一种弹簧钢放线盘的制作方法
1.本技术涉及弹簧加工设备领域,尤其是涉及一种弹簧钢放线盘。
背景技术:
2.放线盘又称绕线轮,用于实现对钢丝或线绳的绕放,在弹簧生产加工过程中,需要先把待加工的钢丝散开,随后在加工时逐段放线进行加工。
3.目前,相关技术中,申请号为201720633644.3的中国申请文件公开了一种钢丝放线盘,包括用于放置钢丝盘卷的放置盘,所述放置盘呈圆柱状设置,所述放置盘的一侧设置有立杆,所述立杆的顶部设置有横杆,所述横杆与立杆之间垂直设置,所述横杆远离立杆的一端设置有万向轮,所述万向轮设置在横杆的底部,所述万向轮上套装有定滑轮。
4.该方案的原理为:在进行放线时,钢丝呈环状放置在放置盘内,钢丝一端沿立杆向上并穿过定滑轮,放线时拉动钢丝,钢丝向前时带动定滑轮转动,从而减小钢丝放线过程中产生的摩擦损耗,同时定滑轮随万向轮转动,从而实现向各个方向的放线。
5.但是,上述方案在使用过程中,当前方拉线速度较慢或停止拉线时,使得拉线速度与放线盘放线速度产生速度差,从而易导致放线盘放线过多,发生弹簧钢钢丝散乱的现象。
6.针对上述中的相关技术,发明人认为存在有拉线速度较慢或停止拉线时易发生弹簧钢钢丝散乱的缺陷。
技术实现要素:
7.为了改善拉线速度较慢或停止拉线时易发生弹簧钢钢丝散乱的缺陷,本技术提供一种弹簧钢放线盘。
8.本技术提供的一种弹簧钢放线盘采用如下的技术方案:
9.一种弹簧钢放线盘,包括机箱、线盘机构和缓冲机构,所述机箱内设置有转动电机,所述线盘机构固定设置在所述转动电机输出轴上;所述缓冲机构包括放线组件和收线组件,所述放线组件转动设置在所述机箱上,所述收线组件包括收线块,所述收线块随所述线盘机构转动,且所述收线块绕所述放线组件转动,所述收线块转动方向与所述放线组件一致。
10.通过采用上述技术方案,在放线盘工作时,转动电机带动线盘机构转动,从而带动放置在线盘机构上的弹簧钢钢丝转动进行放线,此时弹簧钢钢丝缠绕在放线组件上拉动放线组件转动,收线块随线盘机构转动,当拉线速度减小或停止拉线时,收线块在线盘机构拉动下继续转动,放线组件转速减小或不再转动,此时收线块绕放线组件转动从而将多放出的钢丝缠绕在放线组件上,从而在一定程度上避免了弹簧钢钢丝散乱。
11.可选的,所述放线组件包括转动辊,所述转动辊位于所述线盘机构一侧且转动设置在所述机箱上。
12.通过采用上述技术方案,弹簧钢钢丝缠绕在转动辊上带动转动辊转动,当拉线速度减小或停止时,收线块绕转动辊转动使得弹簧钢钢丝缠绕在转动辊上,从而避免钢丝发
生散乱。
13.可选的,所述转动辊底部固定设置有摩擦块,所述摩擦块与所述机箱抵接。
14.通过采用上述技术方案,拉动弹簧钢钢丝时带动转动辊转动,当收线块带动钢丝缠绕在转动辊上时,摩擦块与机箱摩擦阻止收线块带动转动辊转动。
15.可选的,所述收线块绕所述转动辊转动,所述收线块朝向所述转动辊的一侧开设有收线槽。
16.通过采用上述技术方案,弹簧钢钢丝缠绕在转动辊上且位于收线槽内,收线块收线时压迫钢丝缠绕在转动辊上,从而在一定程度上避免钢丝发生散乱。
17.可选的,所述收线组件还包括从动齿轮,所述从动齿轮套设在所述转动辊上且与转动辊之间留有间隙;所述转动电机输出轴上固定设置有原动齿轮组,所述原动齿轮组位于所述线盘机构下方,所述原动齿轮组与所述从动齿轮啮合;所述从动齿轮与所述收线块固定连接。
18.通过采用上述技术方案,线盘机构在转动电机带动下转动时原动齿轮组一同转动,原动齿轮组通过啮合带动从动齿轮转动,从动齿轮转动时带动收线块绕转动辊转动,同时可通过调整原动齿轮组传动比使得正常拉动时收线块转动角速度与转动辊一致,从而实现收线避免钢丝发生散乱。
19.可选的,所述转动辊上开设有滑道,所述滑道与所述收线槽对应设置。
20.通过采用上述技术方案,弹簧钢钢丝缠绕在转动辊上时位于滑道内,从而避免钢丝沿转动辊径向滑移无法带动转动辊转动。
21.可选的,所述滑道内嵌设有摩擦条。
22.通过采用上述技术方案,通过摩擦条与弹簧钢钢丝之间的摩擦,在一定程度上避免钢丝与转动辊相对滑动导致无法拉动转动辊转动。
23.可选的,所述线盘机构一侧所述机箱上设置有两组导向组件,每组所述导向组件包括导向杆和导向环,所述导向杆竖直固定设置在所述机箱上,所述导向环设置在所述导向杆上。
24.通过采用上述技术方案,放线盘放线时弹簧钢钢丝穿过导向环,从而对放线路径进行定位,在一定程度上避免由于放线路径混乱导致的弹簧钢钢丝发生缠绕。
25.综上所述,本技术包括以下至少一种有益技术效果:
26.1.通过设置缓冲组件,当拉线速度与线盘机构放线速度之间存在速度差时,收线组件绕放线组件转动将放出的多余的钢丝缠绕在放线组件上,从而在一定程度上避免弹簧钢钢丝发生散乱影响后续放线;
27.2.通过设置导向组件对放线路径进行定位,从而在一定程度上避免放线路径混乱的导致钢丝发生缠绕。
附图说明
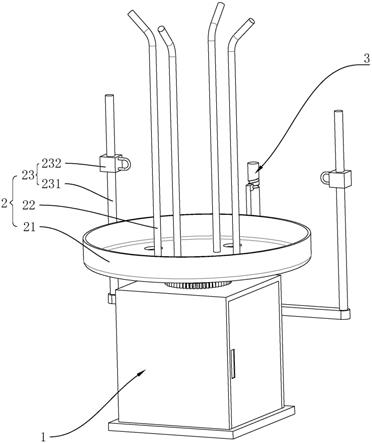
28.图1是本技术实施例弹簧钢放线盘结构示意图;
29.图2是本技术实施例弹簧钢放线盘缓冲机构和转动电机立体剖视图;
30.图3是图2中a部分放大示意图;
31.图4是图2中b部分放大示意图;
32.图5是本技术实施例弹簧钢放线缓冲机构和转动电机结构示意图。
33.附图标记说明:1、机箱;11、转动电机;2、线盘机构;21、转盘;22、挡杆;23、导向组件;231、导向杆;232、导向环;3、缓冲机构;31、收线组件;311、收线块;3111、收线槽;312、从动齿轮;313、原动齿轮组;3131、主动齿轮;3132、中间齿轮;32、放线组件;321、转动辊;3211、滑道;3212、摩擦条;322、摩擦块;323、支撑台。
具体实施方式
34.以下结合附图1
‑
5对本技术作进一步详细说明。
35.本技术实施例公开一种弹簧钢放线盘。参照图1,弹簧钢放线盘包括机箱1、线盘机构2和缓冲机构3,机箱1内焊接固定有转动电机11,线盘机构2焊接固定在转动电机11输出轴上,缓冲机构3包括放线组件32和收线组件31,放线组件32转动设置在机箱1上,收线组件31在线盘机构2带动下绕放线组件32转动且转动方向一致。
36.在进行放线时,将成卷的弹簧钢钢丝放置在线盘机构2上,转动电机11带动线盘机构2转动从而进行放线,放线时弹簧钢钢丝缠绕在放线组件32上带动放线组件32转动,收线组件31在线盘机构2带动下绕收线组件31转动,此时拉线速度与线盘机构2放线速度相同,收线组件31与放线组件32不发生相对转动,当拉线速度减小或停止拉线时,拉线速度与线盘机构2放线速度产生速度差,从而使得收线组件31与放线组件32发生相对转动,此时收线组件31绕放线组件32转动将弹簧钢钢丝缠绕在收线组件31上,从而在一定程度上避免弹簧钢钢丝发生散乱影响后续放线。
37.具体的,线盘机构2包括转盘21和四个挡杆22,参照图2,转盘21焊接固定在转动电机11输出轴上,挡杆22竖直设置且等距离焊接固定在转盘21上。
38.放线时,将成卷的弹簧钢钢丝放置在转盘21上且套设在挡杆22上,从而对弹簧钢钢丝位置进行固定,随后转动电机11带动转盘21转动,完成放线。
39.为了对放线路径进行定位设置有两组导向组件23,参照图1,每组导向组件23包括导向杆231和导向环232,转盘21下方机箱1上对称焊接固定有两横杆,导向杆231竖直设置且焊接固定在横杆远离机箱1的一端,导向环232焊接固定在导向杆231上且轴线方向与导向杆231垂直。
40.在进行放线时,弹簧钢钢丝穿过导向环232,从而对放线路径进行固定,在一定程度上避免因放线路线混乱导致弹簧钢钢丝发生缠绕影响后续放线。
41.参照图2、图3和图4,放线组件32包括转动辊321、摩擦块322和支撑台323,支撑台323位于转盘21下方且焊接固定在机箱1上,转动辊321竖直设置且通过轴承转动设置在支撑台323上,摩擦块322设置为橡胶块,橡胶块缠绕在转动辊321底部且与支撑台323抵接,转动辊321上开设有绕转动辊321一周的滑道3211,滑道3211内粘贴固定有摩擦条3212,本实施例中摩擦条3212设置为橡胶条。
42.收线组件31包括收线块311和从动齿轮312,参照图5,转动电机11输出轴上固定设置有原动齿轮组313,原动齿轮组313包括主动齿轮3131与中间齿轮3132,主动齿轮3131通过键与键槽配合固定设置在转动电机11输出轴上,主动齿轮3131位于转盘21与支撑台323之间,中间齿轮3132通过转轴转动设置在支撑台323上,从动齿轮312放置在支撑台323上且套设在转动辊321上,中间齿轮3132与主动齿轮3131啮合,从动齿轮312与中间齿轮3132啮
合,主动齿轮3131通过中间齿轮3132啮合带动从动齿轮312转动,收线块311设置为弧形且通过竖杆与从动齿轮312焊接固定,收线块311凹面与转动辊321贴合,收线块311凹面开设有收线槽3111,收线槽3111与滑道3211位置对应。
43.在进行放线时,弹簧钢钢丝绕转动辊321一周且设置在滑道3211内,拉动钢丝时钢丝与摩擦条3212接触,转动辊321在摩擦力带动下转动,同时转动电机11带动转盘21转动时主动齿轮3131一同转动,主动齿轮3131通过中间齿轮3132带动从动齿轮312转动,从动齿轮312转动时带动收线块311绕转动辊321转动,本实施例中,转动辊321直径约为挡杆22围成圆柱直径的二分之一,因此设置原动齿轮组313与从动齿轮312传动比为1:2,此时转动辊321与收线块311之间不发生相对转动。
44.当拉线速度减小或停止拉线时,主动齿轮3131在转动电机11带动下继续转动,从动齿轮312在主动齿轮3131带动下继续转动,从动齿轮312带动收线块311转动,此时转动辊321转速减小,转动辊321与收线块311之间发生相对转动,收线块311绕转动辊321转动压迫钢丝贴合至收线槽3111与滑道3211之间,从而对将放出的多余的钢丝进行收线,进而在一定程度上避免弹簧钢钢丝发生散乱影响后续放线。
45.本技术实施例一种弹簧钢放线盘的实施原理为:在进行放线时,成卷的弹簧钢钢丝放置在转盘21上,转动电机11带动转盘21转动进行放线,放线时钢丝穿过导向环232对放线路径进行定位,同时钢丝绕转动辊321一周并带动转动辊321转动,转动电机11通过原动齿轮组313和从动齿轮312带动收线块311转动,此时转动辊321与收线块311不发生相对转动。
46.当拉线速度减小或停止拉线时,转动电机11继续带动转盘21转动,此时收线块311速度保持不便,转动辊321转速减小,转动辊321与收线块311存在速度差,收线块311相对转动辊321转动,从而压迫钢丝缠绕在转动辊321上,在一定程度上避免钢丝散乱影响后续放线。
47.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1