用于提供分类的闭元件的设备的制作方法
1.本发明涉及提供分类的封盖元件的领域,其目的是在生产线上供应下游工作站。
2.优选地,这种封盖元件包括用于封闭容器的封盖,该容器具体为由玻璃或金属(具体为铝)制成的瓶或瓶子。然而,本发明将发现通常具有圆柱形、圆锥形或截头圆锥形形状的封盖元件的应用。所述封盖元件可以由任何类型的材料制成,特别是塑料或金属。
3.此外,容器包括口部形式的开口,其通常位于颈部的上部。在填充之后,容器的开口通过诸如盖的封盖元件密封地封闭。这种盖通常具有扁平的管状形状,类似于中空的盘。所述盖通过凹形底部封闭,以便在内部容纳密封件,一旦盖定位成与口部接触,该密封件就确保密封。这种盖具有锯齿状的周边边缘,这是通过冲压特别是由厚的锡板制成的金属板来制造盖的结果。该锯齿状边缘包括从底部朝向外部的张开部,该张开部给予该盖以“冠状部”(或“冠盖”)的名称。
背景技术:
4.以已知的方式,盖形式的封盖元件的提供通过通常称为“盖供给器(cap-feeder)”的分类模块来实现。这种分类模块在入口处接收以松散的形式倾倒到诸如料斗的储存器中的所述盖。该模块对这些盖进行分类,以便将它们依次设置在适当的位置,从而将分类的盖连续地供应到位于生产线下游的工作站。这种下游工作站的主要作用是填充容器,然后通过分类的盖封闭容器。例如,所述下游工作站可以包括装瓶模块,该装瓶模块设置有用于对容器进行封盖的单元,或者设置有用于对所述封盖元件进行消毒的单元。
5.换句话说,分类模块使得能够取起最初处于颠簸状态的盖,并将所有这些盖正确地定向在规则且连续的流中,该流至少供应下游工作站,该下游工作站的功能是通过盖封闭每个容器。这种分类模块通常被称为“盖供给器”。
6.现有的分类模块在其下部包括容纳松散形式的封盖元件的储存器,并且穿过所述储存器的提升装置通常由竖直定向并被驱动的环形带形成,以便提取并提升所述盖。更具体地,所述带在外表面上具有沿其长度并置的一连串夹板。所述夹板是平杆的形式,其具有矩形平行六面体形状。这种夹板间隔开,以便提供从所述带的一个边缘横向延伸到另一个边缘的壳体,两个夹板之间的间隔大致对应于储存器内的待被拾取的所述盖的直径。此外,带的倾斜度、所述夹板的构造和尺寸确保了所拾取的盖的确定定位。
7.具体地,在输送机的竖直运动过程中,以不同于期望配置的配置(例如上下颠倒或交错)定位在壳体中的盖是不平衡的,从其壳体倾斜并在重力的作用下自然地下落。因此,一旦它们到达行程的末端,只有以选定配置布置的盖保持在壳体内。这种分类技术通常被称为“瀑布”技术。
8.主要问题在于这样的事实,即被输送到提升装置的出口的所述规则流必须具有正确定位的盖,最具体地,它们的开口面朝向壳体的外侧定向,并且它们的锯齿状边缘朝向壳体的外侧。
9.目前,一旦它们已经到达提升装置的顶部,盖已经进行了分类,这使得不可能确定
地确保没有盖具有不正确的定向。
10.为了在盖的提升过程中改进盖的分类,已经想象了修改用于容纳所述盖的壳体的形状。
技术实现要素:
11.现有的解决方案包括夹板,夹板的上边缘面具体地成形为便于容纳盖的锯齿状周边边缘。具体地,上边缘面具有凹形部分,该凹形部分在所述夹板中的每个的整个长度上形成凹槽。更具体地,该凹槽相对于每个夹板的厚度是不对称的,最凹入(reentrant)点朝向所述夹板的外表面定位,即位于带的搁置所述夹板的相对侧上的面。因此,与从后部延伸的斜面的倾斜相比,该凹槽从前部到最凹入点具有更陡峭的倾斜斜面。此外,这些斜面的倾斜度对应于锯齿状周边边缘的张开度。
12.因此,从设置在两个夹板之间的壳体中的槽拾取的盖通过其锯齿状周边边缘的底部经由其下部插入到所述槽中。正确定向的盖(其张开部转向外侧)看到其周边边缘与壳体的下夹板的凹槽的斜面相一致。此外,插入到凹槽中允许盖完全进入壳体中,即,周边边缘的顶部插入到顶部夹板的下边缘面的下方。
13.以其他方式,盖部分地或甚至完全地被引入到凹槽中,并且因此被引入到上夹板的下边缘和下夹板的所述凹槽之间的壳体中。其重心偏移,并且这更强烈地引起其不平衡以及其朝向料斗的下落。
14.另外,通过与提升输送机的带配合的分类装置,可以加强不平衡,以便于使存在于所述壳体中的不良定向的盖落下。这种分类装置可包括适于诸如例如通过产生带的振动、推动吹气或通过改变所述带在一定距离上的倾斜、在所述带的上升线处形成凸台或“速度凸起”来放大盖的不平衡的装置。
15.然而,这种解决方案仍然不完全令人满意。具体地,不良定向的盖仍然被送往规则的连续流。然后有必要在下游单元进行检测,以便排出不良定向的盖。
16.此外,当存在于壳体内的盖被送出时,顶出装置是已知的。这种装置可以是各种类型的,具体为气动的、发送脉冲或压缩空气,或者甚至简单地使用重力效应。另一种解决方案可以包括机械装置,诸如这样一个构件,该构件进行移动以便沿着所述壳体从一端朝向相对端横向推动,从而沿一条线推动盖直到为此目的设置的出口。因此,不良定向的盖可以与相邻的正确定向的盖嵌套,并与其它盖顶出,而其并不应被顶出。此外,不良定向的盖可以固定在壳体的壁上。突然固定的盖的线随后可能损坏构件和夹板,而且也可能使此时被压缩的盖弯曲,或甚至剧烈地推动它们。
17.本发明的目的是通过提出通过壳体的上夹板的下边缘面的具体且确定的形状来改进冠型盖的分类来克服现有技术的缺点。
18.具体地,本发明提供了一种圆顶形下边缘面,其具有凸形部分,以便确定其深度形状在盖正确定向时与盖的轮廓完全匹配的壳体。
19.为此,用于提供分类的封盖元件(其具体为“冠”类型盖的形式)的提供设备包括:
[0020]-储存容积部,用于以松散形式储存所述盖;
[0021]-提升输送机,呈带的形式,该带设置有进入所述储存容积部的上升线;
[0022]-所述提升输送机在其外表面上包括多个夹板,多个夹板相对于所述带横向定向
并且间隔开,以便在下夹板的上边缘面和上夹板的下边缘面之间确定壳体,每个壳体在其穿过所述储存容积部时拾取多个所述盖;
[0023]-用于通过使存在于所述壳体内的盖不平衡进行分类的分类装置,所述分类装置与所述提升输送机的运动相协作,以便于使存在于所述壳体内的不良定向的盖落下。
[0024]
这种提供设备的特征在于,上夹板的下边缘面具有与所述带相对的凸形部分。
[0025]
根据非限制性的附加特征,所述凸形部分可以相对于所述带的表面具有角度,所述角度是相对于所述盖的边缘的倾斜度确定的。
[0026]
所述凸形部分可以是圆形的。
[0027]
所述凸形部分可以以与所述盖的周边边缘的张开口相对应的圆弧圆化。
[0028]
壳体可以包括在下夹板的上边缘面和上夹板的凸形部分的下边缘面的最低点之间抵靠带定位的后部距离,所述后部距离小于盖的锯齿状边缘的外径。
[0029]
下夹板的上边缘面可包括形成凹槽的凹形部分。
[0030]
所述凹槽可以具有不对称的截面,并且包括抵靠带定位的后斜面,该后斜面的倾斜度小于朝向壳体的外部相对定位的斜面的倾斜度。
[0031]
本发明还涉及单独的夹板,其具体地用于装配用于提供分类的封盖元件的提供设备。
[0032]
这种用于提供分类的封盖元件的提供设备的夹板包括扁平的杆,其特征在于,所述夹板的所述杆的下边缘面具有凸形部分。
[0033]
根据非限制性的附加特征,所述凸形部分可以是圆形的。
[0034]
所述夹板的杆的上边缘面可包括形成凹槽的凹形部分。
附图说明
[0035]
根据以下参照附图对本发明的非限制性实施方式的详细描述,本发明的其它特征和优点将变得显而易见,在附图中:
[0036]
图1示意性地示出了用于提供分类的封盖元件的设备的实施方式的立体图;
[0037]
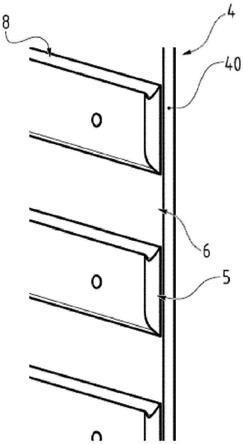
图2示意性地示出了提供设备的细节的立体图,其部分地示出了提升输送机;
[0038]
图3示意性地示出了根据第一实施方式的夹板的一部分的立体图;
[0039]
图4示意性地示出了类似于图3的视图,其示出了根据另一个实施方式的夹板;
[0040]
图5示意性地示出了根据一个实施方式的壳体的截面图,其示出了通过插入正确定向的盖的定位;以及
[0041]
图6示意性地示出了根据一个实施方式的壳体的截面图,其示出了不良定向且不平衡的盖。
具体实施方式
[0042]
本发明涉及在用于生产和加工形成容器的产品的工业生产线上提供封盖元件。所述封盖元件均用于在产品中的一个产品被填充之后封闭该产品的开口。
[0043]
具体地说,容器包括口部形式的开口,该开口通常位于颈部的上部。在填充之后,容器的开口通过封盖元件密封地封闭,该封盖元件优选为盖1的形式。
[0044]
这种盖1通常具有扁平的管状形状,由凹形底部封闭,以便在内部容纳密封件,一
旦盖1定位成与口部接触,该密封件就确保密封。这种盖1具有锯齿状周边边缘,这是通过冲压金属片进行制造而形成的,该金属片具体地由厚的锡板制成。该锯齿状边缘包括从底部朝向外部的张开口,给予这样的盖1以名称“冠状部”(或“冠盖”)。
[0045]
这种盖1的示例在图5和6中的截面图中是可见的。
[0046]
在本文中,盖1形式的封盖元件的提供通过分类模块实现,该分类模块在入口处接收所述盖1。该模块对这些盖1进行分类,以便将这些盖1设置在适当的位置,从而将分类的盖1连续地供应到位于生产线下游的工作站,例如封盖站。
[0047]
因此,本发明涉及用于提供分类的封盖元件的提供设备2。
[0048]
提供设备2被供应有封盖元件,即盖1。这样的供应可以从位于上游的站实现,例如用于制造封盖元件的模块,例如用于冲压盖1的站。然后可以自动进行这种供应。
[0049]
该供应还可以通过倾倒先前已经制造和打包(例如在纸箱中)的盖1来实现。这些纸箱由操作者在设备2中清空,使得盖1可以被拾取和分类。
[0050]
为此,提供设备2包括用于以松散形式储存所述盖1的容积部3。优选地,该储存容积部3可具有料斗或槽的形式,其与提供设备2一体,特别是形成提供设备2的一体部分或者牢固地附接到其结构上。
[0051]
在被拾取和分类之前,盖1供应储存容积部3并暂时保持在那里。
[0052]
为此,提供设备2包括呈带40形式的提升输送机4,带40设置有进入所述储存容积部3的上升线。输送机4优选地为环形带型,所述带40绕返回辊卷绕,所述返回辊是自由的和机动的。
[0053]
此外,输送机4的所述带40竖直地或基本上竖直地延伸。因此,马达从底部朝向顶部驱动上升线,从而从所述储存容积部3输送盖1。
[0054]
为此,所述提升输送机4在其外表面上包括多个夹板5。这些夹板5紧固到所述带40上。
[0055]
所述夹板5相对于所述带40横向定向。换句话说,所述夹板5定位成横跨输送机4的宽度,从带40的一个边缘延伸到另一个边缘。因此,夹板5水平地或基本上水平地延伸。夹板5彼此平行。因此,夹板5相对于输送机4的运动方向正交。
[0056]
此外,夹板5间隔开,以便确定壳体6。因此,壳体6形成在下夹板50的上边缘面501和上夹板51的下边缘面510之间。总之,两个相邻的夹板50、51在它们彼此面对的边缘之间构成壳体6。
[0057]
夹板5、50、51具体地以规则的间隔间隔开。
[0058]
此外,每个夹板5、50、51可以是扁平杆的形式,该扁平杆通常为矩形平行六面体形状。
[0059]
每个壳体6在其穿过所述储存容积部3时拾取多个所述盖1。因此,确定夹板5、50、51之间的间隔,使得壳体6的尺寸对应于封盖元件的尺寸,特别是封盖元件的外径,使得所述封盖元件在通过所述封盖元件时至少部分地进入壳体6。
[0060]
应当注意,在该拾取过程中,封盖元件可以以任何定向被引入到壳体6中,即,它们的顶部转向带40,或者与所述带40相对而转动为朝向外部。在图5中可以看到其顶部转向带40的盖1的示例,而在图6中可以看到以相反方向定向的盖1。
[0061]
与在提供设备2的出口处一样,封盖元件必须全部以相同的方式定向,优选地,它
们的顶部转向带40,沿另一方向转动的封盖元件应该被分类。
[0062]
为此,提供设备2在封盖元件上升期间通过产生封盖元件的不平衡来提供第一次分拣,使得如果这些封盖元件不良定向,或者甚至不良定位或者不良引入到壳体6中,这些元件在重力的作用下下落。优选地,不平衡的封盖元件朝向储存容积部3下落,在那里它们可以被再次拾取。因此,这种提供设备2通常被称为“瀑布”型设备。
[0063]
因此,提供设备2包括用于通过使存在于所述壳体6内的盖1不平衡来进行分类的装置9。该分类装置9与所述提升输送机4的运动相配合,以便使所述壳体6中存在的不良定向的盖1下落。
[0064]
这种分类装置9可以包括适于例如通过产生带40的振动、通过推动吹气或通过在一定距离上改变所述带40的倾斜而在所述带40的上升线处形成凸台或“速度凸起”来放大盖1的不平衡的装置。
[0065]
为了在封盖元件由输送机4提升期间改进封盖元件的分类,提供设备2提供特定形状的夹板5、50、51。
[0066]
有利地,至少上夹板51的下边缘面510具有与所述带40相对的凸形部分。换句话说,所述下边缘面510,优选地是每个夹板5、50、51的下边缘面510包括从带40朝向所述夹板5、50、51以递增的斜率倾斜的部分。总之,下边缘面510形成斜面或倒圆。
[0067]
优选地,上夹板51可具有靠着带40设置的后部高度,该后部高度大于其朝向壳体6的外侧相对设置的高度。总之,其后面高于其前面。
[0068]
这种斜面可以是直的或直线的。优选地,所述凸形部分是圆形的,即具有圆弧。因此,该部分朝向外部形成圆顶。
[0069]
优选地,下边缘面500、510可具有圆形凸形部分,即具体地具有圆形部分和直的部分。所述圆形部分可以朝向外部设置,即相对于所述带40以远端方式设置。在图2至图6中可以看到这种具有圆形部分和直线部分的这种凸形部分的示例。
[0070]
此外,这种圆形配置使得在拾取封盖元件期间更容易将封盖元件,特别是盖1引入壳体6中。总之,圆形化允许更好地堆集正确定向的盖1,并且限制了不良定向的盖被引入和保持在壳体6中的可能性。这些方面具体在图5和6中可见。
[0071]
此外,所述凸形部分可以以与所述盖1的周边边缘的张开口相对应的圆弧进行倒圆。总之,至少下边缘面500、510在夹板5、50、51的制造过程中根据与要拾取的压盖元件的尺寸和/或形状相对应的尺寸和/或形状进行机加工。
[0072]
同样,所述凸形部分可以相对于所述带40的面具有角度,所述角度是相对于所述盖1的边缘的倾斜度确定的。该角度优选地沿着所述凸形部分的直线部分以常规方式延伸。该角度相对于与带40的表面正交的平面、即相对于所述带40的法线可以在5
°
与85
°
之间。优选地,在盖1的情况下,相对于带40的所述法线的角度为35
°
。图5最具体地示出了凸形部分的倾斜的角度,其改进了盖1的引入。
[0073]
此外,壳体6可以包括抵靠带40位于下夹板50的上边缘面501和上夹板51的凸形部分的下边缘面510的最低点之间的后部距离7,使得所述后部距离7小于盖1的锯齿状边缘的外径。该距离在图5中具体可见。因此,盖1可以完全地引入到壳体6中,直到其抵靠带40的表面。
[0074]
这样,标准盖1的直径可以在10mm和50mm(毫米)之间,对于冠型盖1优选为26mm、
29mm或32mm。
[0075]
总之,在封盖元件的常规情况下,壳体6的顶壁和底壁的形状可以设置成与封盖元件的形状互补,优选地与盖1的具体形状互补。
[0076]
应当注意,夹板5、50、51的上边缘501、511可以是直的,如具体在图3的实施方式中可见的那样。
[0077]
为了改善正确定向的盖1在壳体6中的保持,下夹板50的上边缘面501可以包括形成凹槽8的凹形部分。
[0078]
这种凹槽8可以由斜面或倒角形成,形成朝向带40的表面的斜面。因此,所述凹槽8由该斜面和带40形成。
[0079]
优选地,所述凹槽8具有不对称的截面,并包括抵靠带40设置的后斜面,该后斜面小于朝向壳体6的外侧相对设置的斜面而倾斜。凹槽8的这种非对称配置在图4至6中具体可见。
[0080]
因此,在提供设备2的出口处,本发明确保所有的封盖元件都被正确地定向。
[0081]
这样,以辅助方式,一旦封盖元件已经被输送机4拾取并以上升方式输送(这在它们的提升过程中实现了分类),就将保留在每个壳体6中的分类的元件向下游发送,具体地为了根据确定的速率参考元件的流动。这种发送特别地通过适当的弹出装置来实现,该弹出装置确保在连续的行中线性地提取存在于每个壳体6中的元件。这种弹出装置可以包括机械推动构件、使用空气(具体为压缩空气)的鼓风机、或者配置成在重力作用下弹出元件的其他构件。
[0082]
以相关的方式,本发明还涉及如上所述的关于其本身的夹板。因此,提供设备2包括这些夹板5中的至少一个。
[0083]
优选地,这些夹板5中的一个包括扁平杆,该扁平杆的下边缘面500、510具有凸形部分/截面。
[0084]
此外,所述凸形部分可以是圆形的。
[0085]
此外,杆的上边缘面501、511可包括形成凹槽8的凹形部分/截面。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1