烧窑出口板状物的转移系统的制作方法
1.本发明涉及与需要烧制的板状物(例如瓷砖和/或玻璃板)的生产有关的技术领域。
2.具体而言,本发明涉及一种烧窑出口板状物的转移系统。
背景技术:
3.在烧窑出口处,板状物排列成一排,一个侧面对另一个侧面。
4.每排板状物必须彼此分开,然后才能转移到运输线上。
5.在这方面,在烧窑出口处提供了一种板状物的转移系统,所述系统必须对每排板状物进行提取,并将每一个板状物与相邻的板状物分离。
6.已知的转移系统包括位于窑出口处的传送机构,例如由辊传送机构成。
7.辊传送机接收来自烧窑出口的成排板状物,并将其传送至下游,从而将成排物彼此分离。
8.转移系统还包括环形传送带,所述传送带相对于辊传送机横向定位在辊传送机的终端部分。
9.特别是,环形传送带的布置应确保传送带插入辊传送机的辊之间,即每条传送带插入辊传送机的两个相邻辊之间。
10.传送带的布置使得传送带的上支路相对于辊传送机的辊位于较低的水平面上。
11.当一排板状物到达传送带的一端时,辊传送机停止,并使用适当的执行机构,提升传送带的上支路,以便拦截并提升超过辊的一排板状物。
12.这样,通过启动传送带,可以相对于辊传送机横向运输一排板状物。
13.转移系统还包括,在传送带的一端,用于接收由传送带传送的板状物的提取带。
14.以高于带移动速度的速度启动提取带,以便能够相对于仍在带上的一排的先前板状物分离其静止的板状物。
15.运输线,例如由运输垫构成,位于提取带的一端,通常横向布置在提取带上,以便从提取带接收到达的片状物,并沿着垂直于传送带上一排板状物的运动方向的运输方向进行运输。
16.通过这种方式,来自烧窑出口的每排板状物中的各种板状物可以彼此分离,并定位在运输线上,以便运输到工作站或储存站。
17.然而,这种类型的转移系统有一些缺点。
18.在位于运输线的提取带末端,通常存在上支承辊,其保持片状物与分离带平行,直到所有片状物超过提取带末端,从而防止其在转移步骤中倾斜到运输线上,这将导致不必要的拖动。
19.因此,在从提取带到运输线的通道中,板状物会发生坠落,尽管其实体较小。
20.对于尺寸较小的板状物,因此重量适中,这不会导致任何特殊问题,转移系统,尤其是提取带,可以达到较高的速度,从而保证令人满意的生产率。
21.另一方面,对于尺寸中等或较大且因此较重的板状物,可能有必要降低提取带的驱动速度,以防止在通往运输线的过程中,板状物不会受到实体的冲击,从而损坏它们。
22.这对生产率有负面影响。
技术实现要素:
23.因此,本发明的目的是提供一种新型的烧窑出口板状物的转移系统,所述系统能够消除前述现有技术的缺点。
24.具体地说,本发明的目的是提供一种新型的烧窑出口板状物的转移系统,所述系统能够独立于板状物的尺寸和重量而确保高生产率。
25.通过根据权利要求1所述的新型的烧窑出口板状物的转移系统实现上述目的。
附图说明
26.下面参考附图附表描述本发明提出的转移系统的优选实施例的特征,其中:
27.‑
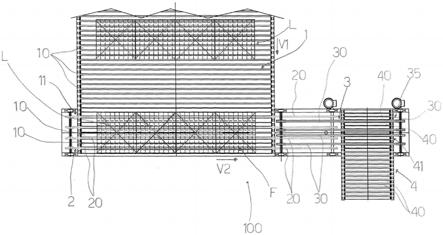
图1以俯视示意图示出了本发明的转移系统;
28.‑
图2a至2d再次根据俯视示意图,在一些操作步骤中示出了本发明的转移系统;
29.‑
图3a至3d根据正面视图,示出了本发明的转移系统在各个特定操作步骤中的情况;
30.‑
图4a至4d以大比例尺视图示出了图3a至3d本发明的转移系统的一些重要细节。
具体实施方式
31.参考附图附表,附图标记(100)整体涉及根据本发明的烧窑出口板状物(l)的转移系统。
32.转移系统(100)包括辊(10)传送机(1),辊(10)传送机(1)被配置和预处理为在烧窑(图中未示出)的出口处接收成排的板状物(l),并根据传送方向(v1)传送成排的板状物(l)(例如,参见图1,其中辊传送机(1)部分示出了这一点)。
33.转移系统(100)还包括第一传送机(2),第一传送机(2)包括第一系列传送带(20),传送带(20)循环闭合并彼此平行布置。
34.第一传送机(2)布置在辊(10)传送机(1)的终端部分(11)处,使得相关带(20)插入辊传送机的相邻辊(10)之间。
35.第一系列带(20)的带(20)包括上支路(21),并且第一传送机(2)的布置使得带(20)的上支路(21)相对于辊(10)传送机(1)的辊(10)位于较低水平。
36.通过这种方式,辊(10)传送机(1)可以在第一系列带(20)上方的第二传送机(2)上传送并定位一排(f)板状物(l)。
37.当辊(10)传送机(1)在第一传送机(2)的相对终端部分(11)中放置了一排(f)板状物(l)时,带(20)的上支路(21)可以升起(例如通过适当的执行机构,未图示为已知类型),以便在辊(10)之外对接和提升成排(f)板状物(l)(例如,参见图3a中的箭头)。
38.这样,当传送带(20)将成排(f)板状物提升到辊(10)的水平面以上后,可启动第一传送机(2)以在垂直于传送方向(v1)并横向至辊(10)传送机(1)的转移方向(v2)上转移成排(f)板状物(例如,参见图1以及图2a和3a)。
39.本发明的转移系统(100)的特殊特征在于,其还包括第二传送机(3),第二传送机(3)包括第二系列传送带(30),传送带(30)循环闭合并彼此平行布置。
40.特别地,第一传送机(2)和第二传送机(3)相互布置,使得第一系列带(20)的部分靠近第一传送机(2)的最终部分,第二系列带(30)的部分靠近第二传送机(3)的初始部分两侧相互平行,并相互插入(具体参见图1和图2a至2d)。
41.第二系列带(30)的带(30)包括上支路(31),第二传送机(3)包括与第二系列带(30)的至少一个上支路(31)相关联的提升元件(32)(例如橡胶垫片)。
42.具体而言,第二传送机(3)相对于第一传送机(2)布置,使得第二系列传送带(30)的上支路(31)相对于第一传送机(2)的第一系列传送带(20)的上支路(21)位于较低水平,提升元件(32)保持在第一系列带(20)中的上支路(21)的下方。
43.这样,第一传送机(2)上的成排(f)板状物(l)中的板状物(l1)可以从第一传送机(2)转移到第二传送机(3)的初始部分,转移到第二系列带(30)上(例如,参见图3a和4a)。
44.一旦成排(f)板状物(l)中的板状物(l1)被第一传送机(2)转移到第二传送机(3)的初始部分并定位在所述初始部分,则第二系列带(30)的上支路(31)是可升起的(例如通过适当的执行机构,未图示为已知类型)以使提升元件(32)的位置高于第一传送机(2)的第一系列带(20)的上支路(21)(具体参见图3b和4b)。
45.这样,提升元件(32)邻接并提升板状物(l1),使其超出第一传送机(2)的第一系列带(20)的上支路(21),以便第二传送机(3)可被启动以将板状物(l1)转移到下游,从而将板状物(l1)与仍然存在于第一传送机(2)上的其它板状物(l)分离(具体参见图2b和图3c至4c)。
46.由于第二传送机(3)的存在,以及其相对于第一传送机(2)的特殊布置,特别是第一系列带(20)的部分、第一传送机(2)的最后部分以及第二系列带(30)的部分相互布置和相互插入,在第二传送机(3)的初始部分,并且在第二传送机(3)的第二系列传送带(30)的至少一个上支路(31)上存在提升元件(32),本发明的转移系统(100)能够从第一传送机(2)上存在的一排板状物中的剩余其它物中快速有效地分离和提取板状物。
47.提升将从第一传送机上存在的成排的剩余其它物中分离和提取的板状物的事实导致避免现有技术的转移系统中存在的问题,其中从成排的相邻物中提取和分离的物件容易掉落,以及因此可能受到损害。
48.第二传送机(3)的第二系列带(30)的带(30)是齿形带,其在相对启动齿形带轮上以闭环缠绕。
49.这使得,包括在具有显著尺寸和重量的板状物的情况下,能够以高速从第一个传送机(2)上存在的物行的相邻位置分离和提取物,而不存在任何滑动的风险。
50.下面示出本发明的转移系统(100)的进一步和其它有利方面。
51.转移系统(100)被配置成使得第一传送机(2)的长度大于辊(10)传送机(1)的宽度,使得与第二传送机(3)的第二系列传送带(30)的部分插入的第一系列传送带(20)的部分从辊(10)传送机(1)横向伸出。
52.这样,物分离发生的区域被布置在辊传送机(1)的外部或侧面。
53.这使得能够终止提取成排物件中的最后一个物件,完全释放辊传送机(1),从而能够在第一系列带(20)上方的第一个传送机(2)处传送和定位下一排板状物(l)。
54.在另一个有利方面中,转移系统(100)被配置成使得第二传送机(3)的第二系列传送带(30)的上支路(31)是可升起的,使得提升元件(32)被提升到比第一系列传送带(20)的上支路(21)、上支路(31)更高的水平,第二传送机(3)的第二系列传送带(30)相对于第一传送机(2)的第一系列传送带(20)的上支路(21)保持在降低位置(例如,具体参见图4a)。
55.这有利地使得能够启动第一传送机(2)以将随后的板状物运输和定位到第二传送机(3)的初始部分,同时第二传送机(3)将先前的板状物转移到下游。
56.在另一优选方面中,转移系统(100)可包括检测装置(5)(例如由光电池或另一等效光学检测机构构成),其被定位和预处理以检测第一传送机(2)上存在的成排(f)板状物(l)中的板状物(l1)何时从第一传送机(2)传送到第二传送机(3)的初始部分,传送到第二系列传送带(30)上。
57.这样,只要检测装置(5)检测到板状物在第二系列带(30)上方的第二传送机(3)的初始部分的位置,第二系列带(30)的上支路(31)就可以升起,使得提升元件(32)可以抵接和升起板状物(l1)在第一传送机(2)的第一系列传送带(20)的上支路(21)之外,然后第二传送机(3)可被启动以将板状物转移到下游,从而从仍然存在于第一传送机(2)上的一排板状物中分离并提取板状物。
58.本发明的转移系统(100)的另一个和其它有利方面如下。
59.其配置和实现还包括第二辊(40)传送机(4),所述第二辊(40)传送机(4)在第二传送机(3)的终端部分(35)处布置有相对部分(41),使得第二传送机(3)的第二系列带(30)的带(30)插入第二辊(40)传送机(4)的辊(40)之间(例如,参见图1)。
60.特别地,第二传送机(3),一旦第二系列传送带(30)的上支路(31)被提升,使得提升元件(32)提升从第一传送机(2)转移到第二系列传送带(30)上方的第二传送机(3)的初始部分的成排(f)板状物(l)的物件(l1)在第一系列传送带(20)的上支路(21)之外,可启动以将相对终端部分(35)处的板状物(l1)转移到第二辊(40)传送机(4)上。
61.然后,第二传送机(3)的第二系列传送带(30)的上支路(31)可相对于第二辊(40)传送机(4)的辊(40)降低,从而使提升元件(32)位于辊(40)下方,从而使板状物(l1)靠在辊(40)上。
62.这样,从第一传送机(2)上存在的一排板状物中分离和提取的板状物被快速有效地转移和定位到第二辊传送机(40)上。
63.然后,第二辊传送机(40)可被启动,以沿运输方向(v3)将板状物(l1)转移到例如适当的工作站或储存站。
64.第二传送机(3)的第二系列传送带(30)可被启动,以将提升元件(32)返回到第二传送机(3)的初始部分,同时,第一传送机(2)已将一排板状物中的后续物件转移到所述初始部分。
65.第二传送机(3)的第二系列传送带(30)的传送带(30)可以例如被启动以执行完整的旋转,将提升元件(32)返回到第二传送机(3)的初始部分,或者也可以在相反的意义上被启动以返回提升元件(32)至第二个传送机(3)的初始部分。
66.提升元件(32)可与第二传送机(3)的第二系列传送带(30)的一个或多个上支路(31)相关联。
67.例如,根据为启动第二传送机(3)而选择的方式,可能只有一组提升元件(32),或
者可能有多组提升元件(32)沿第二系列传送带(32)的延伸部分布置(带完全旋转或将带返回到第二传送机初始部分的物件提升位置)。
68.以下参考附图,从图1所示的情况开始,描述本发明的转移系统(100)的可能功能模式,其中辊(10)传送机(1)已经传送并定位了一排(f)板状物(l),在第一个传送机(2)上方的终端部分(11)处,已退出烧窑。
69.然后,将第一传送机(2)的第一系列带(20)的上支路(21)提升至紧靠并提升辊(10)传送机(1)的辊(10)上方的成排(f)板状物(l)(例如,参见图3a的箭头),从而提升第一传送机(2)通过第一系列传送带(20)沿转移方向(v2)传送成排(f)板状物(l),以便将成排(f)第一板状物(l1)朝向第二传送机(3)的初始部分传送到第二系列传送带(30)上(参见图2a、3a、4a)。
70.当检测装置(5)在第二传送机(3)的初始部分检测到片状物(l1)时,第一传送机(2)停止,同时第二传送机(3)的第二系列传送带(30)的上支路(31)升起,使得提升元件(32)紧靠板状物(l1)并将其提升到第一个传送机(2)的第一系列带(20)的上支路(21)之外(参见图3b、4b)。
71.第二传送机(3)的第二系列传送带(30)的上支路(31)被提升到相对于第一传送机(2)的第一系列传送带(20)的上支路(21)保持较低水平的位置(具体参见图4b)。
72.此时,第二传送机(3)被启动,以便将板状物(l1)转移到第二辊(40)传送机(4)上(例如,参见图2b、3c和4c)。
73.因此,第二传送机(3)的第二系列传送带(30)的上支路(31)可降低,以便将提升元件(32)置于第二辊(40)传送机(4)的辊(40)下方,从而使板状物(l1)靠在辊(40)上。
74.然后,第二辊(40)传送机(4)可被启动以在运输方向(v3)上传送板状物(l1),以便将板状物输送到例如特殊工作站或储存站。
75.同时,第一传送机(2)可以新启动,以将第二板状物(l2)传送到第二传送机(3)的初始部分,在第二系列带(30)上方;当检测装置(5)检测到片状物(l2)时,第一传送机(2)立即停止。
76.另一方面,一旦第一板状物(l1)被放置在第二辊(40)传送机(4)的辊(40)上,第二传送机(3)被启动,以将提升元件(32)返回到第二板状物(l2)下方的第二个传送机(3)的初始部分(例如,参见图2c、3d和4d)。
77.此时,重复上述从第一传送机(2)的第一系列传送带(20)升起第二板状物(l2)并将其转移到第二辊(40)传送机(4)上的操作。
78.重复所述操作顺序,直到成排板状物的所有物件首先定位在第二传送机的初始部分,然后转移到第二辊(40)传送机(4)上。
79.例如,在图中所示的情况下,其中成排(f)板状物(l)由四个物件组成,将重复上述操作,直到成排的第三板状物(l3)和第四板状物(l4)从第一辊(10)传送机(1)移开,彼此分离,然后转移到第二辊(40)传送机(4)上(具体参见图2d)。
80.当成排(f)板状物(l)中的最后一个物件(l4)被置于第传送机(3)的初始部分上方时,第一传送机(2)的第一系列带(20)的上支路(21)可以被新降到第一辊(10)传送机(1)的辊(10)的位置下方,以便第一辊(10)传送机(1)可将第二排(f2)板状物输送至第一传送机(2)上方的终端部分(11)并将其定位(参见图4d)。
81.例如,陶瓷砖等板状物的转移系统已参照从烧窑出口处转移板状物来描述。
82.本技术并非排他性的,因为转移系统可同样用于从水平干燥器出口转移板状物等,例如瓷砖或其它类似建筑用物。
83.实质上,在烧窑出口处的转移系统的应用不构成限制和排他性限制,并且本发明的转移系统也可用于要求转移板状物或类似物的其它应用,排成一排,用于分离和提取组成所述排的单个物件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1