具有带曲线轮廓的圆周的片材驱动辊的制作方法
1.本公开属于用于诸如纸的片材的驱动系统的技术领域。更具体地,本公开涉及包括辊的驱动系统,辊具有带曲线轮廓的圆周,并且布置成使得当片材不位于两个辊之间时一个辊的曲线轮廓接触另一辊的曲线轮廓。
背景技术:
2.用于由纸生产空隙填充材料的机器在本领域中是众所周知的。这种机器大体上通过从卷纸或折扇式纸中抽取纸幅、以将纸转化为空隙填充材料的方式操纵纸幅,并且然后将转化的材料切断成期望长度的切割区段来操作。
3.尽管这样的机器广泛使用并且已经在商业上取得成功,但是在许多应用中,还需要改进功能。例如,当纸给送通过这些机器时,驱动系统趋向于以一种方式拉动纸,使得可引起纸撕开或撕裂。另外,纸在由驱动系统给送时很容易变得错位。减少这些问题的传统途径可大大增加驱动系统的成本。具有在纸由驱动系统给送时解决纸的损坏和错位的问题,而不会显著增加驱动系统成本的驱动系统将是有利的。
技术实现要素:
4.该概述提供成以简化方式引入原理的选择,其在详细描述中在以下进一步描述。此概述既不旨在识别提出的主题的关键的特征,也不旨在用于有助确定提出的主题的范围。
5.在第一实施例中,垫料转换机包括片材源和转换系统。片材在片材源中处于基本上平坦的构造。转换系统配置成将片材从基本上平坦的构造转换为非平坦的构造。转换系统包括驱动系统,该驱动系统配置成从源并通过转换系统抽取片材。驱动系统包括第一辊和第二辊,其中第一辊的圆周具有第一曲线轮廓,并且第二辊的圆周具有第二曲线轮廓。第一辊和第二辊布置成使得当片材不位于第一辊与第二辊之间时,第一辊的第一曲线轮廓接触第二辊的第二曲线轮廓。当片材位于第一辊与第二辊之间时,驱动系统配置成通过旋转第一辊和第二辊中的至少一个来将片材给送通过驱动系统。
6.在第二实施例中,第一实施例的第一辊和第二辊是模制弹性体轮。
7.在第三实施例中,第二实施例的模制弹性体轮是模制聚氨酯轮。
8.在第四实施例中,第一实施例的垫料转换机还包括偏压机构,该偏压机构构造成将第一辊偏压向第二辊。
9.在第五实施例中,第四实施例的偏压机构包括联接在第一辊的轴杆与第二辊的轴杆之间的压缩弹簧。
10.在第六实施例中,第五实施例的第一辊的轴杆能够相对于第二辊的轴杆移动,使得第一辊和第二辊的轴杆保持基本上平行于彼此。
11.在第七实施例中,第六实施例的第一辊的轴杆能够相对于第二辊的轴杆在允许多层片材通过第一辊与第二辊之间的范围内移动。
12.在第八实施例中,第五至第七实施例中任一项的第二辊的轴杆联接到马达,并且马达配置成驱动第二辊的轴杆的旋转和第二辊的旋转。
13.在第九实施例中,第八实施例的第一辊能够自由地自旋,并且由偏压机构施加在第一辊的轴杆上的力引起第一辊接触片材或第二辊中的一个,使得当第二辊的旋转由马达驱动时,第一辊和第二辊反向旋转。
14.在第十实施例中,第四至第九实施例中任一项的偏压机构能够在片材最初在第一辊与第二辊之间给送时解除接合。
15.在第十一实施例中,当片材不位于前述实施例中任一项的第一辊与第二辊之间时,第一辊上与第二辊的第二曲线轮廓接触的点相切于二维切平面,并且第二辊上与第一辊的第一曲线轮廓接触的点相切于二维切平面。
16.在第十二实施例中,第十一实施例的二维切平面基本上垂直于轴线平面,并且轴线平面穿过第一辊的轴线和第二辊的轴线。
17.在第十三实施例中,前述实施例中任一项的片材是牛皮纸。
18.在第十四实施例中,在第十三实施例的片材源中,牛皮纸成折扇式叠层或成卷。
19.在第十五实施例中,用于给送片材的驱动系统包括第一辊和第二辊。第一辊的圆周具有第一曲线轮廓,并且第二辊的圆周具有第二曲线轮廓。第一辊和第二辊布置成使得(i)当片材不位于第一辊与第二辊之间时,第一辊的第一曲线轮廓接触第二辊的第二曲线轮廓,以及(2)当片材位于第一辊与第二辊之间,第一辊和第二辊中的至少一个的旋转引起片材给送通过驱动系统。
20.在第十六实施例中,第十五实施例的第一辊和第二辊对准,使得当片材不位于第一辊与第二辊之间时,第一辊上与第二辊的第二曲线轮廓接触的点在第一辊的最大圆周上,并且第二辊上与第一辊的第一曲线轮廓接触的点在第二辊的最大圆周上。
21.在第十七实施例中,第十五或第十六实施例中任一项的第一辊和第二辊偏移,使得当片材不位于第一辊与第二辊之间时,第一辊上与第二辊的第二曲线轮廓接触的点不在第一辊的最大圆周上,并且第二辊上与第一辊的第一曲线轮廓接触的点不在第二辊的最大圆周上。
22.在第十八实施例中,第十七实施例的第一辊在第一轴杆上,并且第二辊在第二轴杆上。驱动系统还包括在第二轴杆上的第三辊,其中第三辊的圆周具有第三曲线轮廓。第一辊和第三辊布置成使得当片材不位于第一辊与第三辊之间时,第一辊的第一曲线轮廓接触第三辊的第三曲线轮廓。
23.在第十九实施例中,当在第十八实施例中片材不位于第一辊与第二辊和第三辊之间时,第二曲线轮廓和第三曲线轮廓在第一辊的最大圆周的相对侧上接触第一曲线轮廓。
24.在第二十实施例中,第十八实施例或第十九实施例中任一项的第一轴杆和第二轴杆基本上平行于彼此。
25.在第二十一实施例中,第十五至第二十实施例中任一项的驱动系统还包括偏压机构,该偏压机构构造成将第一辊偏压向第二辊。
26.在第二十二实施例中,第十五至第二十一实施例中任一项的第一辊和第二辊是模制弹性体轮。
附图说明
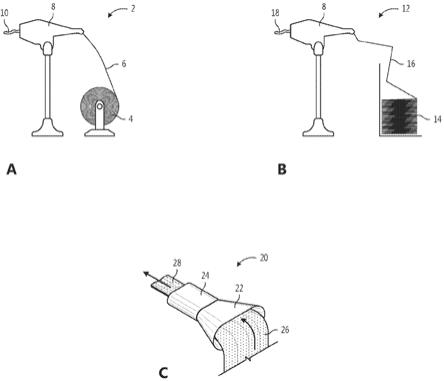
27.当结合附图参考以下详细描述时,所公开的主题的前述方面和许多伴随优点将变得更容易认识到,因为它们变得更好理解,在附图中:图1a和1b描绘了根据本文论述的实施例的包括片材源和转换系统的垫料转换系统的实施例;图1c描绘了根据本文论述的实施例的可包括在垫料转换机中的转换系统的实施例;图2a和2b分别描绘了现有纸垫料机中的一种驱动系统的前视图和侧视图;图3a和3b分别描绘了现有纸垫料机中的另一种驱动系统的前视图和侧视图;图4a和4b分别描绘了根据本文论述的实施例的具有基本上对准的辊的驱动系统的实施例的前视图和侧视图;图5a和5b分别是根据本文论述的实施例的来自图4a和4b中所示的驱动系统的辊之一的侧截面视图和前截面视图;图6a和6b分别描绘了根据本文论述的实施例的作为图5a和5b中所示的辊的变体的辊的实施例;图7a和7b分别描绘了根据本文论述的实施例的具有偏离彼此的辊的驱动系统的实施例的前视图和局部透视图;图8a和8b描绘了根据本文论述的实施例的驱动系统的实施例的前视图,该驱动系统是图7a和7b中所示的驱动系统的变体;图9a和9b分别描绘了根据本文论述的实施例的可用于垫料转换机的转换系统的实施例的前视图和侧视图;图10a和10b分别描绘了根据本文论述的实施例的可用于垫料转换机的转换系统的另一个实施例的前视图和侧视图;图11a和11b分别描绘了根据本文论述的实施例的可用于垫料转换机的转换系统的又一实施例的前视图和侧视图;以及图12描绘了根据本文论述的实施例的转换系统600的实施例的侧视图,该转换系统具有可用于本文公开的转换系统的任何实施例中以将一个辊偏压向另一个辊的偏压机构布置。
具体实施方式
28.本公开描述了用于片材的驱动系统的实施例。在一些实施例中,驱动系统包括具有带曲线轮廓的圆周的辊。辊布置成使得当片材不位于两个辊之间时,一个辊的曲线轮廓接触另一辊的曲线轮廓。驱动系统可用于通过垫料转换机给送诸如纸的片材。
29.图1a中描绘的是垫料转换系统2的实施例。垫料转换系统2包括片材6的源4。在所示的实施例中,源4是成卷片材6。在一些实施例中,片材6是纸基材料,如牛皮纸。在源4中,片材6处于基本上平坦的构造。例如,该卷可容纳单层牛皮纸,该牛皮纸在该卷的宽度上是平的。在另一个实例中,卷可保持多层片材,其中每个层在卷的宽度上是平的。在另一个实例中,单张纸可纵向折叠,使得折叠部两侧的纸是平的,并且纸卷起使得纵向折叠部在卷的一侧上并且两个纵向边缘在卷的另一侧上。卷形式的片材6的源4的许多其它变体是可能
的。
30.垫料转换系统2包括垫料转换机8。垫料转换机8构造成将片材从片材6的基本平坦构造转换成垫10的非平坦构造。在一些实施例中,片材6是牛皮纸,并且垫料转换机8配置成以将牛皮纸转换成可用作低密度空隙填充材料的垫10的方式操纵牛皮纸。在一些实施例中,垫料转换机8包括切断机构来以一定间隔切割垫10以形成单独的垫。在一些实施例中,垫料转换机8还包括驱动系统,该驱动系统配置成将片材6从源4给送(例如,拉动)到垫料转换机8中,并且将片材6给送通过垫料转换机8,同时片材6转换成垫10。
31.图1b中描绘的是垫料转换系统12的实施例。垫料转换系统12包括片材16的源14。在所示实施例中,源14是片材16的折扇式叠层。在一些实施例中,片材16是纸基材料,如牛皮纸。在源14中,片材16处于基本上平坦的构造。例如,折扇式叠层可保持单层牛皮纸,该牛皮纸在横向折叠部之间并且横跨折扇式叠层的宽度是平的。在另一个实例中,折扇式叠层可保持多层片材,其中每层在横向折叠部之间并且横跨折扇式叠层的宽度是平的。折扇式叠层形式的片材6的源4的许多其它变体是可能的。垫料转换系统12中的垫料转换机8与垫料转换系统2中的垫料转换机8相同,并且能够将片材16转换成垫10。
32.图1c中描绘的是转换系统20的实施例,该转换系统可包括在本文所述的任何垫料转换机中,包括垫料转换机8。转换系统20包括漏斗装置22和驱动系统24。漏斗装置22构造成接收片材26并开始使片材26变形。在所示的实施例中,片材26在漏斗装置22的上游处于基本上平坦的构造。在一些实施例中,漏斗装置22可引起片材26在片材26到达漏斗装置22之前卷曲、折叠或以其它方式变形。驱动系统24配置成从源(例如,卷或折扇式叠层)并通过转换系统20抽取片材26。在一些实施例中,驱动系统24配置成随着片材26穿过驱动系统24而使片材26进一步变形。在片材26穿过转换系统20之后,片材26以非平坦构造存在于转换系统20中。在所示的实施例中,片材26以垫28的形式的非平坦构造存在于转换系统20中。
33.现有的纸垫料机包括驱动系统。图2a和2b分别描绘了驱动系统30的实施例的前视图和侧视图。驱动系统30是双圆柱辊型驱动系统。驱动系统包括圆柱辊32和34。圆柱辊32在轴杆36上,并且圆柱辊34在轴杆38上。轴杆36和38在x方向上沿轴向延伸并且沿轴向平行于彼此。圆柱辊32和34各自在单个方向上相切于xz平面40。在所示的实施例中,圆柱辊32和34在z方向(如图2b可见)上但不在x方向上(如图2a可见)相切于xz平面40。片材在圆柱辊32和34之间通过。圆柱辊32和34中的至少一个受驱动使得圆柱辊32和34反向旋转以给送片材。
34.图3a和3b分别描绘了驱动系统50的实施例的前视图和侧视图。驱动系统50是双正齿轮辊型驱动系统。驱动系统包括正齿轮52和54。正齿轮52在轴杆56上,并且正齿轮54在轴杆58上。轴杆56和58在x方向上沿轴向延伸并且沿轴向平行于彼此。正齿轮52和54的齿在夹点62处接触彼此。在夹点62处,正齿轮52和54的齿均在单个方向上相切于xz'平面60。在所示的实施例中,在夹点60处的正齿轮52和54的齿在z'方向上(如图3b中可见)但不在x方向上相切于xz'平面60。片材在正齿轮52和54之间通过。正齿轮52和54中的至少一个受到驱动,使得正齿轮52和54反向旋转以给送片材。
35.现有的纸垫料机使用广泛,并且已经在商业上取得成功。然而,现有纸垫料机中的驱动系统存在缺陷。例如,驱动系统趋向于以一种方式拉动纸,使得可引起纸撕开或撕裂。另外,纸在由驱动系统给送时很容易变得错位。例如,在驱动系统30中,纸通常在负z方向上在圆柱辊32和34之间给送。然而,如果纸以相对于负z方向的微小角度均匀给送,则在进纸
时纸将趋向于转移到圆柱辊32和34的一侧。在所示实施例中,纸趋向于在x方向或负x方向上转移到圆柱辊32和34的一侧。类似地,在驱动系统50中,纸通常在负z方向上在正齿轮52和54之间给送。然而,如果纸以相对于负z方向的微小角度均匀给送,则在进纸时纸将趋向于转移到正齿轮52和54的一侧。在所示的实施例中,纸趋向于在x方向或负x方向上转移到正齿轮52和54的一侧。随着驱动系统继续操作,纸与驱动系统一侧的这种错位可引起纸撕开或撕裂。
36.减少这些驱动系统问题的传统途径可大大增加驱动系统的成本。例如,在驱动系统30中,可开发非标准辊以减少错位的可能性。然而,非标准辊可能很昂贵,引起驱动系统30以及因此纸垫料机更昂贵。在另一个实例中,在驱动系统50中,使用除正齿轮之外的齿轮(例如,斜齿轮等)来试图控制纸的对准。然而,这种齿轮可能很昂贵并且可产生其它困难,如轴向推力和需要将轴承添加到系统中。在纸由驱动系统给送时解决纸的损坏和错位的问题,而不会增加驱动系统成本的驱动系统将是有利的。
37.本文描述的是可包括在垫料转换机的转换系统中的驱动系统的实施例。在一些实施例中,驱动系统构造成从垫料转换机中的片材源抽取片材。在一些实施例中,片材是纸,如牛皮纸。在一些实施例中,驱动系统包括具有带曲线轮廓的圆周的至少两个辊。在一些实例中,辊是模制弹性体轮,如模制聚氨酯轮,其获得容易且相对廉价。当片材不位于辊之间时,辊的曲线轮廓接触彼此,使得辊在二维上相切于通过辊之间的平面。当片材位于辊之间时,驱动系统配置成通过旋转辊中的至少一个来将片材给送通过驱动系统。
38.图4a和4b分别描绘了驱动系统100的实施例的前视图和侧视图。驱动系统100包括辊110和辊130。辊110和130中的每一个都是轮的形式。辊110包括轮毂112、接触材料114和联接器116。类似地,辊130包括轮毂132、接触材料134和联接器136。在一些实施例中,轮毂112和132由刚性材料形成,如金属。在一些实施例中,接触材料114和134由弹性材料制成,如弹性体。例如,接触材料114和134可由尿烷或聚氨酯制成。在一些实施例中,接触材料114和134由弹性体制成,当根据astm d2240测量时,其硬度计硬度在约72a至约98a的范围内。联接器116和136构造成将辊110和130联接到轴杆。在所示实施例中,辊110在轴杆118上,并且辊130在轴杆138上。在一些实施例中,联接器116和136是轴承,其构造成减少辊110和130与辊110和130在其上旋转的轴杆之间的摩擦。
39.如图4a中可见,辊110的圆周具有曲线轮廓120,并且辊130的圆周具有曲线轮廓140。在所示实施例中,辊110的曲线轮廓120和辊130的曲线轮廓140具有基本相似的形状。当片材未放置在辊110和130之间时,如图4a和4b中的情况,辊110的曲线轮廓120与辊130的曲线轮廓140接触。如果将诸如纸的片材插入辊110和130之间,则驱动系统100配置成通过旋转辊110和130中的至少一个来给送片材。
40.轴杆118和138在x方向上沿轴向延伸并且沿轴向平行于彼此。辊110和130各自在两个方向上相切于二维切平面102。在所示实施例中,二维切平面102是xz平面,并且辊110和130在x方向(如图4a中可见)上和在z方向(如图4b中可见)上相切于二维切平面102。在一些实施例中,辊110和130的曲线轮廓120和140之间的接触称为"切线-切线接触"(因为在两个方向上相切),或"点-切线接触"(因为曲线轮廓120上与曲线轮廓140接触的点和曲线轮廓140上与曲线轮廓120接触的点各自相切于二维切平面102)。当片材位于辊110和130之间时,驱动系统100配置成通过旋转辊110和130中的至少一个来将片材给送通过驱动系统
100。当片材在负z方向上在辊110和130之间给送时,辊110和130的曲线轮廓120和140的切线-切线接触允许片材随着片材给送而在x方向和负x方向两者上转移,而与片材给送到辊110和130中的角度无关。在一些情况下,随着片材在负z方向上在辊110和130之间给送,驱动系统100具有使片材在x方向居中的趋势。
41.在所示实施例中,轴杆118和轴杆138基本上平行于彼此。轴杆118和轴杆138也基本平行于二维切平面102。图4b示出了穿过辊110和130的轴杆118和138的轴平面104(例如,xy平面)。在所示的实施例中,二维切平面102基本上垂直于轴平面104。在所示实施例中,辊110和130在x方向上对准。如图4a中可见,辊110和130的对准导致辊110上与辊130的曲线轮廓140接触的点在辊110的最大圆周上,并且辊130上与辊110的曲线轮廓120接触的点在辊130的最大圆周上。在其它实施例中,辊可为偏移的,下面提供了其实例。
42.在一些实施例中,辊110和130是模制弹性体轮,例如模制聚氨酯轮。模制弹性体轮很容易作为现成零件获得,因为它们用于许多产品,如直排轮滑鞋、滑板车、辊输送机、脚轮等。模制弹性体轮不仅容易获得,而且与其它传统辊(如圆柱辊、正齿轮等)相比,它们也相对廉价。此外,模制弹性体轮设计成承受各种严酷的物理环境,而不会遭受致命的变形。这允许模制弹性体轮可长期使用而无需更换。
43.图5a和5b中分别描绘了弹性体轮形式的辊110的侧截面视图和前截面视图。在一些实施例中,辊130可具有与图5b中所示的辊110的横截面相似的横截面。如图5b中可见,辊110的整个圆周是曲线的。换言之,当查看图5b时,辊110的曲线轮廓120从辊110的左侧延伸到辊110的右侧。
44.图6a和6b分别描绘了辊150和辊170的实施例。辊150包括轮毂152、接触材料154和联接器156。类似地,辊170包括轮毂172、接触材料174和联接器176。在一些实施例中,轮毂152和172由刚性材料形成,如金属。在一些实施例中,接触材料154和174由弹性材料制成,如弹性体。例如,接触材料154和174可由尿烷或聚氨酯制成。在一些实施例中,接触材料154和174由弹性体制成,当根据astm d2240测量时,其硬度计硬度在约72a至约98a的范围内。联接器156和176构造成将辊150和170联接到轴杆。在一些实施例中,联接器156和176是轴承,其构造成减少辊150和170与辊150和170在其上旋转的轴杆之间的摩擦。
45.辊150的圆周具有曲线轮廓160。与辊110类似,辊150的整个圆周都是曲线的。当查看图6a时,辊150的曲线轮廓160从辊150的左侧延伸到辊150的右侧。辊150的曲线轮廓160具有与辊110的曲线轮廓120不同的曲率。具体而言,辊150的曲线轮廓160比辊110的曲线轮廓120更陡峭。与辊110的曲线轮廓120向下延伸至轮毂112相比,辊150的曲线轮廓160也向下延伸更靠近轮毂152。辊170的圆周具有曲线轮廓180。与辊110不同,辊170的圆周不是完全曲线的。具体而言,辊170的圆周包括在曲线轮廓180的部分之间的平坦部分182。当查看图6b时,辊170的曲线轮廓180的一部分从辊170的左侧延伸到平坦部分182,并且辊170的曲线轮廓180的另一部分从平坦部分182延伸到辊170的右侧。在其它实施例中,具有带曲线轮廓的圆周的辊,如辊110、130、150和170的变体,对于本领域技术人员来说是可能的并且将是显而易见的。
46.图7a和7b分别描绘了具有偏离彼此的辊的驱动系统200的实施例的前视图和局部透视图。驱动系统200包括辊210和辊230。辊210和230中的每一个都是轮的形式。辊210包括接触材料214,并且辊230包括接触材料234。在一些实施例中,接触材料214和234由弹性材
料制成,如弹性体。例如,接触材料214和234可由尿烷或聚氨酯制成。在一些实施例中,接触材料214和234由弹性体制成,当根据astm d2240测量时,其硬度计硬度在约72a至约98a的范围内。在所示实施例中,辊210在轴杆222上,并且辊230在轴杆242上。在一些实施例中,辊210和230是模制弹性体轮,如模制聚氨酯轮。模制弹性体轮很容易作为现成零件获得,价格相对便宜,并且通常可长时间使用而不会出现故障。
47.如图7a中可见,辊210的圆周具有曲线轮廓220,并且辊230的圆周具有曲线轮廓240。在所示实施例中,辊210的曲线轮廓220和辊230的曲线轮廓240具有基本相似的形状。当片材未放置在辊210和230之间时,如图7a和7b中的情况,辊210的曲线轮廓220与辊230的曲线轮廓240接触。如果将诸如纸的片材插入辊210和230之间,则驱动系统200配置成通过旋转辊210和230中的至少一个来给送片材。
48.轴杆222和242在x方向上沿轴向延伸并且沿轴向平行于彼此。辊210和230各自在两个方向上相切于二维切平面202。在所示的实施例中,辊210和230是偏移的,使得二维切平面202是x'z平面。辊210和230在x'方向(如图7a中可见)上和在z方向(如图7b中可见)上相切于二维切平面202。在一些实施例中,辊210和230的曲线轮廓220和240之间的接触称为"切线-切线接触"(因为在两个方向上相切),或"点-切线接触"(因为曲线轮廓220上与曲线轮廓240接触的点和曲线轮廓240上与曲线轮廓220接触的点各自相切于二维切平面202)。当片材位于辊210和230之间时,驱动系统200配置成通过旋转辊210和230中的至少一个来将片材给送通过驱动系统200。当片材在负z方向上在辊210和230之间给送时,辊210和230的曲线轮廓220和240的切线-切线接触允许片材随着片材给送而在x'方向和负x'方向两者上转移,而与片材给送到辊210和230中的角度无关。在一些情况下,随着片材在负z方向上在辊210和230之间给送,驱动系统200具有使片材在x'方向居中的趋势。
49.在所示实施例中,轴杆222和轴杆242基本上平行于彼此。在所示的实施例中,二维切平面202基本上垂直于穿过辊210和230的轴杆222和242的轴平面(例如,xy平面)。在所示的实施例中,辊210和230在x方向上偏移。如图7a中可见,辊210和230的偏移导致辊210上与辊230的曲线轮廓240接触的点不在辊210的最大圆周上,并且辊230上与辊210的曲线轮廓220接触的点不在辊230的最大圆周上。
50.当本文描述的驱动系统的一些实施例具有两个辊时,驱动系统可具有两个以上的辊。图8a中描绘的是作为驱动系统200的变体的驱动系统200'的实施例的前视图。与驱动系统200类似,驱动系统200'包括分别位于轴杆222和242上的辊210和辊230。驱动系统200'还包括轴杆242上的辊250。辊250的圆周包括曲线轮廓252。当片材未放置在辊210,230和250之间时,如图8a中的情况,辊250的曲线轮廓252与辊210的曲线轮廓220接触。辊210和250各自在两个方向上相切于二维切平面204。如果将诸如纸的片材插入辊210,230和250之间,则驱动系统200配置成通过旋转辊210,230和250中的至少一个来给送片材。当没有片材放置在辊210,230和250之间时,如图8a中的情况,曲线轮廓240和252在辊210的最大圆周的相对侧上接触曲线轮廓220。
51.图8b中描绘的是作为驱动系统200'的变体的驱动系统200''的实施例的前视图。与驱动系统200'类似,驱动系统200''包括轴杆222上的辊210,并且辊230和250分别位于轴杆242上。驱动系统200''还包括轴杆222上的辊260和轴杆242上的辊270。辊260的圆周包括曲线轮廓262,并且辊270的圆周包括曲线轮廓272。当片材未放置在辊210,230,250,260和
270之间时,如图8b中的情况,辊260的曲线轮廓262与辊250的曲线轮廓252接触,并且辊270的曲线轮廓272与辊260的曲线轮廓262接触。辊250和260各自在两个方向上相切于二维切平面206。辊260和270各自在两个方向上相切于二维切平面208。如果将诸如纸的片材插入辊210,230,250,260和270之间,则驱动系统200配置成通过旋转辊210,230,250,260和270中的至少一个来给送片材。对本领域技术人员来说显而易见的是,在驱动系统中可使用任意数量的辊。
52.图9a和9b分别描绘了可在垫料转换机中使用的转换系统300的实施例的前视图和侧视图。转换系统300包括构造成保持驱动系统304的构件的框架302。驱动系统304配置成从垫料转换机中的片材源抽取片材。在一些实施例中,片材是纸,如牛皮纸。在所示的实施例中,片材的轮廓306的一个实例描绘在辊310与辊320之间。在一些实施例中,辊310和320是模制弹性体轮,如模制聚氨酯轮。辊310具有带曲线轮廓312的圆周,并且辊320具有带曲线轮廓322的圆周。当片材不位于辊310和320之间时,辊310的曲线轮廓312接触辊320的曲线轮廓322。当片材位于辊310和320之间时,驱动系统304配置成通过旋转辊310和320中的至少一个来将片材给送通过驱动系统304。在所示的实施例中,片材的轮廓306布置成使得多层片材通过辊310和320之间。
53.在所示实施例中,驱动系统304包括辊310的轴杆314和辊320的轴杆324。在所示实施例中,轴杆314和324基本上平行于彼此。在一些实施例中,辊310构造成相对于轴杆314自由地旋转,并且辊320不能相对于轴杆324旋转。这样,辊320可通过轴杆324的旋转而受驱动,并且辊310在辊320受驱动时能够相对辊320反向旋转。在所示的实施例中,轴杆314包括位于辊310的一侧与框架302之间的偏压机构316。在一些情况下,偏压机构316构造成将辊310偏压到框架302的侧面之间的基本居中的位置。在所示的实施例中,轴杆324包括位于辊320的一侧与框架302之间的偏压机构326。在一些情况下,偏压机构326构造成将辊320偏压到框架302的侧面之间的基本居中的位置。在所示的实施例中,辊310和320对准,使得当片材不位于辊310和320之间时,辊310上与辊320的曲线轮廓322接触的点在辊310的最大圆周上,并且辊320上与辊310的曲线轮廓312接触的点在辊320的最大圆周上。
54.转换系统300还包括偏压机构330,偏压机构构造成将辊310偏压向辊320。在所示实施例中,偏压机构330是压缩弹簧,其在辊310的轴杆314和固定地联接到框架302的柱332之间延伸。在图9a和9b所示的实施例中,辊320的轴杆324不能相对于框架302平移移动。因此,在所示的实施例中,当偏压机构330在辊310的轴杆314与柱332之间延伸时,偏压机构330联接在辊310的轴杆314与辊320的轴杆324之间。辊310的轴杆314穿过框架302中的允许轴杆314平移移动的槽308。当没有片材位于辊310和320之间时,槽308允许辊310偏压向辊320。当片材在辊310和320之间通过时,特别是当多层片材和/或变形(例如,折叠或起皱的)片材在辊310和320之间通过时,槽308还允许辊310移离辊320。在一些实施例中,偏压机构330构造成在片材最初在辊310和320之间给送时解除接合。例如,压缩弹簧的钩可从轴杆314移除,使得用户可手动提升辊310,同时用户手动地将片材的初始部分给送通过辊310和320。
55.转换系统300还包括马达334。在一些实施例中,马达可为电动马达、热力发动机(例如,内燃发动机)、化学动力马达、气动马达、液压马达或任何其它类型的马达或发动机。在所示的实施例中,马达334固定地联接到框架302。马达334构造成接合轴杆324,并且当马
达334操作时,旋转轴杆324。在一些实施例中,辊320不能相对于轴杆324旋转,使得辊320和轴杆324响应于马达334驱动轴杆324而旋转。在一些实施例中,马达334通信地联接到配置成控制马达334的操作的计算装置(例如,控制器)。例如,计算装置可控制马达334何时操作、马达334操作的速度、马达334生成的转矩等中的一个或多个。
56.在一些实施例中,转换系统300可为也包括片材源的垫料转换机的一部分。片材源可为成卷片材、片材的折扇式叠层或任何其它源。片材在源中处于基本上平坦的构造。转换系统300配置成从源并通过驱动系统304给送片材。转换系统300还配置成将片材从基本上平坦的构造转换成非平坦的构造。在一些实施例中,驱动系统304单独能够将片材从基本上平坦的构造转换为非平坦的构造。在一些实施例中,转换系统300包括其它构件,如漏斗装置或其它曲折路径构件,其构造成随着片材从源给送至驱动系统304而使片材从基本平坦的构造变形。在辊310和320是弹性体轮的实施例中,片材和辊310和320的弹性体材料之间的摩擦可增加驱动系统304将片材给送通过转换系统300的效率。
57.图10a和10b分别描绘了可在垫料转换机中使用的转换系统400的另一个实施例的前视图和侧视图。转换系统400包括构造成保持驱动系统404的构件的框架402。驱动系统404配置成从垫料转换机中的片材源抽取片材。在一些实施例中,片材是纸,如牛皮纸。在所示的实施例中,片材的轮廓406的一个实例描绘在辊410与辊420之间。在一些实施例中,辊410和420是模制弹性体轮,如模制聚氨酯轮。辊410具有带曲线轮廓412的圆周,并且辊420具有带曲线轮廓422的圆周。当片材不位于辊410和420之间时,辊410的曲线轮廓412接触辊420的曲线轮廓422。当片材位于辊410和420之间时,驱动系统404配置成通过旋转辊410和420中的至少一个来将片材给送通过驱动系统404。在所示的实施例中,片材的轮廓406布置成使得单层片材在辊410和420之间通过,并且在辊410和420的任一侧上的片材部分有些变形。
58.在所示实施例中,驱动系统404包括辊410的轴杆414和辊420的轴杆424。在所示实施例中,轴杆414和424基本上平行于彼此。在一些实施例中,辊410构造成相对于轴杆414自由地旋转,并且辊420不能相对于轴杆424旋转。这样,辊420可通过轴杆424的旋转而受驱动,并且辊410在辊420受驱动时能够相对辊420反向旋转。在所示实施例中,轴杆414包括位于辊410的一侧与框架402之间的偏压机构416。在所示的实施例中,偏压机构416构造成沿轴杆414朝向辊420轴向地偏压辊410。在所示实施例中,轴杆424包括位于辊420的一侧与框架402之间的偏压机构426。在所示的实施例中,偏压机构416构造成沿轴杆424朝向辊410轴向地偏压辊420。在所示的实施例中,辊410和420偏移,使得当片材不位于辊410和420之间时,辊410上与辊420的曲线轮廓422接触的点不在辊410的最大圆周上,并且辊420上与辊410的曲线轮廓412接触的点不在辊420的最大圆周上。
59.转换系统400还包括偏压机构430,偏压机构构造成将辊410偏压向辊420。在所示实施例中,偏压机构430是压缩弹簧,其在辊410的轴杆414和固定地联接到框架402的柱432之间延伸。在图10a和10b所示的实施例中,辊420的轴杆424不能相对于框架402平移移动。因此,在所示的实施例中,当偏压机构430在辊410的轴杆414与柱432之间延伸时,偏压机构430联接在辊410的轴杆414与辊420的轴杆424之间。辊410的轴杆414穿过框架402中的允许轴杆414平移移动的槽408。当没有片材位于辊410和420之间时,槽408允许辊410偏压向辊420。当片材在辊410和420之间通过时,特别是当多层片材和/或变形(例如,折叠或起皱的)
片材在辊410和420之间通过时,槽408还允许辊410移离辊420。在一些实施例中,偏压机构430构造成在片材最初在辊410和420之间给送时解除接合。例如,压缩弹簧的钩可从轴杆414移除,使得用户可手动提升辊410,同时用户手动地将片材的初始部分给送通过辊410和420。
60.转换系统400还包括马达434。在一些实施例中,马达可为电动马达、热力发动机(例如,内燃发动机)、化学动力马达、气动马达、液压马达或任何其它类型的马达或发动机。在所示的实施例中,马达434固定地联接到框架402。马达434构造成接合轴杆424,并且当马达434操作时,旋转轴杆424。在一些实施例中,辊420不能相对于轴杆424旋转,使得辊420和轴杆424响应于马达434驱动轴杆424而旋转。在一些实施例中,马达434通信地联接到配置成控制马达434的操作的计算装置(例如,控制器)。例如,计算装置可控制马达434何时操作、马达434操作的速度、马达434生成的转矩等中的一个或多个。
61.在一些实施例中,转换系统400可为也包括片材源的垫料转换机的一部分。片材源可为成卷片材、片材的折扇式叠层或任何其它源。片材在源中处于基本上平坦的构造。转换系统400配置成从源并通过驱动系统404给送片材。转换系统400还配置成将片材从基本上平坦的构造转换成非平坦的构造。在一些实施例中,驱动系统404单独能够将片材从基本上平坦的构造转换为非平坦的构造。在一些实施例中,转换系统400包括其它构件,如漏斗装置或其它曲折路径构件,其构造成随着片材从源给送至驱动系统404而使片材从基本平坦的构造变形。在辊410和420是弹性体轮的实施例中,片材和辊410和420的弹性体材料之间的摩擦可增加驱动系统404将片材给送通过转换系统400的效率。
62.图11a和11b分别描绘了可在垫料转换机中使用的转换系统500的另一个实施例的前视图和侧视图。转换系统500包括构造成保持驱动系统504的构件的框架502。驱动系统504配置成从垫料转换机中的片材源抽取片材。在一些实施例中,片材是纸,如牛皮纸。在所示的实施例中,片材的轮廓506的一个实例描绘在辊510与辊520和540之间。在一些实施例中,辊510,520和540是模制弹性体轮,如模制聚氨酯轮。辊510具有带曲线轮廓512的圆周,辊520具有带曲线轮廓522的圆周,并且辊540具有带曲线轮廓542的圆周。当片材不位于辊510与辊520和540之间时,辊510的曲线轮廓512分别接触辊520和540的曲线轮廓522和542。当片材位于辊510与辊520和540之间时,驱动系统504配置成通过旋转辊510,520和540中的至少一个来将片材给送通过驱动系统504。在所示实施例中,片材的轮廓506布置成使得单层片材在辊510与辊520和540之间通过,并且在辊510与辊520和540之间的片材部分有些变形。
63.在所示实施例中,驱动系统504包括辊510的轴杆514和辊520和540的轴杆524。在所示实施例中,轴杆514和524基本上平行于彼此。在一些实施例中,辊510构造成相对于轴杆514自由地旋转,并且辊520和540不能相对于轴杆524旋转。这样,辊520及540可通过轴杆524的旋转而受驱动,并且辊510在辊520和540受驱动时能够相对于辊520和540反向旋转。在所示的实施例中,轴杆514包括位于辊510的一侧与框架502之间的偏压机构516。在一些情况下,偏压机构516构造成将辊510偏压到框架502的侧面之间的基本居中的位置。在所示的实施例中,辊510相对于辊520和540偏移,使得当片材不位于辊510和辊520之间时,(i)辊510上与辊520的曲线轮廓522接触的点不在辊510的最大圆周上,(ii)辊520上与辊510的曲线轮廓512接触的点不在辊520的最大圆周上,(iii)辊510上与辊540的曲线轮廓542接触的
点不在辊510的最大圆周上,(iv)辊540上与辊510的曲线轮廓512接触的点不在辊540的最大圆周上。另外,当片材不位于辊510与辊520和540之间时,曲线轮廓522和542在辊510的最大圆周的相对侧上接触曲线轮廓512。这种定向可帮助辊510在辊520和540之间居中。
64.转换系统500还包括偏压机构530,偏压机构构造成将辊510偏压向辊520。在所示实施例中,偏压机构530是压缩弹簧,其在辊510的轴杆514和固定地联接到框架502的柱532之间延伸。在图10a和10b所示的实施例中,辊520和540的轴杆524不能相对于框架502平移移动。因此,在所示的实施例中,当偏压机构530在辊510的轴杆514与柱532之间延伸时,偏压机构530联接在辊510的轴杆514与辊520的轴杆524之间。辊510的轴杆514穿过框架502中的允许轴杆514平移移动的槽508。当没有片材位于辊510和520之间时,槽508允许辊510偏压向辊520和540。当片材在辊510与辊520和540之间通过时,特别是当多层片材和/或变形(例如,折叠或起皱的)片材在辊510与辊520和540之间通过时,槽508还允许辊510移离辊520和540。在一些实施例中,偏压机构530构造成在片材最初在辊510与辊520和540之间给送时解除接合。例如,压缩弹簧的钩可从轴杆514移除,使得用户可手动提升辊510,同时用户手动地将片材的初始部分给送通过辊510和辊520和540。
65.转换系统500还包括马达534。在一些实施例中,马达可为电动马达、热力发动机(例如,内燃发动机)、化学动力马达、气动马达、液压马达或任何其它类型的马达或发动机。在所示的实施例中,马达534固定地联接到框架502。马达534构造成接合轴杆524,并且当马达534操作时,旋转轴杆524。在一些实施例中,辊520和540不能相对于轴杆524旋转,使得辊520和540以及轴杆524响应于马达534驱动轴杆524而旋转。在一些实施例中,马达534通信地联接到配置成控制马达534的操作的计算装置(例如,控制器)。例如,计算装置可控制马达534何时操作、马达534操作的速度、马达534生成的转矩等中的一个或多个。
66.在一些实施例中,转换系统500可为也包括片材源的垫料转换机的一部分。片材源可为成卷片材、片材的折扇式叠层或任何其它源。片材在源中处于基本上平坦的构造。转换系统500配置成从源并通过驱动系统504给送片材。转换系统500还配置成将片材从基本上平坦的构造转换成非平坦的构造。在一些实施例中,驱动系统504单独能够将片材从基本上平坦的构造转换为非平坦的构造。在一些实施例中,转换系统500包括其它构件,如漏斗装置或其它曲折路径构件,其构造成随着片材从源给送至驱动系统504而使片材从基本平坦的构造变形。在辊510和520是弹性体轮的实施例中,片材和辊510和520的弹性体材料之间的摩擦可增加驱动系统504将片材给送通过转换系统500的效率。
67.图12描绘了转换系统600的实施例的侧视图,该转换系统具有可用于本文公开的转换系统的任何实施例中以将一个辊偏压向另一个辊的偏压机构布置。转换系统600包括构造成保持驱动系统的构件的框架602。驱动系统包括辊610和620。辊610具有带曲线轮廓的圆周并且辊620具有带曲线轮廓的圆周。当片材不位于辊610和620之间时,辊610的曲线轮廓接触辊620的曲线轮廓。在所示实施例中,驱动系统包括辊610的轴杆614和辊620的轴杆(不可见)。转换系统600还包括马达634,马达配置成驱动辊620的轴杆。
68.转换系统600还包括偏压机构630,偏压机构630构造成将辊610偏压向辊620。在所示的实施例中,偏压机构630是在杠杆臂650与固定地联接到框架602的柱632之间延伸的压缩弹簧。杠杆臂650构造成相对于框架602枢转。在所示实施例中,杠杆臂650固定地连接到轴652,轴穿过框架602中的开孔。在一些实施例中,轴652穿过框架602的两侧并且图12中未
示出的轴的端部固定地联接到框架602另一侧上的另一个杠杆臂。轴杆614联接到杠杆臂650。在另一个杠杆臂位于框架602的另一侧上的实施例中,轴的另一端联接到另一个杠杆臂。杠杆臂650还包括柱654,并且偏压机构630联接在柱654与柱632之间。在另一个杠杆臂位于框架602的另一侧上的实施例中,另一个杠杆臂可包括柱,并且另一个偏压机构可联接在另一个杠杆臂上的柱和框架602的另一侧上的柱之间。
69.在图12所示的实施例中,辊620的轴杆不能相对于框架602平移移动。因此,在所示实施例中,当偏压机构630在柱654与柱632之间延伸时,偏压机构630联接在辊610的轴杆614与辊620的轴杆之间。辊610的轴杆614穿过框架602中的允许轴杆614平移移动的槽608。当没有片材位于辊610和620之间时,槽308允许辊610偏压向辊620。当片材在辊610和620之间通过时,特别是当多层片材和/或变形(例如,折叠或起皱的)片材在辊610和620之间通过时,槽608还允许辊610移离辊620。在一些实施例中,当杠杆臂650围绕轴652枢转时,槽608可基于轴杆614的运动路径而具有弓形形状。在一些实施例中,偏压机构630构造成在片材最初在辊610和620之间给送时解除接合。例如,压缩弹簧的钩可从柱654和/或柱632移除,使得用户可手动提升辊610,同时用户手动地将片材的初始部分给送通过辊610和620。显然,在本文公开的转换系统的其它实施例中,杠杆臂650和偏压机构630的布置可代替将一个辊偏压向另一个辊的偏压机构。
70.为了本公开的目的,诸如"上"、"下"、"竖直"、"水平"、"向内"、"向外"、"内"、"外"、"前"、"后"等用语应解释为描述性的,而不限制要求保护的主题的范围。此外,"包含"、"包括"或"具有"和本文的其变体的使用意思是涵盖随后所列的项目和其等同物,以及附加项目。除非另有限制,否则本文中的用语"连接的"、"联接的"和"安装的"及其变体广泛使用并涵盖直接和间接连接、联接和安装。除非另有说明,否则用语"基本上"、"大约”等用于表示目标值的5%以内。
71.在前面的描述中已经描述了本公开的原理、代表性实施例和操作模式。然而,旨在受保护的本公开的方面不应解释为限于所公开的特定实施例。此外,这里描述的实施例认为是说明性的而不是限制性的。应当认识到,在不背离本公开的精神的情况下,他人可做出变体和改变,并且采用等同方案。因此,明确地旨在所有这样的变体、改变和等同方案都落入如所要求保护的本公开的精神和范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1