一种CCD定位纠偏模切机的制作方法
一种ccd定位纠偏模切机
技术领域
1.本实用新型涉及模切设备技术领域,具体的说是一种ccd定位纠偏模切机。
背景技术:
2.模切机主要用于相应的一些非金属材料、不干胶、eva、双面胶、电子、手机胶垫等物料模切(全断、半断)作业。对于模切机而言,其主要工作原理是:一台电机带动偏心主轴旋转,偏心主轴带动上模座,相对于静止的下模座,垂直往复运动,上、下模座间有相配合的上、下模板及刀具。当被冲切的卷材在拉料机构带动下,按设计速度通过上、下模座时,模切上模与模切下模按规律闭合时,即可完成对卷材的冲切,得到设定形状的成品。对于现有的模切机而言,模切全断产品时,产生的片料成品通常掉落在模座内,如此不利于料带模切的连续作业,生产效率大幅下降。
3.中国专利文献cn110696093a公开了一种ccd自动定位模切机,包括用于提供冲压动力的模切主机、用于集中控制的控制箱、用于物料进料的进料机构以及用于模切水平调节自动定位的定位调节机构,所述控制箱安装于所述模切主机的后方,所述调节机构安装于所述模切主机上,所述进料机构安装于所述模切主机的侧方。该模切机通过调节机构在无需停机的条件下可对上模座进行水平方向的调节,提高了模切精度以及模切效率,但该设备进行模切过程中模切部对物料模切后,成品需由操作人员取下,操作极为不便,且废弃物料需由人工回收,严重影响模切过程的运行效率。
技术实现要素:
4.针对上述现有技术中存在的问题,本实用新型公布了一种ccd定位纠偏模切机,该模切机中通过可循环利用的环形输送带,可对模切机内模切完成的物料进行不间断输送以及物料自动分离,解决了现有技术中模切输送效率低的问题,该模切机壳可实现模切过程循环不间断生产,大幅提升生产效率。
5.本实用新型为解决上述技术问题所采用的技术方案是:提供一种ccd定位纠偏模切机,包括用于进行模切过程的模切主机、用于物料进料的进料组件、用于物料出料以及提供物料传输动力的拉料组件以及用于承载输送物料的输送带组件。
6.所述输送带组件包括有左侧输送立架、右侧输送立架和输送带,所述左侧输送立架和右侧输送立架分别位于模切主机左右两侧,且所述左侧输送立架位于送料组件下方,所述右侧输送立架位于拉料组件下方;所述输送带环绕安装于所述左侧输送立架和右侧输送立架的端部。
7.所述左侧输送立架和右侧输送立架均分别包括有两组相对平行设置的输送立板、加强板、第一过渡轮组件、第二过渡轮组件和第一导向轮组件,两组输送立板相对平行设置,且所述两组输送立板采用两根连接杆安装固定,且所述左侧输送立架中的输送立板固定安装于所述送料组件的下表面,所述右侧输送立架中的输送立板固定安装于所述拉料组件的下表面,所述左侧输送立架和右侧输送立架中的每根输送立板下端均安装固定有微调
模组;所述加强板位于两组输送立板的中部,且所述加强板的两端分别连接固定在一组输送立板的侧面;所述第一过渡轮组件安装于两组输送立板之间;所述第二过渡轮组件安装于第一过渡轮组件的斜下方位置;所述第一导向轮组件安装于所述输送立板的下端。
8.进一步的,该模切机还包括收料组件,所述收料组件包括收料焊接架、收料横梁、收料轴组件和弹簧过渡杆组件,所述收料焊接架中包含有竖向支撑部、横向连接部、横向固定部,所述竖向支撑部下端固定安装于模切主机上,所述横向连接部垂直于竖向支撑部,且所述横向连接部一端与竖向支撑部上端焊接固定,另一端垂直连接所述横向固定部,其中所述横向连接部与横向固定部位于同一水平面;所述收料横梁固定安装于所述收料焊接架的横向固定部上表面;所述收料轴组件固定连接于收料横梁的上表面;所述弹簧过渡杆组件位于所述收料轴组件下方,且所述弹簧过渡杆组件固定连接于收料横梁侧面。
9.进一步的,所述收料轴组件包括有收料轴、收料电机和收料轴安装板,所述收料轴安装板固定连接于收料横梁上表面;所述收料轴平行设置在拉料组件上方,且所述收料轴一端旋转连接于收料轴安装板上;所述收料电机安装于收料轴安装板上,所述收料电机与收料轴采用链轮链条结构传输动力;所述弹簧过渡杆组件用于保持拉料组件内废料出料顺畅,所述弹簧过渡杆组件中包括有过渡滚筒、弹簧缓冲座、缓冲滑块、缓冲导杆和缓冲弹簧,所述弹簧缓冲座安装于收料横梁侧面;所述缓冲导杆一端连接于弹簧缓冲座上,另一端连接有导杆限位块,所述缓冲滑块滑动安装于缓冲导杆上;所述缓冲弹簧一端连接于缓冲滑块上,另一端连接于导杆限位块上;所述过渡滚筒旋转安装于缓冲滑块上,且所述过渡滚筒与收料轴保持平行。
10.进一步的,所述第二过渡轮组件的两端均分别设有驱动气缸和直线滑轨机构,所述直线滑轨机构包括连接块、第一直线滑块和第一直线导轨,所述第一直线导轨通过螺栓固定安装于输送立板侧面,所述第一直线滑块与第一直线导轨滑动配合连接,所述第一直线滑块与所述第二过渡轮组件端部之间采用所述连接块固定连接;所述连接块上固定安装有气缸连接板,所述驱动气缸的壳体固定安装于输送立板上,且所述驱动气缸中活塞杆固定连接于气缸连接板上。
11.进一步的,所述微调模组中包括有微调垫板、微调旋钮、微调螺杆、第一连接板、第二连接板和第三连接板,所述微调垫板通过螺栓固定安装于所述输送立板底部,所述微调垫板表面设有第二直线导轨,所述第二直线导轨上滑动配合连接有第二直线滑块;所述第二连接板上设有第一连接部和第二连接部,所述第一连接部与第一连接板垂直固定,所述第二连接部表面设有轴承安装孔,所述轴承安装孔内通过调心球轴承同轴安装连接所述第一导向轮组件的端部;所述第二连接板的第一连接部表面设有旋钮安装孔,所述微调旋钮通过轴承安装固定于旋钮安装孔内,所述微调旋钮端部连接所述微调螺杆的一端,且所述微调螺杆另一端采用螺纹连接方式安装于微调垫板侧面。
12.进一步的,所述微调模组中还包括有锁紧定位板和固定把手,所述锁紧定位板固定安装于所述第一连接板和第二连接板上表面,且所述锁紧定位板上设有限位孔,所述固定把手穿过限位孔连接于微调垫板上表面。
13.进一步的,所述左侧输送立架的底部和右侧输送立架的底部之间设有两根连接管,每根连接管的两端均设有连接支座;每组微调模组中均设有连接固定座,所述连接固定座垂直固定于微调垫板上;每根连接管通过连接管两端的连接支座与微调模组的连接固定
座连接。
14.进一步的,所述进料组件中进料导向板上方设有第一压板和第二压板,所述第一压板和第二压板的两端均分别设有顶升气缸,所述顶升气缸用于控制压板的升降动作,以实现对输送带进行压紧固定;所述进料导向板上设有切割导向槽,且所述切割导向槽位于第一压板和第二压板的中间位置。
15.进一步的,所述输送带的一端位于进料组件中第二压板位置,另一端依次环绕拉料组件中的拉料滚筒、右侧输送立架中的第二过渡轮组件、右侧输送立架中的第一过渡轮组件、右侧输送立架中的第一导向轮组件、左侧输送立架中的第一导向轮组件、左侧输送立架中的第一过渡轮组件、左侧输送立架中的第二过渡轮组件以及进料组件中的进料过渡轮后延伸至第一压板位置,所述输送带两端连接闭合。
16.进一步的,所述进料组件的两组进料侧架下方固定安装有除静电棒;所述右侧输送立架上设有除尘辊组件,所述除尘辊组件位于右侧输送立架内第二过渡轮组件的正下方。
17.本实用新型同现有技术相比,具有如下优点:
18.1)本实用新型的模切机中采用了可循环利用的环形输送带,当模切全断产品得到片料成品时,可利用输送带进行托底,避免片料成品掉落在模座内,通过输送带把片料成品从模切部输送到模切主机外围对接的接料盒或者传送带上,实现循环不间断生产,大幅提升生产效率。
19.2)本实用新型的输送带组件中左侧输送立架和右侧输送立架上均设置有连接有驱动气缸以及直线滑轨机构的第二过渡轮组件,在输送带安装时,可通过调节第二过渡轮组件当前位置,利用气缸回缩使第二过渡轮组件处于上限位置,便于输送带安装在模切机内,当输送带安装完成后,利用气缸伸出使第二过渡轮组件处下限位置,此时输送带保持张紧状态,保证输送过程平稳;同时采用气缸连接第二过渡轮组件时,还可利用气缸进行缓冲作用,避免输送带张紧力过大,造成设备损坏。
20.3)本实用新型中设有收料组件,当模切机对物料模切完毕后,片料成品可随输送带送出模切机外,而残余的物料则通过拉料组件上方的收料组件进行回收,同时页可将片料成品与废弃物料进行自动分离,便于片料成品收集,提高了模切过程的整体效率。
附图说明
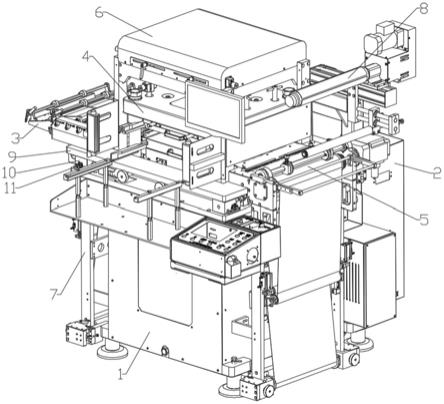
21.图1是本实用新型实施例中一种ccd定位纠偏模切机的结构图;
22.图2是本实用新型实施例模切机中输送带组件的安装结构图;
23.图3是本实用新型实施例中左侧输送立架的结构图;
24.图4是本实用新型实施例中右侧输送立架的结构图;
25.图5是本实用新型实施例中微调模组的结构示意图;
26.图6是图4中ⅰ位置的结构图;
27.图7是图4中ⅱ位置的结构图;
28.图8是本实用新型实施例中进料组件的结构图;
29.图9是本实用新型实施例中拉料组件的结构图;
30.图10是本实用新型实施例中收料组件的结构图;
31.图11是本实用新型实施例拉料组件中压料紧固机构的结构图;
32.图12是本实用新型实施例中视觉定位机构的结构图;
33.图13是本发明实施例中模切机模切过程的示意图。
具体实施方式
34.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
35.因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
36.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
37.在本实用新型的描述中,需要理解的是,术语“中心”、“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
38.此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”、“第三”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
39.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
40.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
41.须注意的是,本实用新型中所述x轴、y轴是基于实施例附图内结构方向进行描述,上述名词仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。基于本实施例附图结构,以下描述的x轴指代平行于模切机传送方向的位置方向,y轴指代垂
直于模切机传送方向的位置方向,
42.实施例1:
43.结合图1所示,本实施例中公开了一种ccd定位纠偏模切机,包括用于模切过程的模切主机1、用于提供模切机动力的动力机箱2、用于物料进料的进料组件3、用于物料出料以及提供物料传输动力的拉料组件5、用于承载输送物料的输送带组件7以及用于定位模切主机内物料位置的视觉定位机构6,所述模切主机1底部设有四组支撑底座,所述支撑底座用于保持模切主机稳定放置水平地面上,所述动力机箱2安装于模切主机1的后侧面,所述进料组件3 和拉料组件5相对安装于所述模切主机1的两侧,所述输送带组件7位于进料组件3与拉料组件5之间,所述视觉定位机构6安装于模切主机1的正上方。
44.具体的,所述模切主机1包括包括第一安装板11、第二安装板9、纠偏组件10、传动部、模切部4以及主机箱,所述传动部位于主机箱内部,所述第一安装板11安装固定于所述主机箱上;所述第一安装板11上方平行设有所述第二安装板9,所述第一安装板11与第二安装板 9之间通过所述纠偏组件10连接,所述第一安装板11和所述第二安装板9的中间位置均设有矩形通孔,所述模切部4贯穿第一安装板11以及第二安装板9的矩形通孔安装于传动部上。
45.更具体的,所述纠偏组件10包括有两组x轴线性驱动模组和两组y轴线性驱动模组,所述x轴线性驱动模组和y轴线性驱动模组分别安装于第一安装板11四角位置,且两组x轴线性驱动模组对角布置,两组y轴线性驱动模组对角布置,更详细的,所述x轴线性驱动模组同步驱动第一安装板11与第二安装板9之间沿左右方向动作,所述y轴线性驱动模组同步驱动第一安装板11与第二安装板9之间沿前后方向动作,所述x轴线性驱动模组和y轴线性驱动模组同步配合实现第二安装板9水平方向纠偏动作。
46.更进一步的是,所述进料组件3和拉料组件5均安装固定于第二安装板9上表面。
47.具体的,结合图8所示,所述进料组件3包括有两组进料侧架302、两组进料固定板301、进料导向板303、吸风板304以及两组进料压料组件305,两组进料固定板301相互平行,且进料固定板301下表面固定连接于第二安装板9上表面边缘位置,每组进料固定板301末端连接固定一组进料侧架302,且所述进料侧架302与水平面之间存在夹角,优选夹角为15
°
;两组进料侧架302之间安装有三组进料滚筒306、两组直线轴承芯轴307、两组挡料板308以及调节轴309,两组挡料板308平行设于两组进料侧架302之间,所述进料滚筒306、直线轴承芯轴307以及调节轴309均贯穿挡料板308,且所述进料滚筒306、直线轴承芯轴307以及调节轴309的两端均连接于进料侧架302;所述进料侧架302上表面安装有用于压紧物料的所述进料压料组件305;所述吸风板304安装于两组进料侧板302的端部,且所述吸风板304表面均布有多个吸风孔3041,所述吸风板304下面设有用于产生负压风的吸风组件;两组进料固定板301之间设有进料过渡轮310,所述进料过渡轮310位置设置于两组进料固定板310上靠近进料侧板302的端部位置;所述进料导向板303固定连接于进料固定板310的上表面。
48.更具体的是,结合图9所示,所述拉料组件5包括有两组拉料固定板501和拉料导向板 502,两组拉料固定板501安装固定于第二安装板9上表面,所述拉料导向板502固定连接于拉料固定板501上表面;两组拉料固定板501之间设有拉料滚筒503,拉料滚筒503其中一端贯穿同侧的拉料固定板501安装连接有拉料驱动电机504;每组拉料固定板501上表面设
有连接轴固定部5011,所述连接轴固定部5011之间设有压料轮轴505;所述压料轮轴505上设有两组压料轮限位块506、两组压料偏心板507和两组压料轮508,其中每组压料轮限位块506 固定安装于压料轮轴505上,每组压料轮限位块506侧面均延伸出连接轴套,所述压料轮508 通过轴承安装于连接轴套上,且每组压料轮508侧面通过一组压料偏心板507限制轴向位置;所述压料轮轴505一端设有延伸部,且延伸部连接有压料紧固机构509,参见图10所示,所述压料紧固机构509包括有第一连接法兰5091、第二连接法兰5092、压料把手5096、弹簧5095 以及弹簧连接块5093,其中第一连接法兰5091固定连接于拉料固定板501侧面,且第一连接法兰5091侧面设有法兰固定部,所述第二连接法兰5092套设于第一连接法兰5091的法兰固定部上,且所述第二连接法兰5092与第一连接法兰5091的法兰固定部过盈配合,所述压料把手5096与压料轮轴505的延伸部铰接,所述压料把手5096的端部固定连接所述压料弹簧5095 的一端,且所述压料弹簧5095的另一端固定连接所述弹簧连接块5093,所述弹簧连接块5093 紧密接触第二连接法兰5092表面,此外所述压料把手5096上还设有定位销5094,所述第二连接法兰5092上设有定位销孔,以压料把手5096与压料轮轴505的铰接部为中心,所述定位销5094和弹簧连接块5093相对设置。可预期的是,当顺时针旋拧压料把手5096时,压料轮 508与拉料滚筒503的间隙将减小,保持压料轮508与拉料滚筒503压紧,并且通过弹簧连接块5093与压料弹簧5095所产生的弹力,使压料把手上的定位销5094保持伸入定位销孔;当需要压料轮508与拉料滚筒503间隙增大时,压料把手5096可以铰接部为支点进行抬升,使定位销5094退出定位销孔,从而使压料把手5096可逆时针转动。
49.结合图2所示,所述输送带组件7包括有左侧输送立架a、右侧输送立架b和输送带701,所述左侧输送立架a和右侧输送立架b分别位于模切主机1左右两侧,且所述左侧输送立架 a位于送料组件3下方,所述右侧输送立架b位于拉料组件5下方;所述输送带701环绕安装于所述左侧输送立架a和右侧输送立架b的端部。
50.结合图3
‑
4所示,所述左侧输送立架a和右侧输送立架b均分别包括有两组相对平行设置的输送立板702、加强板707、第一过渡轮组件703、第二过渡轮组件704和第一导向轮组件705,两组输送立板702相对平行设置,且所述两组输送立板702采用两根连接杆706安装固定,且所述左侧输送立架a中的输送立板702固定安装于所述送料组件3的下表面,所述右侧输送立架b中的输送立板702固定安装于所述拉料组件5的下表面;所述加强板707位于两组输送立板702的中部,且所述加强板707的两端分别连接固定在所述输送立板702的侧面;所述第一过渡轮组件703安装于两组输送立板702之间;所述第二过渡轮组件704安装于第一过渡轮组件703的斜下方位置;所述第一导向轮组件705安装于所述输送立板702的下端。
51.所述第一过渡轮组件703包括连接轴、过渡轮、轴承和轴承挡圈,所述连接轴两端分别固定连接所述第一输送立板;所述过渡轮套设于连接轴上,且所述过渡轮两端均设有轴承安装槽,所述轴承安装槽与所述轴承的外圈过盈配合,所述轴承的内圈同轴固定安装于连接轴上;所述轴承挡圈分别位于所述过渡轮两侧,且所述轴承挡圈同轴固定于连接轴上。
52.此外所述第二过渡轮组件704与第一过渡轮组件703的基本结构相同,结合图6所示,不同点在于所述第二过渡轮组件704两端均分别设有驱动气缸709和直线滑轨机构,所述直线滑轨机构包括第一连接块711、第一直线滑块712和第一直线导轨713,所述第一直线
导轨713通过螺栓固定安装于输送立板702侧面,所述第一直线滑块712与第一直线导轨713滑动配合连接,所述第一直线滑块712与所述第二过渡轮组件704中连接轴端部之间采用所述第一连接块711固定连接。为驱动第二过渡轮组件704上下位移,所述第一连接块711上固定安装有气缸连接板710,所述驱动气缸708的壳体固定安装于输送立板702上,且所述驱动气缸709中活塞杆固定连接于气缸连接板710上。
53.结合图5所示,所述左侧输送立架a和右侧输送立架b中的每根输送立板702下端均安装固定有微调模组708,每个微调模组708中包括有微调垫板708f、微调旋钮708k、微调螺杆 708m、第一连接板708b、第二连接板708a和第三连接板708e,所述微调垫板708f通过螺栓固定安装于所述输送立板702底部,所述微调垫板708f表面设有第二直线导轨708d,所述第二直线导轨708d上滑动配合连接有第二直线滑块708c,所述第二直线滑块708c与所述第一连接板708b采用螺栓安装固定;所述第二连接板708a上设有第一连接部和第二连接部,所述第一连接部和第二连接部垂直连接,且所述第一连接部与第一连接板708b垂直固定,所述第二连接部表面设有轴承安装孔,所述轴承安装孔内通过调心球轴承同轴安装连接所述第一导向轮组件705的端部;所述第二连接板708a的第一连接部表面设有旋钮安装孔,所述微调旋钮 708k通过轴承安装固定于旋钮安装孔内,所述微调旋钮708k端部连接所述微调螺杆708m的一端,且所述微调螺杆708m另一端采用螺纹连接方式安装于微调垫板708f侧面。
54.可预期的是,由于输送立板702位置固定,与输送立板702固定连接的微调垫板708f位置也相对固定,当旋拧微调旋钮708k时,微调螺杆708m将旋入或旋出微调垫板708f,第二连接板708a的第一连接部与微调垫板708f的间距将缩小或增大,间接驱动第一导向轮组件705 在输送立架702的左右方向上位移,通过调整左侧输送立架a和右侧输送立架b底部的微调模组708,以保证输送带701偏摆范围在
±
0.5mm内,紧固所有调节机构,即可在模切机模切全断产品时,通过输送带701把片料成品运输到模切机外围对接装置上,实现循环不间断生产,提高生产效率。
55.更进一步的,为保证输送带701运行过程中第一导向轮组件705位置不产生晃动,所述微调模组708还包括有锁紧定位板708h和固定把手708g,所述锁紧定位板708h固定安装于所述第一连接板708b和第二连接板708a上表面,且所述锁紧定位板708h上设有限位孔,所述固定把手708g穿过限位孔连接于微调垫板708f上表面,当微调旋钮708k调节好第一导向轮组件705的位置时,通过拧紧固定把手708g,使锁紧定位板708h紧贴微调垫板708f上表面,从而防止第一导向轮组件705发生位移。
56.更进一步的,参见图2所示,为了使左侧输送立架a和右侧输送立架b之间保持稳定间距,所述左侧输送立架a的底部和右侧输送立架b的底部之间设有两根连接管714,每根连接管714的两端均设有连接支座708j;每组微调模组708中均设有连接固定座708e,所述连接固定座708e垂直固定于微调垫板708f上;每根连接管714通过连接管两端的连接支座708j 与微调模组708的连接固定座708e连接。
57.为便于输送带安装,参见图8所示,所述进料组件3的进料导向板303上方设有第一压板 311和第二压板312,所述第一压板311和第二压板312的两端均分别设有顶升气缸,所述顶升气缸用于控制压板的升降动作,以实现对输送带进行压紧固定;所述进料导向板303上设有切割导向槽313,且所述切割导向槽313位于第一压板311和第二压板312的中间位
置。所述第一压板311和第二压板312用于输送带对接过程,首先将一条输送带701的两端手动拉紧贴合在一起后,由第一压板311压紧输送带的一端,采用第二压板312压紧输送带的另一端,然后采用刀具沿切割导向槽313对输送带701进行切割,并取出尾料,再用胶带将输送带对接粘连在一起,最后张紧输送带,完成输送带对接。
58.本实用新型中以所述输送带上用于承接物料的所在面为输送带的外侧面,以相对面为输送带的内侧面,参见图2所示,所述输送带701的一端位于进料组件3中第二压板312位置,另一端依次环绕拉料组件5中的拉料滚筒503、右侧输送立架b中的第二过渡轮组件704、右侧输送立架b中的第一过渡轮组件703、右侧输送立架b中的第一导向轮组件705、左侧输送立架a中的第一导向轮组件705、左侧输送立架a中的第一过渡轮组件703、左侧输送立架a 中的第二过渡轮组件704以及进料组件3中的进料过渡轮310后延伸至第一压板311位置,所述输送带701两端连接闭合。其中所述拉料滚筒503的表面与输送带701的内侧面接触,所述右侧输送立架b中的第二过渡轮组件704与输送带701的内侧面接触,所述右侧输送立架b 中的第一过渡轮组件703与输送带701的外侧面接触,所述右侧输送立架b中的第一导向轮组件705与输送带701的内侧面接触,所述左侧输送立架a中的第一导向轮组件705与输送带701的内侧面接触,所述左侧输送立架a中的第一过渡轮组件703与输送带701的外侧面接触,所述左侧输送立架a中的第二过渡轮组件704与输送带701的内表面接触,所述进料组件3中的进料过渡轮310与输送带701的内表面接触。
59.参见图4和图7所示,所述右侧输送立架b上设有除尘辊组件715,所述除尘辊组件715 位于右侧输送立架b内第二过渡轮组件704的正下方,所述除尘辊组件715两端分别连接有除尘连接块716,每个除尘连接块716均固定连接有一组第三直线滑块717,所述第三直线滑块717滑动连接于第一直线导轨713上;第一直线导轨713的下端设有固定于输送立板702 上的除尘固定板719,所述除尘固定板719上设有除尘弹性杆718;所述除尘弹性杆718的一端固定连接于除尘固定板719上,另一端连接于除尘连接块716上。由于除尘弹性杆存在弹力,可对除尘连接块716所连接的除尘辊组件715施加弹性力,保持除尘辊组件715与第二过渡轮组件704紧密接触,所述除尘辊组件715通过两端的第三直线滑块717与第一直线导轨713 滑动配合,实现除尘辊组件715可上下位移,并通过除尘弹性杆保持除尘辊组件与第二过渡轮组件紧密贴合。
60.此外,所述进料组件3的两组进料侧架302下方安装有除静电安装板314,所述除静电安装板314上固定安装有除静电棒315,除静电棒315可产生大量的带有正负电荷的气团,可以将经过它离子辐射区内的物体上所带有的电荷中和掉。当物体表面所带为负电荷时,它会吸引辐射区内的正电荷,当物体表面所带为正电荷时,它会吸引辐射区内的负电荷,从而使物体表面上的静电被中和,达到消除静电的目的。本实施例中的除静电棒315用于中和输送带循环运转中产生的静电,以便输送带运出产品后,产品与输送带顺利分离。
61.所述输送带组件承接物料经过模切部模切后,得到成片产品,而废弃的物料侧通过收料组件8进行回收,所述收料组件8位于模切机的拉料组件5上方,结合图11所示,所述收料组件8包括收料焊接架801、收料横梁802、收料轴组件804和弹簧过渡杆组件803,所述收料焊接架801中包含有竖向支撑部8011、横向连接部8012以及横向固定部8013,所述竖向支撑部8011下端固定安装于主机箱上,所述横向连接部8012垂直于竖向支撑部8011,且所述横向连接部8012一端与竖向支撑部8011上端焊接固定,另一端垂直连接所述横向固定部
8013,其中所述横向连接部8012与横向固定部8013位于同一水平面;所述收料横梁802固定安装于所述收料焊接架801的横向固定部8013上表面;所述收料轴组件804固定连接于收料横梁802 的上表面;所述弹簧过渡杆组件803位于所述收料轴组件804下方,且所述弹簧过渡杆组件 803固定连接于收料横梁802侧面。
62.具体的,所述收料轴组件804包括有收料轴8042、收料电机8043和收料轴安装板8041,所述收料轴安装板8041固定连接于收料横梁802上表面;所述收料轴8042平行设置在拉料组件5上方,且所述收料轴8042一端旋转连接于收料轴安装板8041上;所述收料电机8043安装于收料轴安装板8041上,所述收料电机8043与收料轴8043采用链轮链条结构传输动力。所述弹簧过渡杆组件803用于保持拉料组件内废料出料顺畅,所述弹簧过渡杆组件803中包括有过渡滚筒8031、弹簧缓冲座8036、缓冲滑块8032、缓冲导杆8033和缓冲弹簧8035,所述弹簧缓冲座8036安装于收料横梁802侧面;所述缓冲导杆8033一端连接于弹簧缓冲座8036 上,另一端连接有导杆限位块8034,所述缓冲滑块8032滑动安装于缓冲导杆8033上;所述缓冲弹簧8035一端连接于缓冲滑块8032上,另一端连接于导杆限位块8034上;所述过渡滚筒8031旋转安装于缓冲滑块8032上,且所述过渡滚筒8031与收料轴8042保持平行。
63.更详细的,所述模切部4包括上模组件和下模组件,所述下模组件包括有下模垫板以及下模板,所述下模垫板固定安装于下模固定座的上表面,且所述下模垫板的中部设有废料过孔,所述废料过孔采用倒锥形结构;所述下模垫板的两侧设有下模导向板,所述下模板两侧设有下模导向槽,通过下模导向板和下模导向槽滑动配合,可使下模板沿竖直方向固定,且沿下模导向板方向滑动。
64.具体的,所述上模组件位于下模组件的正上方,且所述上模组件四角位置均连接一根导向柱,所述导向柱下端贯穿下模固定座与主机箱内部的传动部连接,通过传动部将动力机箱的动力传递至导向柱上,使导向柱进行上下往复的周期性动作,从而驱动上模组件沿竖直方向进行升降操作,实现模切动作。更详细的是,所述上模组件包括上模安装座、上模固定板以及上模板,所述上模安装座的四角位置固定连接所述导向柱,所述上模安装座中心位置设有上模旋转转接套,所述下模固定板的中心位置通过上模旋转转接套与上模安装座连接,需注意的是,所述上模旋转转接套仅用于固定上模固定板竖向位置,无法固定上模固定板水平位置状态;所述上模安装座和上模固定板设有用于相机拍摄的槽孔,槽孔四周设有固定螺栓,所述固定螺栓用于限定上模安装座和上模固定板之间的水平位置;所述上模安装座下表面边缘设有调节固定板,所述上模固定板的一侧设有调节丝杆,所述调节丝杆一端与上模固定板侧面铰接,另一端穿过调节固定板后,末端设有旋转手柄,所述调节丝杆与调节固定板采用螺纹连接固定;所述下模固定板的两侧面分别设有l型压板,所述l型压板固定连接于下模固定板的下表面,且所述l型压板与下模固定板之间构成导向滑槽,所述下模板的两侧设有导向滑轨,所述下模板通过导向滑轨以及导向滑槽配合安装于下模固定板下方;此外,所述下模板中部固定连接有刀模,在刀模四周的下模板表面设有用于相机拍照的拍照定位孔。
65.具体的,参见图12所示,所述视觉定位机构6包括ccd调节组件602以及上壳体601,所述ccd调节组件602位于上壳体601内,且所述ccd调节组件602四角位置设有四根立柱,每根立柱均一端固定连接ccd调节组件,另一端固定连接有立柱底板,所述立柱底板固定安装于下模固定座上,所述上壳体用于避免灰尘及杂物进入ccd调节组件中,所述ccd 调节组件
则用于探测并采集模切部上物料位置信息并传输纠偏信号。
66.参见图13所示,本实施例中的模切机可用于连续物料上模切获得片状物料的过程,物料 13由模切机的进料组件输入,通过输送带701承载物料并通过模切部下方,模切机的拉料组件为物料13提供行进动力,而模切部则对物料13进行模切操作,得到片状成品,此时模切完成的废弃物料14由收料组件8进行回收,片状物料15则通过输送带运输至用于收集产品的传送带16上,以实现物料与产品自动分离以及循环不间断生产过程,提高生产效率。
67.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1