一种适配器壳体上料装置的制作方法
1.本技术涉及上料设备的领域,尤其是涉及一种适配器壳体上料装置。
背景技术:
2.适配器是一个接口转换器,它可以是一个独立的硬件接口,而适配器在生产过程中,有一道工序是将适配器壳体放置在输送设备上,然后通过输送设备将适配器壳体送入下一道工序中。
3.相关技术中适配器壳体呈长方体形状,适配器上开设有安装槽,安装槽用于在后续工序中将其他元件安装在壳体上,此外适配器壳体的外壁上还固定有两块插头片,两块插头片位于同一侧表面上,并且插头片的朝向与安装槽槽口的朝向相反。
4.输送设备上设置有出料块,出料块的上表面开设有与插头片配合的插头槽,则要上料时,工作人员会手持适配器壳体,接着将适配器壳体放置在出料块上,然后输送设备便将适配器壳体送入下一道工序中。
5.针对上述中的相关技术,发明人认为存在有该种通过人工上料的方式,耗费人力,从而不利于提升生产效率的缺陷。
技术实现要素:
6.为了更高效地将适配器壳体上料至出料块上,本技术提供一种适配器壳体上料装置。
7.本技术提供的一种适配器壳体上料装置采用如下的技术方案:
8.一种适配器壳体上料装置,包括设置在机架上的壳体,所述壳体一侧外壁上固定设置有两块插头片,两块插头片相互平行且间隔设置;还包括:进料块、出料块、水平滑动块以及竖向滑动块;所述进料块固定设置在机架上,进料块的上表面上设置有用于避让插头片的避让槽,并且进料块的上表面与壳体靠近插头片的一侧表面抵接;所述出料块设置在机架上,出料块的上表面分别设置有与两块插头片配合的插头槽;所述水平滑动块滑动设置在机架上;所述竖向滑动块滑动设置在水平滑动块上,竖向滑动块下端设置有用于夹持壳体的夹爪气缸;所述水平滑动块上设置有竖向驱动件,竖向驱动件用于驱动竖向滑动块上下滑动;所述机架上设置有运输件,运输件用于将壳体运送至进料块上。
9.通过采用上述技术方案,在上料时,先通过运输件将壳体运送至进料块上,接着通过竖向驱动件使得竖向滑动块向下滑动,待夹爪气缸的夹爪位于壳体的边缘处时,启动夹爪气缸,则壳体便会被夹爪气缸夹住,然后再通过竖向驱动件使得竖向滑动块向上滑动,则壳体便会脱离进料块,最后再令水平滑动块带动壳体水平移动,待插头片移动至插头槽的正上方时,再次启动竖向驱动件,使得插头片插入插头槽中,此时关闭夹爪气缸,从而便达到将壳体上料至出料块的目的,相比于通过人工上料的方式,此种设计方式,能够节省人力,从而有助于提升生产效率,并且还能减少人工成本。
10.优选的,所述运输件包括输送块以及振动盘,所述输送块固定设置在机架上,输送
块一端与进料块之间存在缝隙,并且输送块的上表面设置有输送通槽;所述避让槽与插头片平行的一侧内壁开口,并且开口处与输送通槽的一端相连通;所述振动盘固定设置在机架上,振动盘的输出端与输送通槽远离进料块的一端相连通。
11.通过采用上述技术方案,在上料前,工作人员只需将壳体堆放在振动盘中,接着启动振动盘,则振动盘在振动的过程中,壳体会依次且持续地输送至输送块上,然后在输送块上的壳体会沿着输送通槽向靠近进料块的方向移动,待壳体运送至进料块上时,便达到将壳体运送至进料块的目的。相比于通过输送带来运送壳体的方式,此种设计方式,振动盘可以一直处于工作状态,则在前一个壳体被取走后,下一个壳体便会向前移动至进料块上,从而不易因需要反复启闭输送设备而出现输送设备被损坏的情况,进而能节约上料过程中所消耗的费用。
12.优选的,所述进料块上表面的边缘处固定有挡板,挡板设置有两块,两块挡板相对于壳体的运送方向对称设置,并且挡板相互靠近的一侧表面与壳体的外壁抵接。
13.通过采用上述技术方案,因振动盘在运输壳体时,壳体会容易出现垂直于自身运动方向的偏移,而挡板的设置,使得壳体在进料块上移动时,挡板能对壳体起到限位作用,则当壳体移动至指定位置后,壳体与夹爪气缸之间的相对位置不易发生偏移,从而使得夹爪气缸能更准确地夹住壳体,有助于提升上料的流畅程度。
14.优选的,所述挡板上设置有供夹爪气缸夹持壳体的缺口。
15.通过采用上述技术方案,使得挡板不易对夹爪气缸的夹爪造成干扰,则夹爪气缸能将壳体夹持得更加牢固,从而在夹爪气缸上移的过程中,壳体不易脱离夹爪气缸,进而使得上料过程能更加稳定。
16.优选的,所述避让槽远离输送通槽的一侧内壁开口;所述避让槽相对的两侧内壁之间固定有挡杆,挡杆的周侧表面与插头片抵接。
17.通过采用上述技术方案,因进料块中需要设置有传感器,以此来判断壳体是否上料至进料块上,故避让槽呈通槽的设置方式,可使得传感器便于安装,另外因振动盘是持续进料的,而夹爪气缸在夹持壳体时,壳体需要停在进料块上,故挡杆的设置,可使得壳体被阻挡住,从而便于夹爪气缸夹持壳体。
18.优选的,所述输送块的上表面上固定设置有两块l形板,两块l形板相对于输送通槽的长度方向对称设置,并且壳体处于两块l形板的弯折内侧以及输送块的上表面之间。
19.通过采用上述技术方案,因振动盘是持续送料的,而在夹爪气缸转移壳体时,位于输送块上的壳体会被从振动盘出来的壳体一直顶动,而此时位于进料块的壳体会被进料块拦住而处于停止状态,从而输送块上的壳体容易出现被顶动而翘起的情况,故l形板的设置,可使得壳体向上翘起的趋势受到限制,从而使得壳体能稳定地在输送块上移动,进而有助于提升送料过程中的稳定性。
20.优选的,所述竖向滑动块的下端固定设置有转动驱动件,转动驱动件用于驱动夹爪气缸绕夹爪之间的竖直中心线转动;所述夹爪气缸上设置有工业摄像机。
21.通过采用上述技术方案,因壳体上两个插头片所对应的位置在后期加工时,会安装不同的元件,故将壳体放置在出料块上时需要保持一定的方向,而又因振动盘将壳体运输至进料块的过程中,每个壳体的放置方向并不相同,故需要工业摄像机来观察每个壳体达到进料块时的方向,当方向相反时,上料装置可在夹爪气缸将壳体夹持起来并脱离进料
块后,启动转动驱动件,使得夹爪气缸转动,从而便能调换两个插头片之间的位置,进而便于后期对壳体进行加工。
22.优选的,所述机架上转动设置有转盘;所述机架上固定设置有转盘驱动件,转盘驱动件用于驱动转盘绕自身的轴线转动;所述出料块固定设置在转盘的边缘上。
23.通过采用上述技术方案,可在转盘的边缘上均匀放置多个出料块,则当其中一个出料块上料结束后,只需要启动转盘驱动件,使得转盘绕自身的轴线转动,则转盘便能将下一个出料块转动至上料的位置处,从而便能达到依次将每个壳体送入下一道工序中的目的,相比于通过输送带来运输出料块的方式,此种设计方式,能减少输送设备所占据的空间,从而能够节约空间资源,并且还能使得上料装置的整体结构更加紧凑。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1.通过机架、进料块、出料块、水平滑动块、竖向滑动块、夹爪气缸以及运输件的设置,使得壳体能通过机械设备连续上料至出料块上,从而能够节省人力,有助于提升生产效率;
26.2.通过挡板的设置,使得壳体在移动过程中不易出现沿垂直于自身运动方向的偏移,则当壳体移动至进料块上的指定位置后,壳体与夹爪气缸之间的相对位置不易发生偏移,从而使得夹爪气缸能更准确地夹住壳体,有助于提升上料的流畅程度;
27.3.通过缺口的设置,使得挡板不易对夹爪气缸的夹爪造成干扰,则夹爪气缸能将壳体夹持得更加牢固,从而在夹住气缸上移的过程中,壳体不易脱离夹爪气缸,进而使得上料过程能更加稳定。
附图说明
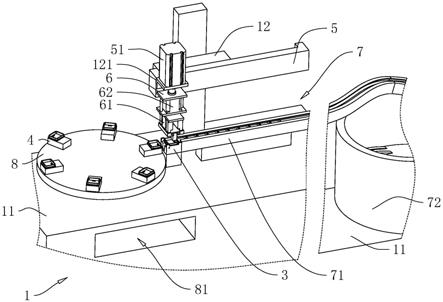
28.图1是本技术实施例中上料装置的立体图。
29.图2是本技术实施例中运输件与进料块处的剖视爆炸图。
30.图3是本技术实施例中转盘处的剖视爆炸图。
31.附图标记说明:1、机架;11、放置平台;12、水平滑台;121、安装板;2、壳体;21、插头片;3、进料块;31、避让槽;311、挡杆;32、挡板;321、缺口;4、出料块;41、插头槽;5、水平滑动块;51、竖向驱动件;6、竖向滑动块;61、夹爪气缸;62、转动驱动件;7、运输件;71、输送块;711、输送通槽;712、l形板;72、振动盘;8、转盘;81、转盘驱动件。
具体实施方式
32.以下结合附图1
‑
3对本技术作进一步详细说明。
33.本技术实施例公开一种适配器壳体上料装置。参照图1和图2,适配器壳体上料装置包括机架1上的运输件7,机架1包括放置平台11,运输件7则设置在放置平台11的上表面上,具体的,运输件7包括振动盘72以及输送块71,振动盘72固定设置在放置平台11的上表面上,振动盘72中会堆放有壳体2,并且振动盘72会一直处于启动状态,此外在本实施例中,壳体2整体呈长方体形状,并且壳体2的一侧外壁上固定有两块插头片21,两块插头片21相互平行且间隔设置。
34.参照图1和图2,输送块71水平固定在放置平台11上,输送块71的上表面上开设有输送通槽711,输送通槽711的长度方向与输送块71的长度方向相互平行,并且输送通槽711
的其中一端还与振动盘72的输料端相连通,则振动盘72启动时,壳体2便会从振动盘72进入输送块71上,并且在输送块71移动的过程中,插头片21会助于输送通槽711中,而壳体2靠近插头片21的一侧表面则与输送块71的上表面抵接。
35.参照图1和图2,放置平台11上还固定有进料块3,进料块3与输送块71远离振动盘72的一端相邻设置,具体的,进料块3呈长方体形状,进料块3的上表面开设有用于避让插头片21的避让槽31,避让槽31相对的两侧内壁开口,并且其中一侧开口处与输送通槽711远离振动盘72的一端相连通。
36.参照图1和图2,避让槽31相对的两侧内壁上固定有挡杆311,挡杆311呈圆柱体形状,并且挡杆311的长度方向与输送通槽711的长度方向相互垂直,则当壳体2从输送块71运送至进料块3上时,插头片21会处于避让槽31中,而且其中一块插头片21会与挡杆311的周侧表面抵接,从而使得壳体2停留在进料块3上,进而为壳体2后续的转移做准备。
37.参照图1和图2,输送块71的上表面上固定有两块l形板712,两块l形板712相对于输送通槽711的长度方向对称设置,具体的,l形板712一端延伸至输送块71靠近振动盘72的一端,另一端延伸至输送块71靠近进料块3的一端,并且两块l形板712弯折内侧的朝向相互靠近,而且当壳体2在输送块71上移动时,壳体2会处于两块l形板712的弯折内侧以及输送块71的上表面之间。
38.参照图1和图2,当进料块3上的壳体2处于停留状态时,输送块71上的壳体2会受到l形板712的限位作用,使得壳体2在受到振动盘72送出的壳体2顶动时,输送块71上的壳体2不易出现向上翘起的情况,从而使得壳体2能稳定地在输送块71上移动。
39.参照图1和图2,进料块3上表面的边缘处固定有两块挡板32,两块挡板32相对于避让槽31对称设置,并且挡板32相互靠近的一侧表面与壳体2的外壁抵接,则在壳体2进入进料块3到停在进料块3的过程中,挡板32能起到限位作用,使得壳体2不易出现垂直于自身运动方向的偏移,从而使得壳体2停留在进料块3时,壳体2的位置能更加准确,进而有助于后续对壳体2的转移。
40.参照图1和图2,在本实施例中,进料块3的避让槽31处会设置有传感器,传感器用于判断壳体2是否抵接挡杆311,从而使得壳体2能够顺利地进入转移的工序中。
41.参照图1,机架1还包括水平滑台12,水平滑台12位于输送块71的上方,并且水平滑台12通过滑轨设置有水平滑动块5,水平滑动块5的滑动方向平行于壳体2的运动方向,而且在本实施例中,机架1上也固定有液压缸,液压缸用于使水平滑动块5沿水平方向往复滑动,此外水平滑动块5在远离水平滑台12的一侧表面上通过螺栓固定有安装板121,安装板121呈l形弯折设置,具体的,安装板121的弯折内侧远离水平滑动块5,而且安装板121的弯折内侧还朝向输送块71。
42.参照图1,安装板121上固定有竖向驱动件51,竖向驱动件51位于安装板121的弯折外侧,在本实施例中,竖向驱动件51为液压缸,竖向驱动件51通过螺栓固定在安装板121上,其中竖向驱动件51的活塞杆向下穿过安装板121,并且活塞杆位于安装板121的弯折内侧,此外竖向驱动件51的活塞杆上通过螺栓固定有竖向滑动块6,则当竖向驱动件51的活塞杆伸长时,竖向滑动块6便向下滑动,而竖向驱动件51的活塞杆缩短时,竖向滑动块6便向上滑动,从而便达到使竖向滑动块6滑动在水平滑动块5上的目的。
43.参照图1和图2,竖向滑动块6的下端上通过螺栓固定有转动驱动件62,在本实施例
中,转动驱动件62为电机,转动驱动件62的输出轴朝向下方,转动驱动件62的输出轴上同轴固定有夹爪气缸61,则当壳体2运送至进料块3并抵接挡杆311时,可启动竖向驱动件51,使得夹爪气缸61向下移动,待夹爪气缸61的夹爪靠近壳体2的边缘时,启动夹爪气缸61,使得壳体2被夹爪气缸61夹起,接着再次启动竖向驱动件51,使得夹爪气缸61向上移动,则壳体2便会脱离进料台,从而为壳体2转移在其他位置做准备。
44.参照图1和图2,挡板32上开设有供夹爪气缸61夹持壳体2的缺口321,当夹爪气缸61在夹持壳体2时,挡板32不易对夹爪气缸61的夹爪造成影响,则夹爪气缸61便能将壳体2夹持得更加牢固,故在夹爪气缸61上移的过程中,壳体2不易从夹爪气缸61上掉落下来,从而使得上料过程能更加稳定。
45.参照图1和图3,放置平台11上固定有转盘驱动件81,在本实施例中,转盘驱动件81为电机,并且转盘驱动件81的输出轴朝向上方,而且转盘驱动件81的输出轴上同轴固定有转盘8,从而便达到使转盘8转动设置在机架1上目的。
46.参照图1和图3,转盘8的上表面上固定有多块出料块4,出料块4位于转盘8的边缘处,并且多块出料块4绕转盘8的轴线均匀设置,此外出料块4的上表面上开设有与两块插头片21配合的插头槽41,则当需要将壳体2转移至出料块4上时,先启动转盘驱动件81,使得出料块4移动至水平滑动块5的滑动路径上,接着令水平滑动块5滑动,待壳体2移动至出料块4上方时,启动竖向驱动件51,使夹爪气缸61向下移动,待壳体2上的插头片21插入插头槽41中时,便关闭夹爪气缸61,最后再启动转盘8驱动件,使得出料块4送入下一道工序中,而且还使得下一块出料块4移动至上料的位置,从而为下一块出料块4的上料做好准备。
47.参照图1和图3,在本实施例中,因壳体2上两个插头片21所对应的位置在后期加工时,会安装不同的元件,故将壳体2放置在出料块4上时需要保持一定的方向,而又因振动盘72将壳体2运输至进料块3的过程中,每个壳体2的放置方向并不相同,故夹爪气缸61上会安装有工业摄像机,当工业摄像机观察到壳体2的放置方向与所需的方向相反时,在夹爪气缸61向下移动以将壳体2放置在出料块4前,转动驱动件62会驱动夹爪气缸61转动,从而使得两个插头片21的位置调换,进而便于后期对壳体2进行加工。
48.本技术实施例一种适配器壳体上料装置的实施原理为:上料时,将壳体2堆放在振动盘72内,接着启动振动盘72,则壳体2便会从振动盘72处移动至输送块71中,然后壳体2会从输送块71移动至进料块3上,待壳体2上的插头片21与挡杆311抵接时,壳体2便做好了转移的准备。
49.当要转移壳体2时,先启动竖向驱动件51,使得夹爪气缸61向下移动,待夹爪气缸61上的夹爪靠近壳体2的边缘时,启动夹爪气缸61使得夹爪夹住壳体2,接着再次启动竖向驱动件51,使得夹爪气缸61向上移动,从而使得壳体2脱离进料块3,然后令水平滑动块5滑动,使得壳体2向靠近出料块4的方向滑动,待壳体2移动至出料块4上方时,再次启动竖向驱动件51,使得夹爪气缸61向下移动,待壳体2上的插头片21插入插头槽41时,关闭夹爪气缸61,从而便达到将壳体2上料至出料块4的目的,最后再启动转盘驱动件81,使得转盘8将上料好的出料块4送入下一道工序中。
50.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1