一种丝接管件的上料装置的制作方法
1.本实用新型涉及一种管件的上料装置,尤其是一种丝接管件的上料装置。
背景技术:
2.丝接也叫螺纹连接,是在供水,暖气,油路,压缩空气等管路中使用的一种连接方法;丝接管件是丝接式连接管件的统称。所述丝接管件在生产过程中需要车内丝或者外丝,以方便连接。丝接管件不仅可以单独使用,还可与其他结构相配合形成其他结构的连接管件;例如活接头,又叫由壬、由任或油壬,是一种能方便安装拆卸的常用管道连接件,主要有螺母、云头、平接三部分组成;其中云头又称为丝节就是一种丝接管件。
3.丝接管件在生产过程中需要经车削、攻丝等加工,在进行这些加工的时候需要向加工设备的上件溜子上装入丝接管件。这些加工设备在进行加工时,要求丝接管件保持同一的姿态进行进料,这就对上料姿态提出了较高的要求。现阶段向上件溜子装入丝接管件主要有两种方式;其中一种是手工摆放工件的方式,就是将每个丝接管件人工放入上溜子中,以保证上料的姿态;这种方式每名操作员虽然可补充多台上件溜子上的丝节,来保持多台加工设备的正常运转,但是当某一台加工设备出现故障后,操作员就要及时处理而无法再向其他上件溜子内放置丝接管件,从而导致其他加工设备停止加工,不仅自动化程度低、需要耗费大量的人力物力,生产效率还低。另一种是振动盘上料的方式,就是通过振动将无序丝接管件自动有序定向排列整齐、准确地输送到上件溜子上,与手工摆放丝接管件的方式相比,虽然振动盘上料的方式,每名操作员能看管2到3台加工设备的上料,并在一台加工设备需要维护时,可实现其他加工设备正常运转,但是振动盘上料时每台振动盘内放置较大数量的丝接管件,震动过程中不仅会产生较大的噪音,还会发生磕碰影响丝接管件的美观。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种高效的丝接管件的上料装置。
5.为解决上述技术问题,本实用新型所采取的技术方案是:其在支撑板上设有升料机构、直线送料机构和夹料机构;所述升料机构将丝接管件送入直线送料机构,直线送料机构将丝接管件送到输送后端,夹料机构夹取输送后端的丝接管件并将其送入下一工序的上料位;所述升料机构包括提升料斗、挡料气缸和挡料板;所述支撑板竖直设置,提升料斗上下滑动连接在支撑板的侧面,且提升料斗的底面向支撑板方向斜向下倾斜设置;所述直线送料机构包括送料轨道和振动送料器,所述送料轨道设置在与提升料斗相对的支撑板另一侧面上;所述挡料板位于支撑板的上端位置,并挡在提升料斗和送料轨道之间;所述挡料气缸的输出端与挡料板连接,并带动挡料板上下移动;所述送料轨道上部的支撑板上设有滑料挡板;所述滑料挡板的上端正对支撑板的上端、滑料挡板的下端正对送料轨道。
6.本实用新型所述支撑板上端面与提升料斗相对的位置为向送料轨道方向斜向下设置。
7.本实用新型所述挡料板挡在滑料挡板上。
8.本实用新型所述夹料机构包括水平滑道、连接滑板、竖直滑道、进给气缸、升降气缸、旋转气缸和夹爪气缸;所述连接滑板滑动连接在水平滑道上,并连接推动其滑动的进给气缸;所述竖直滑道设在连接滑板上,旋转气缸滑动连接在竖直滑道上并连接推动其滑动的升降气缸;所述旋转气缸的输出端向下并连接夹爪气缸;所述夹爪气缸的夹爪向下设置,并可在送料轨道输送后端和下一工序的上料位之间移动。
9.本实用新型所述夹爪上设有判断丝接管件方向的方向传感器。
10.采用上述技术方案所产生的有益效果在于:本实用新型采用送料轨道与提升料斗在支撑板两侧相对设置的结构,提升料斗提升的丝接管件即可在重力作用下落入到送料轨道,从而实现为送料轨道进行进料;本实用新型采用挡料板和挡料气缸的设计,能够根据需要对为送料轨道进行进料,防止提升料斗内的丝接管件一次性掉入送料轨道或掉落,从而能够有效地控制进料过程。本实用新型具有上料速度快、效率高等特点,有效地节省了人工,提高了上料、攻丝效率。
11.本实用新型所述夹料机构设有旋转气缸,这样即可根据所夹取的丝接管件的姿态进行旋转,从而将丝接管件以合格的姿态送入下一工序的加工设备;本实用新型具有上料姿势合格、上料效率高等特点。
附图说明
12.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
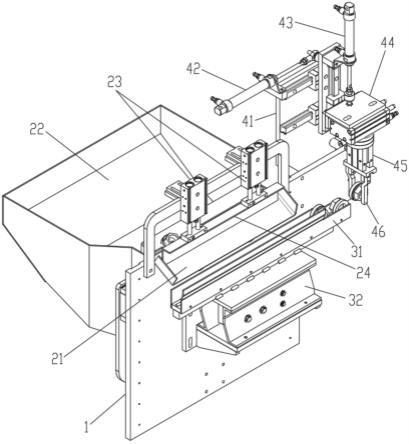
13.图1是本实用新型的立体结构示意图;
14.图2是本实用新型另一视角的立体结构示意图;
15.图3是本实用新型升料机构和直线送料机构的立体结构示意图;
16.图4是本实用新型夹料机构的立体结构示意图;
17.图5是本实用新型夹料机构另一视角的立体结构示意图。
18.图中:支撑板1;滑料挡板21、提升料斗22、挡料气缸23、挡料板24、提升滑块25、提升滑道26、倾斜板27、固定架28、底板29、挡板210;送料轨道31、振动送料器32、防掉挡板33;固定板41、进给气缸42、升降气缸43、旋转气缸44、夹爪气缸45、夹爪46、水平滑道47、水平滑块48、连接滑板49、竖直滑道410、方向传感器411、竖直滑块412;丝接管件5。
具体实施方式
19.图1、图2所示,本丝接管件的上料装置包括升料机构、直线送料机构和夹料机构;所述升料机构将丝接管件送入直线送料机构,直线送料机构将丝接管件送到输送后端,夹料机构夹取输送后端的丝接管件并将其送入下一工序的上料位。所述升料机构、直线送料机构和夹料机构均设置在支撑板1上,支撑板1为竖直设置的板状结构。
20.图1、图2、图3所示,本丝接管件的上料装置所述升料机构包括提升料斗22、挡料气缸23和挡料板24。所述支撑板1一个竖直侧面的前端设有竖直的提升滑道26,提升滑道26上连接有提升滑块25,提升料斗22固接在提升滑块25上,这样提升料斗22就上下滑动连接在支撑板1该竖直侧面的前端;所述提升料斗22可采用气缸或电机带动下上下滑动。所述提升料斗22为斗状结构,其上部和正对支撑板1的一侧开口,即下料口正对支撑板1;所述提升料
斗22的底面为向支撑板1方向斜向下倾斜设置;这样,提升料斗22内的丝接管件5即可在重力作用下滑到下料口的位置,并且由于支撑板1可挡住下料口,能够防止提升料斗22内的丝接管件在提升过程中掉落。所述直线送料机构包括送料轨道31和振动送料器32,送料轨道31设置在支撑板1的另一竖直侧面上。所述送料轨道31上部的支撑板上设有滑料挡板21;所述滑料挡板21倾斜设置,滑料挡板21的上端正对支撑板1的上端、下端正对送料轨道31。所述滑料挡板21包括倾斜设置的底板29,以及当在底板前后两边的挡板210,挡板用以防止丝接管件从两边掉落。所述支撑板1上端面与提升料斗22相对的位置为倾斜设置,为向送料轨道31的方向斜向下设置结构。这样,提升料斗22提升到支撑板上端位置后,其内的丝接管件5在重力作用下下滑,由于倾斜板27以及该处的支撑板上端面为倾斜设计、且滑料挡板21倾斜设置,这样丝接管件5即可沿倾斜板27、支撑板上端面和滑料挡板21滑到送料轨道31上。所述提升料斗22和滑料挡板21之间如果存在间隙,即可在支撑板1的上方设置倾斜板27,所述倾斜板27位于上述间隙之间;所述倾斜板27倾斜设置,其上端与提升料斗22升起后下料口的下端对应、下端与滑料挡板21的上部对应;这样倾斜板27即可衔接在提升料斗22和滑料挡板21之间。
21.图1、图2、图3所示,本丝接管件的上料装置所述升料机构的挡料板24位于滑料挡板21的上方,并可将滑料挡板21完全挡住;所述挡料气缸23通过固定架28固设在支撑板1上,挡料气缸23的输出端向下与挡料板24连接;这样,当挡料气缸23带动挡料板24进行升起后,挡料板24不再挡住滑料挡板21,丝接管件即可沿滑料挡板21滑到送料轨道31上;当挡料气缸23带动挡料板24进行下降后,挡料板24挡住滑料挡板21,丝接管件被挡住且不会下滑到送料轨道31上。
22.图1、图2、图3所示,本丝接管件的上料装置所述直线送料机构,其送料轨道31从支撑板1的前端水平延伸到支撑板的后端;所述振动送料器32位于送料轨道31的下方;这样,送料轨道31即可在振动送料器32的作用下将丝接管件5送到送料轨道的后端。所述送料轨道31为长槽条状结构,槽宽与丝接管件5管口间的长度相配合;这样,丝接管件5只能以管口平面竖直的姿态在送料轨道31内输送。所述送料轨道31上端的一侧或两侧设有防掉挡板33,用以防止输送的丝接管件掉落;所述送料轨道31在输送后端的位置不设防掉挡板33,其原因是防止防掉挡板33影响夹料机构夹取丝接管件5。所述升料机构为直线送料机构送料时,由于丝接管件5是沿滑料挡板21倾斜的底面向下滑动,滑动过程中丝接管件5的管口与滑料挡板21的底面接触;滑倒滑料挡板21下端后向送料轨道31掉落的过程中,丝接管件5会形成管口平面竖直或斜向上的姿态,这样即可以管口平面竖直的姿态掉到送料轨道31上。
23.图1、图2、图4、图5所示,本丝接管件的上料装置所述夹料机构设置在送料轨道31一侧的后端,包括水平滑道47、连接滑板49、竖直滑道410、进给气缸42、升降气缸43、旋转气缸44和夹爪气缸45。所述水平滑道47水平设置在固定板41上,固定板41固连在支撑板1的上部。所述连接滑板49竖直设置,并通过水平滑块48滑动连接在水平滑道47上。所述进给气缸42固定在固定板41上,进给气缸42的输出端水平伸出并与连接滑板49或水平滑块48连接;这样进给气缸42即可推动连接滑板49沿水平方向滑动。所述竖直滑道410竖直设置在连接滑板49上,竖直滑道410上滑动连接有竖直滑块412;所述旋转气缸44固接在竖直滑块412上。所述升降气缸43固定在连接滑板49上,升降气缸43的输出端向下伸出并与旋转气缸44或竖直滑块412连接;这样升降气缸43即可推动旋转气缸44沿竖直方向上下滑动。所述旋转
气缸44的输出端向下并连接夹爪气缸45的缸体;所述夹爪气缸的夹爪46向下设置。所述夹爪气缸的夹爪46可在进给气缸42和升降气缸43的带动下,在送料轨道31的输送后端以及下一工序的上料位之间移动。所述夹料机构的夹爪46上设有方向传感器411;所述方向传感器411为接近开关,设置有两个,并分别设置在夹爪46的两个爪上;所述夹爪46夹住丝接管件5时,其中一个方向传感器正对丝接管件大管口的端面并不与小管口的端面相对、另一个方向传感器正对丝接管件小管口的端面并不与大管口的端面相对;这样,根据两个方向传感器的触发情况,即可判断丝接管件5方向。采用上述结构后,所述进给气缸42水平带动夹爪46移动、升降气缸43上下带动夹爪46移动;所述夹爪46移动到送料轨道31输送后端的位置后,由于送料轨道31输送后端的位置不设防掉挡板33,夹爪气缸45带动夹爪直接夹取丝接管件5;再在进给气缸42和升降气缸43的带动下,移动到下一工序的上料位,夹爪气缸45松开夹爪,即可实现下一工序的上料;所述移动到下一工序上料位的过程中,旋转气缸44根据方向传感器411判断的丝接管件方向,进行旋转180
°
或不旋转。
24.图1-图5所示,本丝接管件的上料装置采用下述上料步骤:(1)所述提升料斗22下降到支撑板1的下部接受上一工序的进料。
25.(2)所述提升料斗22在支撑板1上向上移动,并带动其内的丝接管件上移;直至移到提升料斗22倾斜底端与支撑板1的上端平齐;这时,由于提升料斗的22底面为倾斜设计,丝接管件5会滑落向支撑板1的位置滑落,被挡料板24挡住并堆积在一起。
26.(3)所述挡料气缸23带动挡料板24向上升起,挡料板24下方形成可容丝接管件过去的通道;这样部分丝接管件会穿过该通道进入滑料挡板21,并顺着滑料挡板21滑落到送料轨道31的输送前端;由于送料轨道31的槽宽限制,以及滑落过程中的姿态调整,使得送料轨道31上的丝接管件5呈管口平面竖直的姿态。控制挡料气缸23带动挡料板24升起或下降,即可控制向送料轨道31的送料速度。
27.(4)在振动送料器32的作用下,送料轨道31上的丝接管件被送入到输送后端。所述振动送料器32停止工作。
28.(5)所述夹爪气缸45带动夹爪夹取丝接管件5;再在进给气缸42和升降气缸43的带动下,移动到下一工序的上料位;所述移动过程中,旋转气缸44根据方向传感器411判断的丝接管件方向,进行旋转180
°
或不旋转;移动到下一工序的上料位后,夹爪气缸45松开夹爪,即可将丝接管件5以特定的姿态送入下一工序。
29.(6)所述进给气缸42带动夹爪46水平移动、升降气缸43带动夹爪46上下移动,在进给气缸42和升降气缸43的共同带动下,夹爪46移动到送料轨道31输送后端的位置。所述振动送料器32开始工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1