一种金属板材覆膜生产线的纠偏装置的制作方法
1.本实用新型涉及金属板材覆膜生产设备领域,具体涉及一种金属板材覆膜生产线的纠偏装置。
背景技术:
2.现有金属板材覆膜生产线在生产时,大多通过放置在金属板材行进方向两边的靠平板对金属板材进行纠偏,靠平板处于静止状态,金属板材在移动过程中与靠平板产生摩擦,容易将金属板材的边缘刮坏,靠平板之间的间距也需要精准设置,特别是在对0.6mm及小于0.6mm厚度的金属板材作业时,该间距尤为重要,若该间距过大,则纠偏效果差,若该间距过小,则金属板材的边缘容易被挤翘起甚至弯折,不利于覆膜及收卷作业。
技术实现要素:
3.本实用新型的目的是为了克服现有技术的缺点,提供一种不损坏金属板材、纠偏效果好的金属板材覆膜生产线的纠偏装置。
4.为达到上述目的,本实用新型采用的技术方案是,金属板材覆膜生产线的纠偏装置,包括:
5.底板,所述底板在上下方向上的投影呈口字型,所述底板的下表面设置有向上凹陷的滑槽,所述滑槽的延伸方向垂直于金属板材的行进方向;
6.纠偏移送组件,所述纠偏移送组件包括支撑块、丝母、丝杆和纠偏电机,所述支撑块固定在安装面上,所述支撑块位于所述底板的下方,所述支撑块用于支撑所述底板,所述支撑块的上端部可滑动地嵌设在所述滑槽内,所述丝母固定在所述底板上,所述丝杆平行于所述滑槽,所述丝杆与所述丝母相匹配并从所述丝母中穿过,所述丝杆的一部分从所述底板的中部空腔中露出,所述纠偏电机与所述丝杆相连接,所述纠偏电机用于带动所述丝杆转动,所述纠偏电机通过带动所述丝杆转动使所述底板相对于所述支撑块滑动;
7.第一支架,所述第一支架包括两块第一立板和一块第一横梁,所述第一立板固定在所述底板的上表面并向上延伸,所述第一横梁架设在所述第一立板的上端部;
8.支撑辊组件,所述支撑辊组件包括支撑辊、驱动电机,所述支撑辊可转动地架设在所述第一立板上,所述支撑辊的一端部贯穿所述第一立板并与所述驱动电机相连接,所述驱动电机固定在所述底板上并用于带动所述支撑辊转动;
9.上压辊组件,所述上压辊组件包括气缸、第二支架、上压辊,所述气缸设置在所述第一横梁的上表面,所述气缸的气缸杆贯穿所述第一横梁并向下延伸,所述第二支架包括两块第二立板和一块第二横梁,所述第二横梁连接在所述气缸杆的下端部,所述两块第二立板连接在所述第二横梁的两端部并向下延伸,所述第二立板上设置有沿上下方向延伸的安装槽,所述上压辊可转动地架设在所述第二立板上;
10.所述上压辊位于所述支撑辊的正上方,所述上压辊的两端部可上下滑动地设置在所述安装槽内,所述第二立板上还设置有弹簧,所述弹簧具有驱使所述上压辊向下移动的
趋势。
11.优选地,所述上压辊包括辊轴和可转动地套设在所述辊轴上的辊套,所述辊轴的两端部可上下滑动地设置在所述安装槽内。
12.进一步优选地,所述辊套的外表面覆盖有一层硅胶层,所述硅胶层的厚度大于等于10mm。
13.进一步优选地,所述辊套通过轴承可转动地套设在所述辊轴上。
14.进一步优选地,所述辊轴的端部的截面为正方形。
15.优选地,所述弹簧设置在所述安装槽内,所述弹簧的两端部分别抵紧在所述安装槽的内壁和所述辊轴的端部上。
16.进一步优选地,所述安装槽的内壁和所述辊轴的端部均设有用于安装所述弹簧的盲孔。
17.进一步优选地,所述安装槽为贯通槽,所述安装槽沿所述第二立板的厚度方向贯穿所述第二立板。
18.优选地,所述支撑辊位于所述丝杆的正上方。
19.进一步优选地,所述支撑辊的最低点与所述底板的上表面之间具有间隙。
20.由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
21.本实用新型提供的金属板材覆膜生产线的纠偏装置,包括:底板、纠偏移送组件、第一支架、支撑辊组件和上压辊组件,通过将上压辊组件的上压辊设置在支撑辊组件的支撑辊的正上方,使上压辊可上下滑动地设置,能够通过调整这上压辊和支撑辊之间的间隙将金属板材压紧,再通过支撑辊组件的驱动电机带动支撑辊转动,带动金属板材的行进,同时,通过纠偏移送组件带动底板沿垂直于金属板材的方向移动,实现对金属板材的纠偏,通过在上压辊组件上设置弹簧,使弹簧具有驱使上压辊向下移动的趋势,能够使上压辊更加紧密的贴合在金属板材上,避免因金属板材宽度方向上厚度差异造成的打滑现象,提升纠偏效果,在不需要对金属板材进行纠偏时,还能通过上压辊组件中气缸的伸缩,带动上压辊向上移动松开金属板材,以避让金属板材上的不良,延长上压辊的使用寿命。
附图说明
22.图1是本实用新型优选实施例的主视示意图。
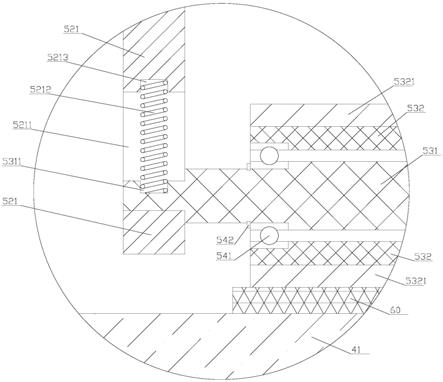
23.图2是图1中a处的局部放大剖视图。
24.图3是图1中底板及纠偏移送组件的俯视示意图。
25.其中:10.底板;11.滑槽;20.纠偏移送组件;21.支撑块;22.丝母;23.丝杆;24.纠偏电机;30.第一支架;31.第一立板;32.第一横梁;40.支撑辊组件;41.支撑辊;42.驱动电机;50.上压辊组件;51.气缸;51.气缸杆;52.第二支架;521.第二立板;5211.安装槽;5212.弹簧;5213.盲孔;522.第二横梁;53.上压辊;531.辊轴;5311.盲孔;532.辊套;5321.硅胶层;541.轴承;542.卡簧;60.金属板材。
具体实施方式
26.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征更易于被本领域技术人员理解,从而对本实用新型的保护范围作出更为清楚明确的
界定。
27.本实用新型中描述的金属板材的行进方向为图1中从里至外的方向,本实用新型中描述的垂直于金属板材的行进方向为图1中的左右方向。
28.如图1所示,本实用新型提供的金属板材覆膜生产线的纠偏装置,包括:底板10、纠偏移送组件20、第一支架30、支撑辊组件40和上压辊组件50,其中,底板10在上下方向上的投影呈口字型,底板10的下表面设置有向上凹陷的滑槽11,滑槽11的延伸方向垂直于金属板材60的行进方向;纠偏移送组件20用于支撑底板10并带动底板10沿滑槽11的延伸方向移动,实现纠偏功能,具体地,纠偏移送组件20包括支撑块21、丝母22、丝杆23和纠偏电机24,支撑块21固定在安装面(如地面)上,支撑块21位于底板10的下方,支撑块21用于支撑底板10,支撑块21的上端部可滑动地嵌设在滑槽11内,丝母22固定在底板10上,丝杆23的轴心线平行于滑槽11的延伸方向,丝杆23与丝母22相匹配并从丝母22中穿过,丝杆23能够相对于丝母22转动,在丝杆23转动时,带动丝母22移动,从而带动底板10沿滑槽11的延伸方向移动,丝杆23的一部分从底板10的中部空腔中露出,纠偏电机24固定在安装面(如地面、墙面等)上,纠偏电机24的输出轴与丝杆23相连接,并用于带动丝杆23转动;第一支架30设置在底板10上,第一支架30用于支撑上压辊组件50和支撑辊组件40中的支撑辊41,具体地,第一支架30包括两块第一立板31和一块第一横梁32,第一立板31固定在底板10的上表面并向上延伸,第一横梁32架设在第一立板31的上端部;支撑辊组件40包括支撑辊41、驱动电机42,支撑辊41可转动地架设在第一立板31上,支撑辊41的一端部贯穿第一立板31并与驱动电机42相连接,驱动电机42固定在底板10的上表面并用于带动支撑辊41转动;上压辊组件50包括气缸51、第二支架52、上压辊53,气缸51设置在第一横梁32的上表面,气缸51的气缸杆511贯穿第一横梁32并向下延伸,第二支架52包括两块第二立板521和一块第二横梁522,第二横梁522连接在气缸杆511的下端部,气缸杆511的下端部连接在第二横梁522的中心位置,两块第二立板521连接在第二横梁522的两端部并向下延伸,第二立板521上设置有沿上下方向延伸的安装槽5211,上压辊53可转动地架设在第二立板521上;上压辊53位于支撑辊41的正上方,上压辊53的两端部可上下滑动地设置在安装槽5211内,第二立板521上还设置有弹簧5212,弹簧5212具有驱使上压辊53向下移动的趋势。
29.在本实施例中,上压辊53包括辊轴531和可转动地套设在辊轴531上的辊套532,具体地,辊套532的外表面覆盖有一层硅胶层5321,硅胶层5321的厚度大于10mm,辊套532通过轴承5322可转动地套设在辊轴531上,辊轴531两端部的截面呈正方形,辊轴531的两端部可上下滑动地设置在安装槽5211内,弹簧5212设置在安装槽5211内,弹簧5212的两端部分别抵紧在安装槽5211的内壁和辊轴531的端部上,为了便于弹簧5212的固定,防止弹簧5212从安装槽5211内飞出,安装槽5211的内壁和辊轴531的端部均设有用于安装弹簧5212的盲孔,为便于加工,安装槽5211为贯通槽,安装槽5211沿第二立板521的厚度方向贯穿第二立板521。
30.在本实施例中,支撑辊41位于丝杆23的正上方,支撑辊41的最低点与底板10的上表面之间具有间隙。
31.在上述实施例中,必然需要用到传感器检测金属板材边缘的位置,并将检测信息传递给控制器,再由控制器控制纠偏电机动作,实现纠偏功能,这类设置属于现有技术,如采用u形纠偏传感器、plc、伺服驱动器、伺服电机的配合实现纠偏功能,其具体结构和相关
设置方式可采用现有技术实现,在此不再赘述。
32.在上述实施例中,支撑辊41的宽度必然要大于金属板材60的宽度,上压辊53的宽度可根据需求调整,一般来说,上压辊53的宽度为金属板材60宽度的75%
‑
100%即可,上述宽度是指图1中左右方向的长度。
33.由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
34.本实用新型提供的金属板材覆膜生产线的纠偏装置,通过将上压辊组件的上压辊设置在支撑辊组件的支撑辊的正上方,使上压辊可上下滑动地设置,能够通过调整这上压辊和支撑辊之间的间隙将金属板材压紧,再通过支撑辊组件的驱动电机带动支撑辊转动,带动金属板材的行进,同时,通过纠偏移送组件带动底板沿垂直于金属板材的方向移动,实现对金属板材的纠偏,通过在上压辊组件上设置弹簧,使弹簧具有驱使上压辊向下移动的趋势,能够使上压辊更加紧密的贴合在金属板材上,避免因金属板材宽度方向上厚度差异造成的打滑现象,提升纠偏效果,在不需要对金属板材进行纠偏时,还能通过上压辊组件中气缸的伸缩,带动上压辊向上移动松开金属板材,以避让金属板材上的不良,延长上压辊的使用寿命。
35.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1