合成树脂制盖的制作方法
1.本发明涉及一种合成树脂制盖,该合成树脂制盖例如安装于存储饮料物等内容物的容器的口部。
背景技术:
2.作为现有的合成树脂制盖,已知有如图3(a)和(b)所示那样的合成树脂制盖,该合成树脂制盖构成为:在具备顶板部51和从其周缘垂下的筒部52的盖的顶板部51形成有嵌入容器口部m内的环状的内侧密封突起53、与容器口部m的开口端面抵接的环状的开口端密封突起54、和与容器口部m的外表面抵接的环状的外侧密封突起55,内侧密封突起53以略向内侧弹性弯曲的状态抵接到容器口部m的内表面(专利文献1)。
3.在上述合成树脂制盖中,内侧密封突起53以充分的按压力抵接到容器口部m的内表面。
4.现有技术文献
5.专利文献
6.专利文献1:日本专利第5977937号公报
技术实现要素:
7.发明所要解决的课题
8.但是,认为上述现有的合成树脂制盖存在实现密封性提高的余地。
9.本发明是考虑到上述情况而完成的,其目的在于提供一种能够实现密封性提高的合成树脂制盖。
10.用于解决课题的手段
11.为了达到上述目的,本发明的合成树脂制盖具备顶壁和裙壁,上述裙壁从该顶壁的外周部向下方延伸,具有与容器口部的外螺纹螺合的内螺纹,在上述顶壁的下表面一体地形成有与上述容器口部的内周面密合的环状的中足,其中,从上述中足的根部延伸到中央部的上部的外周面的纵截面形状为向该中足的内侧凹陷的弯曲状(技术方案1)。
12.在上述合成树脂制盖中,可以是上述中足的根部的内周面和外周面的纵截面形状分别为向该中足的上方凹陷的弯曲状,相较于上述根部的外周面,内周面平缓地弯曲(技术方案2)。
13.上述合成树脂制盖中,可以是上述中足的根部的外周面的纵截面形状为向该中足的上方凹陷的弯曲状,并且相较于上述容器口部的前端的内缘的纵截面形状陡峭地弯曲(技术方案3)。
14.上述合成树脂制盖中,可以是在上述顶壁的下表面一体地形成有环状肋和环状的外足,上述环状肋位于上述中足的外周侧并与上述容器口部的上端面密合,上述环状的外足位于该环状肋的外周侧并与上述容器口部的外周面密合,并且,在上述中足的外周面形成有外径在上下方向中央部最大的密封点,从上述环状肋的下端至上述中足的上述密封点
的轴向距离为1.5mm以上3.5mm以下(技术方案4)。
15.发明效果
16.本技术发明中,可得到能够实现密封性提高的合成树脂制盖。
17.即,本发明的合成树脂制盖中,对容器口部进行压盖时,对上部外周面的形状进行了悉心钻研的中足容易与容器口部前端的内缘密合,相应地能够提高密封性。
18.技术方案2、3的发明的合成树脂制盖中,通过对中足的根部形状进行悉心钻研,能够提高密封性提高的上述效果。
19.技术方案4的发明的合成树脂制盖中,通过对中足的密封点的位置进行悉心钻研,能够实现防止气密泄漏的提高。
附图说明
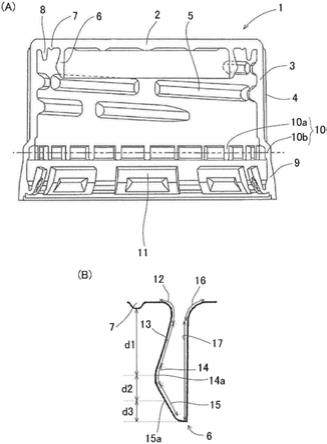
20.图1(a)和(b)是示意性地示出本发明的一个实施方式的合成树脂制盖的构成的纵截面图和主要部分放大说明图。
21.图2是示意性地示出上述合成树脂制盖的主要部分的构成的说明图。
22.图3(a)是示出现有的合成树脂制盖的纵截面图,(b)是将其主要部分放大示出的纵截面图。
具体实施方式
23.下面参照附图对本发明的实施方式进行说明。
24.图1(a)和图2所示的合成树脂制盖(下文中称为盖)1被安装在例如pet瓶等容器的口部m(参照图2)进行使用,是通过压缩成型或注射成型由聚乙烯一体成型而成的。需要说明的是,对于形成盖1的原材料没有特别限定,除了本实施方式中使用的聚乙烯以外,还适合使用聚丙烯等。
25.另外,盖1具有俯视时为大致圆形的顶壁2、以及从该顶壁2的外周部向下延伸的大致圆筒状的裙壁3。此处,在裙壁3的外周面设置有滚花槽4、在内周面设置有内螺纹5,该内螺纹5能够与形成在容器口部的外周的外螺纹m1(参照图2)结合。
26.并且,以使裙壁3的内螺纹5结合到容器口部m的外螺纹m1的方式旋转盖1而安装于容器口部m时,于顶壁2的内表面(下表面)连续设置的环状的中足(内圈)6、环状肋7和环状的外足(外圈)8与容器口部m密合,由此容器口部成为密封状态。即,在盖1安装于容器口部m的状态下,构成为中足6插入容器口部m内并密合于容器口部m的内周面、环状肋7密合于容器口部m的环状的上端面、外足8密合于容器口部m的外周面。
27.另外,盖1为具有证明未开封(一次也没开启)功能的防盗盖,其构成为:若在安装于容器口部m的未开封的盖1开封时(首次开启时),旋转盖1使外螺纹m1与内螺纹5的结合解除,则盖1从容器口部m脱离,但是连结到裙壁3的下部的显窃启带(以下简称为“带”)9残留于容器口部m。
28.即,在裙壁3的下部藉由沿裙壁3的整个圆周延伸的环状弱化部10而连结带9,环状弱化部10由存在于裙壁3与带9的边界的内周侧的多个桥部10a、和以上下划分开裙壁3与带9的方式沿裙壁3和带9的周向延伸的狭缝10b构成,桥部10a的一部分(外周部分)也被狭缝10b切断,以使桥部10a在以规定的力拉伸时发生断裂。
29.另外,在带9的内周侧,沿周向隔开间隔设置有多个(本例中为8个)向内突出的卡定片(折板,flap)11。在盖1安装于容器口部m的状态下,各卡定片11位于容器口部m的外周中比外螺纹m1更靠下方形成的环状突起(突起部,bead)m2(参照图2)的略下侧,因开封操作而卡定于环状突起m2。即,卡定片11以可以从下方卡定于环状突起m2的方式构成,在开封时,相较于环状弱化部10更靠上方的盖主体部(裙壁3和顶壁2)从容器口部m脱离,相较于环状弱化部10更靠下方的带9残留于容器口部m,与之相伴,环状弱化部10断裂。
30.此处,带9与盖主体部(裙壁3和顶壁2)一体成型,设置于带9的卡定片11在盖1的成型时向下突出,但在盖1安装到容器口部m时被环状突起m2顶起而反转,如图1(a)、图2所示为向上突出的状态。
31.并且,本实施方式中,如图1(b)所示,中足6的外周面在对其纵截面形状进行观察时,从根侧向前端侧可以分成外侧根部12、外侧上部13、外侧中央部14、外侧下部15这四个区域。
32.外侧根部12具有以下的纵截面形状:在顶壁2下表面从环状肋7的内侧的位置起以具有一定的曲率半径且向中足6的上方凹陷的方式弯曲。另外,外侧根部12从其上端向下方以越靠近下侧则外径越小的方式弯曲,但在其下部相反地以越靠近下侧则外径越大的方式弯曲。
33.外侧上部13具有以下的纵截面形状:从外侧根部12的下端起,以具有一定的曲率半径且向中足6的内侧凹陷的方式弯曲。
34.外侧中央部14具有以下的纵截面形状:从外侧上部13的下端起,以具有一定的曲率半径且向中足6的外侧凸出(突出)的方式弯曲。另外,在外侧中央部14的上下方向的中央部设置有中足6的外径最大的密封点14a,外侧中央部14从其上端向密封点14a以越靠近下侧则外径越大的方式弯曲,但从其密封点14a向下侧相反地以越靠近下侧则外径越小的方式弯曲。
35.外侧下部15具有以下的纵截面形状:从外侧中央部14的下端起,以具有一定的倾斜角度且越靠近下侧则外径越小的方式呈直线状延伸。
36.另外,本实施方式中,如图1(b)所示,中足6的内周面在对其纵截面形状进行观察时,从根侧向前端侧可以分成内侧根部16和内侧主体部17这两个区域。
37.内侧根部16具有以下的纵截面形状:在顶壁2下表面从中足6的内侧的位置起以具有一定的曲率半径且向中足6的上方凹陷的方式弯曲。另外,内侧根部16从其上端向下方以越靠近下侧则内径越大的方式弯曲。
38.内侧主体部17具有以下的纵截面形状:从内侧根部16的下端起,以具有一定的倾斜角度(本例中为1
°
)且越靠近下侧则内径越大的方式呈直线状延伸。
39.此处,在中足6的纵截面形状中,内侧根部16的曲率半径大于外侧根部12的曲率半径(内侧根部16比外侧根部12更平缓地弯曲),外侧中央部14的曲率半径大于该内侧根部16的曲率半径,外侧上部13的曲率半径大于该外侧中央部14的曲率半径。另外,在中足6中,外侧根部12的上下宽度大于内侧根部16的上下宽度,并且外侧根部12延伸至比内侧根部16靠下方的位置,外侧上部13的上下宽度大于该外侧根部12的上下宽度,而外侧中央部14的上下宽度小于外侧根部12的上下宽度以及内侧根部16的上下宽度。
40.在如上构成的中足6中,由于在其外周面上的密封点14a的上侧占最大区域的外侧
上部13的纵截面形状为向中足6的内侧凹陷的弯曲状,因此在对容器口部m安装盖1时(压盖时),外侧上部13容易与容器口部m前端的内缘密合,相应地能够提高密封性。并且,该效果通过下述设置而进一步提高:在中足6的外周面的上部(密封点14a的上侧)不设置沿上下方向呈直线状延伸的部分,在内周面的上部设置呈直线状延伸的部分(内侧主体部17),即在中足6的上部不设置内外平行延伸的部分。
41.另外,中足6的外侧根部12和内侧根部16的纵截面形状分别为向中足6的上方凹陷的弯曲状,内侧根部16比外侧根部12更平缓地弯曲,由此密封性提高的上述效果也得到提高。
42.此处,通过使外侧根部12的纵截面形状的曲率半径小于容器口部m的前端的内缘的纵截面形状的曲率半径等,使中足6的外侧根部12的纵截面形状比容器口部m的前端的内缘的纵截面形状更陡峭地弯曲,密封性提高的上述效果也得到提高。
43.另外,从环状肋7的下端至中足6的密封点14a的轴向距离d1优选为1.5mm以上3.5mm以下。若小于1.5mm,则密封点14a过于接近容器口部m的前端,相反地,若超过3.5mm,则从中足6的密封点14a起上侧的部分容易弯曲,无论哪种情况均容易发生气密泄漏。
44.另外,在中足6中,外侧下部15是在压盖时受到容器口部m的抵接的部分,基本上,其上下方向的中央位置15a是假定容器口部m抵接的部位。并且,本实施方式中,在中足6中从密封点14a至中央位置15a的轴向距离d2大于从中央位置15a至中足6的下端的轴向距离d3,由此可实现中足6的小型化带来的使用材料量降低,并且可一定程度上增加中足6的下部的厚度以使其难以折断。而且,本实施方式中,由于使中央位置15a位于比中足6的最小外径位置靠外侧的位置(外周侧),并且为不突出到比外侧根部12靠外周侧的位置的范围,因此在压盖时中足6在从其根部向下方的大范围容易变形,应力不集中,可以使其不易受到如此大的阻力。
45.需要说明的是,本发明并不受上述实施方式的任何限定,当然可以在不脱离本发明要点的范围内进行各种变形来实施。例如可以举出以下的变形例。
46.上述实施方式中,内侧主体部17具有以下的纵截面形状:从内侧根部16的下端起,以具有一定的倾斜角度(1
°
)且越靠近下侧则内径越大的方式呈直线状延伸,由此容易进行脱模,但不限于此,例如内侧主体部17也可以与盖1的轴向平行地延伸。
47.在图1(a)、图2的示例中,设置有折板(将带9的下侧部分向内侧折回的结构)11,但也可以代替该折板11而设置钩(设置有向带9的内周侧突出的部分的结构)来卡合于容器口部m的环状突起m2。
48.在图1(a)、图2的示例中,与中足6的内周侧相连的顶壁2的下表面和与外周侧相连的顶壁2的下表面为大致相同的高度,但不限于此,前者也可以位于后者的上方,还可以位于后者的下方。
49.需要说明的是,当然也可以将上述变形例相互适宜地组合。
50.符号说明
[0051]1ꢀꢀ
盖
[0052]2ꢀꢀ
顶壁
[0053]3ꢀꢀ
裙壁
[0054]4ꢀꢀ
滚花槽
[0055]5ꢀꢀ
内螺纹
[0056]6ꢀꢀ
中足
[0057]7ꢀꢀ
环状肋
[0058]8ꢀꢀ
外足
[0059]9ꢀꢀ
显窃启带
[0060]
10 环状弱化部
[0061]
11 卡定片
[0062]
12 外侧根部
[0063]
13 外侧上部
[0064]
14 外侧中央部
[0065]
14a 密封点
[0066]
15 外侧下部
[0067]
16 内侧根部
[0068]
17 内侧主体部
[0069]
51 顶板部
[0070]
52 筒部
[0071]
53 内侧密封突起
[0072]
54 开口端密封突起
[0073]
55 外侧密封突起
[0074]
d1 轴向距离
[0075]
d2 轴向距离
[0076]
d3 轴向距离
[0077]
m
ꢀꢀ
容器口部
[0078]
m1 外螺纹
[0079]
m2 环状突起(被卡合部)
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1