球泡灯自动包装设备的制作方法
1.本实用新型涉及包装技术领域,特别涉及一种球泡灯自动包装设备。
背景技术:
2.相关技术中,如图1所示的纸盒在包装球泡灯时,纸盒初始状态是扁平的,在装盒时需要撑开才可将装灯,此过程是使用人工手动包装,费时费力,使得球泡灯的包装效率低下。
技术实现要素:
3.本实用新型旨在至少在一定程度上解决上述技术中的技术问题之一。为此,本实用新型的一个目的在于提出一种球泡灯自动包装设备,其可实现自动化的包装球泡灯,提高球泡灯的包装效率,节省人工成本。
4.为达到上述目的,本实用新型的实施例提出了一种球泡灯自动包装设备,其包括:盒仓、盒坯打开部和装盒部;
5.所述盒仓具有层叠的盒坯;
6.所述盒坯打开部具有输送机、取盒装置和开盒装置;所述输送机的输送带上设有工装,所述工装用于放置打开的包装盒;所述取盒装置具有在第一位置、第二位置和第三位置之间可旋转切换的第一吸附件;所述开盒装置具有第二吸附件;在所述第一位置时,所述第一吸附件吸附在所述盒仓上的盒坯的一端面,从所述第一位置旋转至所述第二位置时,所述第一吸附件将所述盒坯从所述盒仓取下并移送至所述开盒装置处,在所述第二位置时,所述第二吸附件吸附在所述盒坯的另一端面上,且所述第一吸附件和所述第二吸附件朝相反的方向移动以将所述盒坯打开成包装盒,在所述第三位置时,所述第一吸附件将所述包装盒释放在所述工装内;
7.所述装盒部具有供料装置和机械手,所述供料装置适于供给球泡灯,所述机械手适于从所述供料装置中抓取球泡灯并将所述球泡灯移送至所述工装上的包装盒内。
8.根据本实用新型的球泡灯自动包装设备,通过盒坯打开部的设置可自动化的从盒仓内取出盒坯并将盒坯打开,通过装盒部可自动化的将球泡灯装入打开的包装盒内,从而实现自动化的包装球泡灯,提高球泡灯的包装效率,节省人工成本。
9.另外,根据本实用新型上述实施例提出的一种球泡灯自动包装设备,还可以具有如下附加的技术特征:
10.可选地,所述盒坯打开部还包括撑盒装置,所述撑盒装置具有撑开件和第一移动驱动件,所述第一移动驱动件连接所述撑开件并能驱使所述撑开件插入所述包装盒内以将粘连在所述包装盒内的隔板撑开。
11.可选地,还包括多个定位板,多个定位板周向间隔设置以共同构造出所述盒仓,各所述定位板的底部设有轴承以支撑所述层叠的盒坯。
12.进一步地,各所述定位板的内表面构造出夹角以定位所述盒坯的边角;各所述定
位板的顶部均朝外弯折形成弯弧。
13.可选地,所述第一吸附件和所述第二吸附件均包括第二移动驱动件和真空吸盘,所述真空吸盘设置在所述第二移动驱动件的移动端上。
14.可选地,所述取盒装置还包括旋转驱动件,所述旋转驱动件连接所述第一吸附件以驱使所述第一吸附件在所述第一位置、所述第二位置和所述第三位置之间旋转切换。
15.可选地,所述盒坯打开部还包括阻挡装置,所述阻挡装置具有适于接触包装盒的挡板以在所述第一吸附件释放所述包装盒时,将所述包装盒定位在所述工装内。
16.可选地,所述供料装置包括球泡灯输送线、夹持过渡机构和储料机构,所述夹持过渡机构衔接所述球泡灯输送线的出口以接收球泡灯并夹持定位所述球泡灯,所述储料机构具有第三吸附件和分割器,所述分割器上限定出多个置放腔,所述第三吸附件适于从所述夹持过渡机构中吸附所述球泡灯并将所述球泡灯放置于所述置放腔。
17.进一步地,所述夹持过渡机构包括第一气缸、第二气缸、第一夹板和第二夹板,所述第一夹板和所述第二夹板上设有相对的夹持口以构造出适于夹持所述球泡灯的夹持空间,所述第一气缸连接所述第一夹板,所述第二气缸连接所述第二夹板。
18.可选地,还包括卸料口和卸料装置,所述卸料口设于所述输送机的侧方,所述卸料装置具有第三移动驱动件和推板,所述第三移动驱动件连接所述推板以驱使所述推板移动而将装有球泡灯的包装盒从所述工装推入所述卸料口。
19.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
20.图1是根据本实用新型的一个实施例的球泡灯包装过程的示意图;
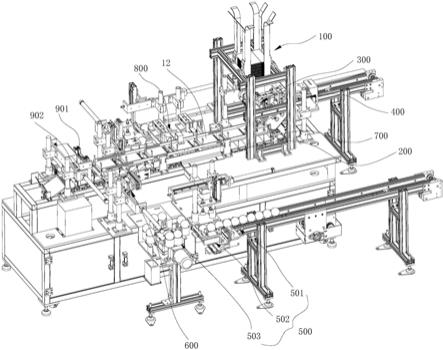
21.图2是根据本实用新型的一个实施例的球泡灯自动包装设备的结构示意图;
22.图3是根据本实用新型的一个实施例的盒仓的结构示意图;
23.图4是根据本实用新型的一个实施例的盒仓的另一视角的结构示意图;
24.图5是根据本实用新型的一个实施例的盒坯打开部的示意图;
25.图6是根据本实用新型的一个实施例的阻挡装置的示意图;
26.图7是根据本实用新型的一个实施例的撑开装置的示意图;
27.图8是根据本实用新型的一个实施例的装盒部的示意图;
28.图9是根据本实用新型的一个实施例的供料装置的示意图;
29.附图标记说明:
30.盒坯11、包装盒12、隔板13;
31.球泡灯2;
32.盒仓100、定位板101、轴承102;
33.输送机200、工装201;
34.取盒装置300、第一吸附件301、第二移动驱动件(3011、4011)、真空吸盘(3012、4012)、旋转驱动件302;
35.开盒装置400、第二吸附件401;
36.供料装置500、球泡灯输送线501、夹持过渡机构502、第一气缸5021、第二气缸
5022、第一夹板5023、第二夹板5024、储料机构503、第三吸附件5031、分割器5032;
37.机械手600、第五移动驱动件601、旋转气缸602、夹筒603;
38.阻挡装置700、挡板701、摆动驱动件702;
39.撑盒装置800、撑开件801、第一移动驱动件802;
40.卸料口901、卸料装置902、第三移动驱动件9021、推板9022。
具体实施方式
41.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
42.为了更好的理解上述技术方案,下面将参照附图更详细地描述本实用新型的示例性实施例。虽然附图中显示了本实用新型的示例性实施例,然而应当理解,可以以各种形式实现本实用新型而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本实用新型,并且能够将本实用新型的范围完整的传达给本领域的技术人员。
43.以下结合附图1
‑
图9对本实用新型提供的一种球泡灯自动包装设备的实现进行详细地描述。根据本实用新型的一种球泡灯自动包装设备,可将图1中的盒坯11自动打开成包装盒12,并将球泡灯2自动插入包装盒2内,以完成球泡灯2的自动包装。其中,球泡灯2 可以是a19球泡灯、ag灯等。盒坯11初始状态是扁平的,并且盒坯11内设有隔板13,隔板13在包装盒12内分隔出两个腔室,以使得每个包装盒12均可装设两个球泡灯2。因此,该插件件包括盒仓100、盒坯打开部和装盒部。
44.具体而言,盒仓100具有层叠的盒坯11;也就是说,扁平状的盒坯11叠层放入盒仓 100内。
45.盒坯打开部具有输送机200、取盒装置300和开盒装置400;输送机200的输送带上设有工装201,工装201用于放置打开的包装盒12;取盒装置300具有在第一位置a、第二位置b和第三位置c之间可旋转切换的第一吸附件301;开盒装置400具有第二吸附件401;在第一位置a时,第一吸附件301吸附在盒仓100上的盒坯11的一端面,从第一位置a旋转至第二位置b时,第一吸附件301将盒坯11从盒仓100取下并移送至开盒装置400处,在第二位置b时,第二吸附件401吸附在盒坯11的另一端面上,且第一吸附件301和第二吸附件302朝相反的方向移动以将盒坯11打开成包装盒12,在第三位置c时,第一吸附件 301将包装盒12释放在工装201内;换言之,第一位置a是使得第一吸附件301吸附住盒坯11,从第一位置a移动至第二位置b,第一吸附件301将吸附住的盒坯11从盒仓100内取出,第二位置b是第一吸附件301与第二吸附件401配合将盒坯11打开形成包装盒12,第三位置c是第一吸附件301将包装盒移送至输送机200上的工装201;由此使盒坯11从扁平状打开成可装设球泡灯2的包装盒12结构。
46.装盒部具有供料装置500和机械手600,供料装置500适于供给球泡灯2,机械手600 适于从供料装置500中抓取球泡灯2并将球泡2灯移送至工装201上的包装盒12内。可以理解地是,工装201上的包装盒12在盒坯打开部时已被打开成可装设球泡灯2的包装盒12 结构,通过机械手600抓取球泡灯2可柔性化地将球泡灯2装入包装盒12内。
47.由此,根据本实用新型的球泡灯自动包装设备,通过盒坯打开部的设置可自动化的从盒仓100内取出盒坯11并将盒坯11打开,通过装盒部可自动化的将球泡灯装入打开的包装盒12内,从而实现自动化的包装球泡灯,提高球泡灯的包装效率,节省人工成本。
48.其中,为保证每个工位定位的准确,所以包装设备主体机架采用伺服电机驱动,同时采用链条传送保证工装201的稳定。也即,输送机100是链条输送机。链条输送机的链条上布置有若干个工装201,以成流水线的方式进行球泡灯2的包装。另外,工装201可以是由底板和两个侧板构造出,两个侧板可对包装盒12的侧面进行校正,保证包装盒12在工装201上始终是打开状态。
49.在一些示例中,结合图3和图4,对于盒仓100,其包括多个定位板101,多个定位板 101周向间隔设置以共同构造出盒仓100,各定位板101的底部设有轴承102以支撑层叠的盒坯11。由于盒坯11是扁平状的,为了保证能够多储存盒坯,减少工人投料的频率,盒仓设计成立方储料方式。也就是说,定位板101具有四个。四个定位板101的内表面构造出夹角以定位盒坯11的四个边角;各定位板101的顶部均朝外弯折形成弯弧,使得工人投料更方便。然后,定位板101的底部设有轴承102支撑,可保证其能支撑承重的同时取盒坯顺利。
50.可以理解地是,该盒仓100是设置在输送机200的上方,所以取盒坯11时,是将盒仓 100的底部的盒坯11先取出。
51.在一些示例中,结合图5,开盒装置400可以通过支架布置在盒仓100和输送机200之间且与盒仓100错开。其中,第一吸附件301和第二吸附件401均包括第二移动驱动件3011、 4011和真空吸盘3012、4012,真空吸盘3012、4012设置在第二移动驱动件3011、4011的移动端上。也就是说,对于第一吸附件301和第二吸附件401,其真空吸盘3012、4012可吸附盒坯11的端面,第二移动驱动件3011、4011可驱使真空吸盘3012、4012移动,使得真空吸盘3012、4012可移动至盒坯11的端面并吸附住其对应的端面,然后在第二位置时,第二移动驱动件3011、4011可驱使其对应的真空吸盘3012、4012朝相反的方向移动而使盒坯11被打开。在此,第二移动驱动件3011、4011可采用气缸结构。
52.在一些示例中,取盒装置300还包括旋转驱动件302,旋转驱动件302连接第一吸附件 301以驱使第一吸附件301在第一位置a、第二位置b和第三位置c之间旋转切换。其中,旋转驱动件302可以包括电机和转轴,第一吸附件301的第二移动驱动件3011设置在转轴上,通过电机驱动转轴旋转,使得第二吸附件301在第一位置a、第二位置b和第三位置 c之间旋转切换。换言之,第一位置a、第二位置b和第三位置c是布置在转轴旋转的周向位置。
53.在一些示例中,结合图6,盒坯打开部还包括阻挡装置700,阻挡装置700具有适于接触包装盒12的挡板701以在第一吸附件301释放包装盒12时,将包装盒12定位在工装201 内。可以理解地是,阻挡装置700设置在输送机200的侧边,当第一吸附件301位于第三位置c时,挡板701可接触包装盒12的顶面,然后真空吸盘3012释放包装盒12,此时包装盒12可定位在工装201内。其中,阻挡装置700还可包括摆动驱动件702,摆动驱动件 702连接挡板701以驱使挡板701摆动而避开包装盒12或接触包装盒12的顶面。在这,摆动驱动件702可以是气缸结构。另外,输送机200的两侧边均可设置一阻挡装置700,以保证包装盒12可稳定地放置在工装201内。
54.在一些示例中,结合图7,盒坯打开部还包括撑盒装置800,撑盒装置800具有撑开件 801和第一移动驱动件802,第一移动驱动件802连接撑开件801并能驱使撑开件801插入
包装盒12内以将粘连在包装盒12内的隔板13撑开。盒坯11在拉开过程中,有的隔板13 会粘连无法摊开,使后续装盒时,球泡灯无法有效的隔开,造成包装不合格。所以通过撑盒装置800的设置可将隔板13弹开。具体而言,撑盒装置800可设置在输送机200的侧边,其通过第一移动驱动件802驱使撑开件801插入包装盒12内。可选地,撑盒装置800包括预撑开机构和方形撑开机构,预撑开机构的撑开件801可以是撑开板,方形撑开机构的撑开件801可以是圆锥体。通过两道撑开机构的操作可以有效的把隔板13撑开,使球泡灯装盒的成功率提升。其中,第一移动驱动件802可以采用气缸结构。
55.在一些示例中,结合图8,供料装置500包括球泡灯输送线501、夹持过渡机构502和储料机构503,夹持过渡机构502衔接球泡灯输送线501的出口以接收球泡灯2并夹持定位球泡灯2,储料机构503具有第三吸附件5031和分割器5032,分割器5032上限定出多个置放腔,第三吸附件5031适于从夹持过渡机构502中吸附球泡灯2并将球泡灯2放置于置放腔。其中,球泡灯输送线501是由球泡灯老化后输送到该流水线上进行不断地输送。由于装盒时需把球泡灯2固定准确,所以需在流水线上设计夹持过渡机构502,使球泡灯2在装盒时能顺利的套入纸盒。然后,储料机构503将球泡灯2均定位储料,以便于机械手600 抓取。
56.具体地,结合图9,夹持过渡机构502包括第一气缸5021、第二气缸5022、第一夹板 5023和第二夹板5024,第一夹板5021和第二夹板5022上设有相对的夹持口以构造出适于夹持球泡灯的夹持空间,第一气缸5021连接第一夹板5023,第二气缸5024连接第二夹板 5024。由此,通过两端气缸夹紧方式,使球泡灯2上下两端能定位准确。在球泡灯2抓取过渡时,始终能保证球泡灯的位置稳定。
57.然后,第三吸附件5031可以包括第四移动驱动件和真空吸盘,第四移动驱动件驱使真空吸盘在夹持过渡机构502和分割器5032之间移动,使得球泡灯2可被吸附移送至置放腔。其中,第四移动驱动件可以是气缸和滑块滑轨模组配合。
58.在本实施例中,分割器5032是可沿着其转盘的轴线转动的,便于转盘上的置放腔均可放置球泡灯2,并且便于机械手600抓取球泡灯2。
59.在一些示例中,机械手600可以包括第五移动驱动件601、旋转气缸602和夹筒603,旋转气缸602连接夹筒603,第五移动驱动件601连接旋转气缸602。其中,第五移动驱动件601驱使夹筒603在分割器5032可输送机200之间移动,旋转气缸602驱使夹筒603在抓取球泡灯2后旋转90
°
以使球泡灯2可从包装盒12的端口插入。可选地,第五移动驱动件601采用气缸结构。
60.在一些示例中,输送机200的两侧均设有供料装置500和机械手600,以提高球泡灯2 的包装效率。
61.在一些示例中,还包括卸料口901和卸料装置902,卸料口901设于输送机200的侧方,卸料装置902具有第三移动驱动件9021和推板9022,第三移动驱动件9021连接推板9022 以驱使推板9022移动而将装有球泡灯的包装盒12从工装201推入卸料口801。其中第三移动驱动件9021可以采用气缸结构。
62.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方
位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
63.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
64.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
65.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
66.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不应理解为必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。此外,本领域的技术人员可以将本说明书中描述的不同实施例或示例进行接合和组合。
67.尽管上面已经示出和描述了本实用新型的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本实用新型的限制,本领域的普通技术人员在本实用新型的范围内可以对上述实施例进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1