方及打袋支撑杆b退回原位,进而再令触动器e去触动捆绑机9的捆绑启动开关,对堆叠的袋进行第三次的捆绑。
74.在第三次捆绑作业完成后,即完成堆叠的袋的捆绑作业,接着如图31所示,该旋转夹袋单元6又受气缸60、以及气缸62的驱动下,让旋转夹具63的两夹持单元633,再度夹持住完成捆绑的堆叠的袋,然后如图32所示,通过气缸60驱动滑座61而使被夹持的堆叠的袋移送至放料平台8上后,再如图33所示,令两夹持元件633放开对堆叠的袋的夹持、且上升并使
旋转夹具63回转九十度,同时令整个旋转夹袋单元6再受驱动而回复至原始的待夹位置处,最后令放料平台8再受驱动而下摆斜开,让完成捆绑的堆叠的袋向下滑落于目之处。
75.如此周而复始的,即可令完成多入包装的一包包袋子,由输送机7连续的送入自动堆叠移送装置a上进行预定数量的堆叠后,再把堆叠好的袋子移送至捆绑机9上进行双向的捆绑作业,让完成多入包装的袋子的堆叠、移送捆绑与移送放料等作业自动化的完成,进而节省人力的需求、并提高作业的效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1