一种自动取料把装置的制作方法
1.本实用新型涉及机械装置领域,具体涉及一种自动取料把装置。
背景技术:
2.现在对一些形状特别的塑料成品如一些汽车零配件进行加工时,一般都是使用注塑机来对其进行加工。在利用注塑机对塑料进行加工时,首先将塑料颗粒放置到注塑机中,之后这些塑料颗粒会在注塑机内熔化,然后再将熔化后的塑料通过模具流道进入特定的模具中,从而可加工出特定形状的注塑件。但是在向模具中注满熔化的塑料后,会在注塑机的模具流道上也留有少量的被融化的塑料形成一个料把。工作人员在将注塑件取出来后需要去将模具流道上的料把取下来并进行收集,方便下一次将熔化后的塑料通过模具流道进入模具。
3.上述注塑成品的生产只能半自动生产,生产时需人员全程看机作业,产生的料把是通过人工取下,耗时费力、增加人工成本。
技术实现要素:
4.本实用新型的目的就是提供一种自动取料把装置,其能够将料把取下并运送至接料把位置,省时省力、降低人工成本。
5.本实用新型的目的是这样实现的,一种自动取料把装置,包括自动上下移位装置、移动架、自动旋转装置、自动水平移位装置和固定在自动上下移位装置输出端的取料夹具;移动架包括支架ⅰ、连接板和固定在自动水平移位装置输出端的支架ⅱ,支架ⅰ和支架ⅱ通过连接板固定连接;自动旋转装置包括通过传动机构驱动的转动轴,转动轴一端穿过支架ⅰ与自动上下移位装置固定连接,转动轴另一端转动设置在支架ⅱ内。
6.在本实用新型中,工作原理在于:取料夹具用于夹取料把;自动上下移位装置上下运动带动取料夹具上下移动;自动水平移位装置水平运动带动移动架、自动旋转装置、自动上下移位装置和取料夹具整体水平移动;自动旋转装置通过转动轴转动带动自动上下移位装置和取料夹具整体旋转,从而使取料夹具摆动一定角度后将料把运送至预设的接料桶或地面。自动上下移位装置和自动水平移位装置的正下方通常是放置产品的,不用于接料把,因此取料夹具需要摆动一定角度才松开料把。
7.使用原理在于:使用时,先通过自动上下移位装置和自动水平移位装置将取料夹具置于料把位置,取料夹具夹起料把,然后再通过自动上下移位装置和自动水平移位装置将料把移动出来;由于自动上下移位装置和自动水平移位装置下方通常是放置产品的,因此,料把最终需要放置在自动上下移位装置侧下方,利用自动旋转装置可使取料夹具将料把旋转运送到自动上下移位装置侧下方。自动旋转装置的工作原理在于,传动机构带动转动轴转动,由于转动轴一端与自动水平移位装置固定连接,因此转动轴旋转可带动自动上下移位装置旋转,从而可使得取料夹具旋转至接料把位置。
8.由于采用了上述方案,因此本实用新型具有下述优点:其能够将料把取下并运送
至接料把位置,省时省力、降低人工成本。
附图说明
9.本实用新型的附图说明如下:
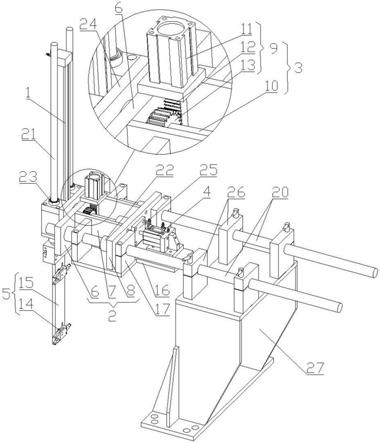
10.图1是本实用新型一种自动取料把装置的一种立体示意图。
11.图2是本实用新型移动架、自动旋转装置和自动水平移位装置的俯视示意图。
12.图中:1.自动上下移位装置;2.移动架;3.自动旋转装置;4.自动水平移位装置;5.取料夹具;6.支架ⅰ;7.连接板;8.支架ⅱ;9.传动机构;10.转动轴;11.竖直气缸;12.齿条;13.齿轮;14.气动手指;15.安装板;16.固定板;17.限位板;18.限位块ⅰ;19.限位块ⅱ;20.水平导向杆;21.竖直导向杆;22.直线轴承ⅰ;23.直线轴承ⅱ;24.连接板ⅰ;25.连接板ⅱ;26.固定块;27.支撑架;28.角度控制块。
具体实施方式
13.下面结合附图和实施例对本实用新型作进一步说明:
14.如图1和图2所示,一种自动取料把装置,包括自动上下移位装置1、移动架2、自动旋转装置3、自动水平移位装置4和固定在自动上下移位装置1输出端的取料夹具5;移动架2包括支架ⅰ6、连接板7和固定在自动水平移位装置4输出端的支架ⅱ8,支架ⅰ6和支架ⅱ8通过连接板7固定连接;自动旋转装置3包括通过传动机构9驱动的转动轴10,转动轴10一端穿过支架ⅰ6与自动上下移位装置1固定连接,转动轴10另一端转动设置在支架ⅱ8内。
15.在本实用新型中,工作原理在于:取料夹具5用于夹取料把;自动上下移位装置1上下运动带动取料夹具5上下移动;自动水平移位装置4水平运动带动移动架2、自动旋转装置3、自动上下移位装置1和取料夹具5整体水平移动;自动旋转装置3通过转动轴10转动带动自动上下移位装置1和取料夹具5整体旋转,从而使取料夹具5摆动一定角度后将料把运送至预设的接料桶或地面。自动上下移位装置1和自动水平移位装置4的正下方通常是放置产品的,不用于接料把,因此取料夹具5需要摆动一定角度才松开料把。
16.使用原理在于:使用时,先通过自动上下移位装置1和自动水平移位装置4将取料夹具5置于料把位置,取料夹具5夹起料把,然后再通过自动上下移位装置1和自动水平移位装置4将料把移动出来;由于自动上下移位装置1和自动水平移位装置4下方通常是放置产品的,因此,最终料把需要放置在自动上下移位装置1的侧下方,利用自动旋转装置3可使取料夹具5将料把旋转运送到自动上下移位装置1的侧下方。自动旋转装置3的工作原理在于,传动机构9带动转动轴10转动,由于转动轴10一端与自动水平移位装置4固定连接,因此转动轴10旋转可带动自动上下移位装置1旋转,从而可使得取料夹具5旋转至接料把位置。
17.自动上下移位装置1、自动旋转装置3和自动水平移位装置4可以通过现有技术中的plc和磁开关等来实现自动化控制,例如在本实施例中,自动上下移位装置1是与plc连接且固定有磁开关ⅰ的上下移位气缸;自动水平移位装置4是与plc连接且固定有磁开关ⅱ的水平移位气缸;传动机构9是与plc连接且固定有磁开关ⅲ的传动机构。在另一实施例中,自动上下移位装置1和自动水平移位装置4还可以是直线运动模块、通过plc和磁开关实现自动化控制的液压缸等
18.在本实施例中,转动轴10另一端可通过轴承转动设置在支架ⅱ8内。
19.进一步地,在本实施例中,传动机构9包括竖直气缸11、齿条12和固定在转动轴10上的齿轮13,竖直气缸11固定在移动架2上,齿条12固定在竖直气缸11输出端并与齿轮13啮合。传动机构9的工作原理在于,竖直气缸11上下运动带动齿条12上下运动,齿条12上下运动可带动齿轮13和转动轴10顺时针或逆时针旋转,由于转动轴10一端与自动水平移位装置4固定连接,因此转动轴10旋转可带动自动上下移位装置1旋转,从而可使得取料夹具5旋转至取料桶上方。在另一实施例中,传动机构9还可以包括电机和皮带,电机的旋转轴和转动轴10通过皮带连接从而实现转动轴10的转动。
20.进一步地,取料夹具5包括气动手指14和固定在自动上下移位装置1输出端的安装板15,气动手指14固定在安装板15上。在本实施例中,气动手指14包括有两个,在其它实施例中,气动手指14还可以是一个、三个或其它个。
21.进一步地,还包括固定板16和固定在固定板16上的限位板17,限位板17设置在支架ⅰ6或/和支架ⅱ8的一侧。限位板17的作用是对移动架2的移动距离进行限位。在本实施例中,支架ⅱ8的左侧和右侧均设置有限位板17。在其他实施例中,限位板17的个数可以是其它个数,限位板17也可以是在支架ⅰ6、移动架2的左右两侧或一侧设置,此外,在本实施例中,水平移动气缸固定在固定板16上,限位板17固定在水平导向杆20上。
22.进一步地,转动轴10上固定有限位块ⅰ18,支架ⅱ8上固定有与限位块ⅰ18相对应的限位块ⅱ19。使用时,当转动轴10转动到一定角度例如45
°
时,限位块ⅱ19挡住限位块ⅰ18,阻止转动轴10继续转动。在本实施例中,通常情况下,由于限位块不便于直接在转动轴10上设置,转动轴10上通过紧固件固定角度控制块28,限位块ⅰ18通过黏结、焊接或一体化设置等方式固定在角度控制块28上从而达到使转动轴10上固定限位块ⅰ18的目的。
23.进一步地,在本实施例中,转动轴10上固定有两个限位块ⅰ18,支架ⅱ8上固定有与两个限位块ⅰ18分别相对应的两个限位块ⅱ19。当转动轴10顺时针转动到一定角度时,其中一个限位块ⅱ19挡住其中一个限位块ⅰ18,阻止转动轴10继续顺时针转动,当转动轴10逆时针转动到一定角度时,另一个限位块ⅱ19挡住另一个限位块ⅰ18,阻止转动轴10继续逆时针转动。
24.进一步地,还包括水平导向杆20,支架ⅰ6和支架ⅱ8上分别开设有与水平导向杆20相匹配的导向孔,水平导向杆20设置在导向孔内。水平导向杆20的作用是对移动架2和自动旋转装置3的整体移动进行导向。在本实施例中,plc设置在控制柜内,控制柜设置在支撑架27内,水平导向杆20通过固定块26等固定在支撑架27上。在其它实施例中,水平导向杆20还可以固定在其它装置上能够对移动架2和自动旋转装置3的整体移动实现导向即可。在本实施例中,水平导向杆20上套设有直线轴承ⅰ22,水平导向杆20通过直线轴承ⅰ22移动设置在导向孔内。
25.进一步地,还包括竖直导向杆21,上下移动气缸通过直线轴承ⅱ23移动设置在竖直导向杆21上。竖直导向杆21的作用是对上下移动气缸的上下移动进行导向。
26.进一步地,还包括连接板ⅰ24和固定在自动水平移位装置4输出端的连接板ⅱ25;转动轴10一端穿过支架ⅰ6与连接板ⅰ24固定连接,连接板ⅰ24与自动上下移位装置1固定连接,连接板ⅱ25与支架ⅱ8固定连接。连接板ⅰ24和连接板ⅱ25的作用是便于移动架2和自动水平移位装置4连接,以及便于转动轴10与上下移动气缸固定连接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1