玻璃膜的制造方法以及玻璃膜的制造装置与流程
1.本发明涉及玻璃膜的制造方法以及玻璃膜的制造装置。
背景技术:
2.在玻璃膜的制造工序中,通常是在将玻璃膜沿规定方向搬运的同时对玻璃膜实施切断、印刷等制造关联处理。此时,存在在进行制造关联处理的区域或者其周边,利用带式输送机将玻璃膜以与带表面接触的状态进行搬运的情况(例如,参照专利文献1)。通过在玻璃膜的搬运中使用带式输送机,从而具有能够在玻璃膜的一面非接触的状态下进行搬运、在搬运停止时也能稳定地保持玻璃膜等优点。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2012-31031号公报
技术实现要素:
6.发明要解决的课题
7.然而,在如上述那样利用带式输送机搬运玻璃膜的同时实施切断等制造关联处理的情况下,有时成为带式输送机的驱动部的带上下运动(在厚度方向上移动)。这种上下运动由于也当然会向由带支承的玻璃膜传递,因此产生向实施制造关联处理的部位搬入的玻璃膜的高度方向位置不稳定,难以实施准确的制造关联处理这样的问题。
8.对于上述那样的带式输送机,例如如图8所示,考虑利用吸引机构抑制带的上下运动的方法。这里,附图标记101表示带,附图标记102表示从下方支承带的支承体,附图标记103表示对带101的宽度方向两端进行引导的引导构件,附图标记104表示能够向支承体102外排气的排气空间。通过设为这种结构,在对支承体102内的排气空间104进行排气时,通过设置于支承体102的上部的孔105而使位于支承体102的上方的带101接受来自排气空间104的吸气作用。由此,期待在吸附动作的作用下带101被朝向下方吸附从而抑制带101的上下运动,并且能够在带101的上表面接触支承地搬运玻璃膜g。
9.然而,在带101与配置于其宽度方向两端的引导构件103之间,由于进行相对移动的关系,必然存在宽度方向的间隙106(参照图9)。因此,在通过吸气吸引带101时,吸引作用有可能通过带101与引导构件103的间隙106波及到接触于带101上的状态的玻璃膜g。或者,通过较强吸引而使带101向朝下方凸出的方向弯曲变形这一情况也会在带101与引导构件103之间产生相应的间隙106。由此,玻璃膜g通过上述的吸引作用而被约束,因此可能在玻璃膜g产生褶皱等变形。若如此产生褶皱等变形的部分向上述的切断部位等接受制造关联处理的部位搬入,则可能成为产生制造关联处理的处理不良、玻璃膜g的破损的原因。
10.鉴于以上的事由,本发明应解决的技术课题在于,在利用带式输送机搬运玻璃膜时,能够防止在玻璃膜产生褶皱等变形并且有效地抑制带的上下运动,从而对玻璃膜实施良好的制造关联处理。
11.用于解决课题的方案
12.所述课题的解决由本发明的玻璃膜的制造方法实现。即,该制造方法利用带式输送机搬运玻璃膜而实施制造关联处理,其中,带式输送机具备能够对玻璃膜进行支承搬运的带、对带向宽度方向的移动进行限制的第一限制构件以及对带向上方的移动进行限制的第二限制构件,在带的宽度方向两侧设置有沿带的长度方向延伸并位于玻璃膜的支承搬运面的下阶的下阶面,并且在第二限制构件设置有向带的宽度方向中央侧延伸并能够将下阶面向下方按压的按压部。需要说明的是,这里所说的带的宽度方向是指与带的长度方向以及厚度方向均正交的方向。另外,这里所说的位于支承搬运面的下阶的意思是指隔着台阶位于支承搬运面的下方。
13.如此,在本发明的玻璃膜的制造方法中,除了对带向宽度方向的移动进行限制的第一限制构件以外,还设置对带向上方的移动进行限制的第二限制构件。另外,在带的宽度方向两侧设置沿带的长度方向延伸并位于比支承搬运面靠带的厚度方向中央侧的位置的下阶面,并且将能够将该下阶面向下方按压的按压部设置于第二限制构件。由此,带被与按压部的位置相应地限制向上方的移动,因此能够将带的上下运动抑制在规定的范围内。另外,构成为能够将带利用设置于其宽度方向两侧的下阶面向下方按压,因此能够使第二限制构件(的按压部)比支承搬运面向带的厚度方向中央侧退避。由此,能够有效地抑制带的上下运动,并且避免玻璃膜与第二限制构件干涉的情况,而安全地搬运玻璃膜。上述的作用效果在例如利用多个带式输送机支承并搬运带状的玻璃膜时将本发明应用于各带式输送机的情况下是显著的。
14.另外,在本发明的玻璃膜的制造方法中,也可以是,带式输送机还具有对带的下表面进行支承的支承体,带式输送机构成为不能将带吸附于支承体。
15.根据本发明的制造方法,如上述那样,通过抑制带的上下运动从而能够实施对玻璃膜的良好制造关联处理。另外,仅通过配置各限制构件就能够抑制带的上下运动。由此,也不需要用于特意吸附带的机构,由此能够更简化包括支承体的带式输送机。
16.另外,在本发明的玻璃膜的制造方法中,也可以是,第二限制构件固定于第一限制构件。
17.第一限制构件能够对带的宽度方向移动进行限制,因此通常被以定位于带的支承体等的状态固定。因此,通过在该第一限制构件固定本发明的第二限制构件,能够容易且准确地将第二限制构件定位并固定。
18.另外,在本发明的玻璃膜的制造方法中,也可以是,在第二限制构件的按压部与带之间设置有规定的宽度方向间隙。
19.虽然利用第一限制构件限制带在宽度方向上的移动,但为了顺畅地进行带的驱动,需要预先在宽度方向上留有一些游隙(移动量)。因此,通过在第二限制构件的按压部与带之间预先设置规定的宽度方向间隙,从而避免在带沿宽度方向抖动时带与第二限制构件在宽度方向上接触的情况,能够实现顺畅的带的驱动。
20.另外,在本发明的玻璃膜的制造方法中,也可以是,带的与玻璃膜接触的支承搬运面以及与按压部接触的下阶面由互不相同的材质形成。
21.如上述那样,根据本发明的玻璃膜的制造方法,采用能够利用第二限制构件的一部分(按压部)对设置有下阶面的带向下方按压的结构,因此带需要在不仅与玻璃膜接触而
且还与按压部接触的同时朝向规定的方向驱动。这里,设想按压部(第二限制构件)与玻璃膜当然由不同的材料形成,因此通过利用互不相同的材质形成带中的与玻璃膜接触的支承搬运面以及与按压部接触的下阶面,从而能够得到不仅相对于玻璃膜良好的接触状态,而且相对于按压部也良好的接触状态。
22.另外,在该情况下,在本发明的玻璃膜的制造方法中,也可以是,带一体地具有设置支承搬运面的第一层以及位于第一层的下方并设置下阶面的第二层。另外,在该情况下,也可以是,第一层由相对于玻璃膜接触性良好的材料形成,第二层由相对于按压部滑动性良好的材料形成。
23.利用互不相同的材质形成带的支承搬运面与下阶面的方法多种多样,其中,如上述那样将带设为二层结构较佳。若为二层结构,仅通过利用分别相对于玻璃膜接触性良好的材料以及相对于按压部的滑动性良好的材料形成各层即可。另外,仅通过将具有支承搬运面的第一层与具有下阶面的第二层重叠,就能够构成带。因此,不用进行对规定的部位实施覆膜形成处理等繁琐的作业,就能够简易地制作上述结构的带。另外,此时,通过利用相对于玻璃膜接触性良好的材料形成第一层,并且利用相对于按压部滑动性良好的材料形成第二层,从而能够防止由玻璃膜与带的接触导致玻璃膜破损的情况,并且能够在带与按压部之间形成顺畅的滑动状态。
24.另外,根据以上说明的玻璃膜的制造方法,在利用带式输送机搬运玻璃膜时,防止在玻璃膜产生褶皱等变形并且有效地抑制带的上下运动,由此能够对玻璃膜实施良好的制造关联处理。因此,例如作为制造关联处理,将本发明应用于将玻璃膜沿着该玻璃膜的长度方向切断的切断工序,从而能够稳定地实施玻璃膜的准确切断。
25.另外,所述课题的解决也由本发明的玻璃膜的制造装置实现。即,该制造装置具备能够对玻璃膜进行支承搬运的带式输送机以及对由所述带式输送机搬运的玻璃膜实施制造关联处理的制造关联处理装置,其中,带式输送机具备能够对玻璃膜进行支承搬运的带、对带向宽度方向的移动进行限制的第一限制构件以及对带向上方的移动进行限制的第二限制构件,在带的宽度方向两侧设置有沿带的长度方向延伸并位于玻璃膜的支承搬运面的下阶的下阶面,并且在第二限制构件设置有向带的宽度方向中央侧延伸并能够将下阶面向下方按压的按压部。
26.如此,在本发明的玻璃膜的制造装置中,除了对带向宽度方向的移动进行限制的第一限制构件以外,还设置对带向上方的移动进行限制的第二限制构件。另外,在带的宽度方向两侧设置沿带的长度方向延伸并位于比支承搬运面靠带的厚度方向中央侧的位置的下阶面,并且将能够将该下阶面向下方按压的按压部设置于第二限制构件。由此,带被与按压部的位置相应地限制向上方的移动,因此能够将带的上下运动抑制在规定的范围内。另外,构成为能够将带利用设置于其宽度方向两侧的下阶面向下方按压,因此能够使第二限制构件(的按压部)比支承搬运面向带的厚度方向中央侧退避。由此,能够有效地抑制带的上下运动,并且避免玻璃膜与第二限制构件干涉的情况,而安全地搬运玻璃膜。
27.发明效果
28.如以上所述,根据本发明,能够在利用带式输送机搬运玻璃膜时,防止在玻璃膜产生褶皱等变形并且有效地抑制带的上下运动,从而能够对玻璃膜实施良好的制造关联处理。
附图说明
29.图1是示出本发明的一实施方式的玻璃膜的制造装置的整体结构的侧视图。
30.图2是图1所示的搬运装置的俯视图。
31.图3是图2所示的搬运装置的侧视图。
32.图4是沿着图2中的a-a切断线的搬运装置的主要部分放大剖视图。
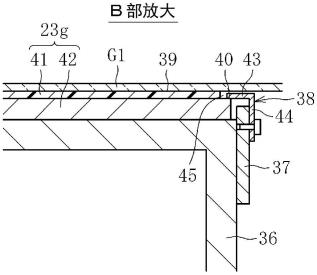
33.图5是将图4中的由箭头b表示的部分放大而得到的图。
34.图6是沿着图2中的c-c切断线的搬运装置的主要部分放大剖视图。
35.图7是沿着图2中的d-d切断线的搬运装置的主要部分放大剖视图。
36.图8是其他发明的搬运装置的主要部分放大剖视图。
37.图9是将图8中的由箭头e表示的部分放大而得到的图。
具体实施方式
38.以下,基于图1~图7对本发明的玻璃膜的制造方法的一实施方式进行说明。需要说明的是,以下,以将玻璃膜呈卷状卷绕并最终得到玻璃卷的情况为例进行说明。
39.如图1所示,本发明的一实施方式的玻璃膜(玻璃卷)的制造装置1具备:成形部2,其成形带状的母材玻璃膜g;方向转换部3,其将母材玻璃膜g的行进方向从纵向下方转换为横向;第一搬运部4,其在方向转换后将母材玻璃膜g沿横向搬运;第一切断部5,其将母材玻璃膜g的宽度方向两端部切断;以及第一卷绕部6,其将宽度方向两端部已被去除的玻璃膜(以下,称作第一玻璃膜。)g1呈卷状卷绕而得到第一玻璃卷grl1。需要说明的是,在本实施方式中,纵向为铅垂方向,横向为水平方向。
40.另外,玻璃卷的制造装置1还具备:拉出部7,其从第一玻璃卷grl1拉出第一玻璃膜g1;第二搬运部8,其将被从拉出部7拉出的第一玻璃膜g1沿横向搬运;第二切断部9,其将第一玻璃膜g1的一部分切断;以及第二卷绕部10,其将由第二切断部9切断而成的玻璃膜(以下,称作第二玻璃膜。)g2a、g2b呈卷状卷绕而得到第二玻璃卷grl2a、grl2b。需要说明的是,本实施方式中的第二切断部9相当于本发明的制造关联处理装置。
41.成形部2具有:剖视大致楔形的成形体11,其在上端部形成有溢流槽11a;边缘辊12,其配置于成形体11的正下方,并从表背两侧夹着从成形体11溢出了的熔融玻璃gm;以及退火炉13,其配备于边缘辊12的正下方。
42.成形部2使从成形体11的溢流槽11a溢出了的熔融玻璃gm沿着两侧面分别流下,并在其下端部合流而成形为膜状。边缘辊12限制该熔融玻璃gm的宽度方向收缩而调整母材玻璃膜g的宽度方向尺寸。退火炉13用于对母材玻璃膜g实施除应变处理。退火炉13具有上下方向多段配设的退火辊14。
43.在退火炉13的下方配设有从表背两侧夹持母材玻璃膜g的支承辊15。在支承辊15与边缘辊12之间或者支承辊15与任一部位的退火辊14之间赋予用于促进使母材玻璃膜g为薄壁的张力。
44.方向转换部3设置于支承辊15的下方位置。在方向转换部3呈弯曲状排列有引导母材玻璃膜g的多个引导辊16。这些引导辊16将沿铅垂方向搬运的母材玻璃膜g向横向引导。
45.第一搬运部4配置于方向转换部3的行进方向前方(下游侧)。第一搬运部4通过对具有支承搬运面的驱动部进行驱动,从而将通过了方向转换部3的母材玻璃膜g沿着其长度
方向向下游侧搬运。需要说明的是,第一搬运部4能够采用任意的结构,例如能够由一个或者多个带式输送机构成。在该情况下,具有支承搬运面的驱动部是带,通过将该带驱动,从而能够以上述的方案搬运母材玻璃膜g。当然,第一搬运部4并不局限于上述例示的结构,也能够使用辊式输送机、其他各种搬运装置。
46.第一切断部5配置于第一搬运部4的上方。在本实施方式中,第一切断部5构成为能够利用激光割断将母材玻璃膜g切断。具体而言,第一切断部5具有:一对激光照射装置17a;以及一对冷却装置17b,它们配置于该激光照射装置17a的下游侧。第一切断部5在从各激光照射装置17a对所搬运的母材玻璃膜g的规定部位照射激光l并进行了加热之后,从冷却装置17b释放出冷媒r来对该加热部位进行冷却。
47.第一卷绕部6设置于第一搬运部4以及第一切断部5的下游侧。第一卷绕部6通过使卷芯18旋转,从而将第一玻璃膜g1呈卷状卷绕。如此得到的第一玻璃卷grl1被搬运到拉出部7的位置。拉出部7从由第一卷绕部6得到的第一玻璃卷grl1将第一玻璃膜g1拉出,并向第二搬运部8上供给。
48.第二搬运部8将在拉出部7中从第一玻璃卷grl1拉出的第一玻璃膜g1沿着横向(以下,称作搬运方向x。)搬运。这里,如图2以及图3所示,第二搬运部8包括:上游侧输送机19,其相对地位于第一玻璃膜g1的搬运方向上游侧;以及下游侧输送机20,其位于比上游侧输送机19靠第一玻璃膜g1的搬运方向下游侧的位置。在该情况下,作为制造关联处理装置的第二切断部9配设于上游侧输送机19与下游侧输送机20之间。因此,由第二切断部9进行切断的第一玻璃膜g1的切断区域21(图2中的由单点划线包围的区域)不存在于上游侧输送机19的支承搬运面上与下游侧输送机20的支承搬运面上的任一个。
49.上游侧输送机19由带式输送机构成。在本实施方式中,上游侧输送机19包括多个上游侧带式输送机22a~22g。上述多个上游侧带式输送机22a~22g均构成为能够利用带(以下,称作第一带23a~23g。)在相同的方向上将第一玻璃膜g1接触支承地向下游侧搬运。这里,各第一带23a~23g例如为环带状的带,各第一带23a~23g设定在相同的高度方向位置,以使得将第一玻璃膜g1在该第一玻璃膜g1的长度方向上进行接触的整个区域的范围内保持为大致水平姿态。
50.这里,各上游侧带式输送机22a~22g均具有相同的带驱动结构。若以最靠宽度方向一端侧(图2的下侧)的上游侧带式输送机22g为例,则如图3所示,该上游侧带式输送机22g具有:上述的环带状的第一带23g;多个带轮24,它们用于对第一带23g赋予张力并且将第一带23g配设于规定的位置;以及第一支承体25,其支承上述多个带轮24。第一支承体25固定于地板面。另外,在多个带轮24中的规定的带轮24(驱动带轮24a)连结有马达等驱动源26(参照图2),利用该驱动源26对驱动带轮24a赋予驱动力,从而上游侧带式输送机22g的第一带23g能够被沿规定的方向驱动。
51.另外,上述结构的多个上游侧带式输送机22a~22g分别设置于规定的宽度方向位置。这里,设想宽度方向尺寸彼此不同的多种第一玻璃膜g1在上游侧输送机19上被搬运,并以在所设想的各第一玻璃膜g1的宽度方向两端侧进行接触支承的方式设定各第一带23a~23g的宽度方向位置。另外,在本实施方式中,以不论宽度方向尺寸的大小如何,都能够将全部第一玻璃膜g1在该第一玻璃膜g1的宽度方向中央位置接触支承的方式配设有上游侧带式输送机22d(参照图2)。该宽度方向中央的上游侧带式输送机22d在本实施方式中,构成为
能够在成为其支承搬运面的第一带23d的表面吸附第一玻璃膜g1。关于包括该吸附结构的各第一带23a~23g的支承结构,之后进行叙述。
52.下游侧输送机20由带式输送机构成。在本实施方式中,下游侧输送机20包括多个下游侧带式输送机27a~27g。上述多个下游侧带式输送机27a~27g均构成为能够利用带(以下,称作第二带28a~28g。)在相同的方向上将切断后的第一玻璃膜g1、即第二玻璃膜g2a、g2b接触支承地向下游侧搬运。这里,各第二带28a~28g例如为环带状的带,各第二带28a~28g设定在相同的高度方向位置,以使得将第二玻璃膜g2a、g2b在该第二玻璃膜的g2a、g2b的长度方向上进行接触的整个区域的范围内保持为大致水平姿态。
53.这里,各下游侧带式输送机27a~27g均具有相同的带驱动结构。若以最靠宽度方向一端侧(图2的下侧)的下游侧带式输送机27g为例,则如图3所示,该下游侧带式输送机27g具有:上述的环带状的第二带28a~28g;多个带轮29,它们用于对第二带28a~28g赋予张力并且将第二带28a~28g配设于规定的位置;以及第一支承体30,其支承上述多个带轮29。另外,在多个带轮29中的规定的带轮29(驱动带轮29a)连结有马达等驱动源31(参照图2),利用驱动源31对驱动带轮29a赋予驱动力,从而各下游侧带式输送机27a~27g的第二带28a~28g能够被沿规定的方向驱动。该驱动源31与上游侧带式输送机22a~22g的驱动源26分开独立设置。因此,能够不连动而彼此独立地控制各驱动源26、31的驱动,进而能够不连动而彼此独立地控制上游侧带式输送机22a~22g与下游侧带式输送机27a~27g的驱动。
54.另外,在本实施方式中,多个下游侧带式输送机27a~27g分别能够设置于规定的宽度方向位置,并且构成为能够将各第二带28a~28g的位置在第一玻璃膜g1的宽度方向上调整。具体而言,在各下游侧带式输送机27a~27g的下方配设有沿第一玻璃膜g1的宽度方向延伸的导轨部32。并且,在构成各下游侧带式输送机27a~27g的各第一支承体30的下部安装有能够在与导轨部32之间相对移动的滑动部33。由此,各第一支承体30的滑动部33相对于导轨部32在宽度方向上滑动,从而被各第一支承体30支承的多个带轮29以及被这些带轮29支承的第二带28a~28g能够一体地在宽度方向上滑动。需要说明的是,各下游侧带式输送机27a~27g的驱动带轮29a被支承为能够相对于共用的轴部34在宽度方向上滑动。因此,能够自由地变更相对于轴部34的宽度方向的位置,并且在任意的宽度方向位置接受来自驱动源31的驱动力而进行驱动。需要说明的是,在图示例中,位于最靠宽度方向另一端侧(图2的最上侧)的下游侧带式输送机27a配置于从第二玻璃膜g2a、g2b的搬运路沿宽度方向偏离的位置(退避空间35)。
55.另外,在本实施方式中,如图2所示,全部的下游侧带式输送机27a~27g的第二带28a~28g构成为能够将第二玻璃膜g2a、g2b吸附于成为其支承搬运面的表面28a1~28g1。关于包括该吸附结构的各第二带28a~28g的支承结构,之后进行叙述。
56.接下来,对各带式输送机22a~22g、27a~27g的带支承结构的详情进行说明。
57.上游侧带式输送机22a~22g中的、除去宽度方向中央的上游侧带式输送机22d的剩余的上游侧带式输送机22a~22c、22e~22g形成相同的带支承结构。以下,将宽度方向一端侧的上游侧带式输送机22g作为例子而对其带支承结构的详情进行说明。
58.该上游侧带式输送机22g如上述那样具有环带状的第一带23g、多个带轮24、第一支承体25以及驱动源26(参照图2以及图3),如图4所示还具有从下方支承第一带23g的第二支承体36、对第一带23g向宽度方向的移动进行限制的第一限制构件37以及对第一带23g向
上方的移动进行限制的第二限制构件38。
59.其中,如在图5中放大所示,第一带23g在其宽度方向两侧具有台阶结构,具体而言,具有沿第一带23g的长度方向(图5的贯穿纸面的方向)延伸并位于第一玻璃膜g1的支承搬运面39的下阶的下阶面40。在本实施方式中,第一带23g一体地具有设置支承搬运面39的第一层41以及位于第一层41的下方(第二支承体36这侧)并设置下阶面40的第二层42。因此,第二层42的宽度方向尺寸比第一层41的宽度方向尺寸大,并且在其宽度方向两侧从第一层41伸出第二层42。由该伸出的部分形成下阶面40。
60.这里,第一层41与第二层42的材质、结构是任意的。例如,在考虑相对于第一玻璃膜g1的接触性的情况下,第一层41的基材由相对于第一玻璃膜g1接触性良好的材料形成。这里,相对于玻璃膜g1接触性良好的材料是指即使与玻璃膜g1接触也不对玻璃膜g1产生伤痕等的材料并且是为了顺畅地搬运玻璃膜g1而相对于玻璃膜g1具有一定程度的摩擦力的材料。另外,在考虑到后述的第一限制构件37与第二限制构件38的至少一方的滑动性的情况下,第二层42的基材由相对于第一限制构件37与第二限制构件38的至少一方的滑动性良好的材料形成。
61.第一限制构件37例如呈带板状,在第一带23g的宽度方向外侧并且以沿第一带23g的长度方向延伸的方式配设。在本实施方式中,如图5所示,固定于第二支承体36。由此,能够将第一带23g向宽度方向的移动限制在规定的范围内。
62.第二限制构件38例如一体地具有向第一带23g的宽度方向中央侧延伸并能够将下阶面40向下方按压的按压部43以及将按压部43与第二支承体36连结的连结部44。在本实施方式中,按压部43与连结部44均呈板状,按压部43的长度方向一端与连结部44的长度方向一端相连,以构成弯折部。另外,连结部44与第二支承体36经由第一限制构件37而相互连结。在如此利用连结部44将第二限制构件38固定于第二支承体36的状态下,成为第二限制构件38在上下方向上被定位的状态,由此能够将第一带23g向上方的移动限制在规定的范围内。
63.另外,如上述那样,在第二限制构件38固定于第二支承体36的状态下,将第一层41与按压部43的宽度方向间隙45设定为规定的大小,以使第一带23g的第一层41与按压部43不干涉。具体而言,考虑到由第一限制构件37限制第一带23g向宽度方向的移动的范围,将宽度方向间隙45的大小设定为适当的大小,例如设定为0.5mm以上且5.0mm以下。宽度方向间隙45的大小优选为与设置于第一限制构件37与第二层42之间的间隙相比宽度较宽。由此,能够防止第一层41与按压部43滑动。
64.另外,如上述那样,在第二限制构件38固定于第二支承体36,且第一玻璃膜g1被第一带23g的支承搬运面39支承搬运的情况下,以在第一玻璃膜g1与第二限制构件38的按压部43之间产生规定的间隙、换言之第一玻璃膜g1与按压部43不干涉的方式设定支承搬运面39与下阶面40的台阶或者按压部43的厚度方向尺寸。
65.第二支承体36安装于第一支承体25,由此固定于地板面。该第二支承体36在本实施方式由呈中空形状的框状体、例如方管构成。另一方面,该第二支承体36的内部空间以及第二支承体36与第一带23g之间的空间处于被阻断的状态,另外,成为也不产生任何排气作用的结构。因此,也不会将第一带23g吸附于第二支承体36(构成为不能吸附)。
66.接着,对下游侧带式输送机27a~27g的带支承结构的详情进行说明。在本实施方
式中,上述多个下游侧带式输送机27a~27g具有相同的带支承结构,因此以宽度方向一端侧(图2的最下侧)的下游侧带式输送机27g为例而对其带支承结构的详情进行说明。
67.该下游侧带式输送机27g如上述那样具有环带状的第二带28g、多个带轮29、第一支承体30以及驱动源31(参照图2以及图3),如图6所示还具有从下方支承第二带28g的第二支承体46、对第二带28g向宽度方向的移动进行限制的第一限制构件47以及对第二带28g向上方的移动进行限制的第二限制构件48。
68.其中,第二带28g与第一带23g相同地具有沿第二带28g的长度方向(图6的贯穿纸面的方向)延伸并位于第二玻璃膜g2a、g2b的支承搬运面49的下阶的下阶面50。在本实施方式中,第二带28g一体地具有设置支承搬运面49的第一层51以及位于第一层51的下方并设置下阶面50的第二层52。
69.这里,关于第一层51与第二层52的材质、结构为任意的,例如能够采用与上述的第一带23g的第一层41以及第二层42相同的材质、结构。
70.另外,第一限制构件47的形状、相对于第二带28g以及第二支承体46的配置方式与第一限制构件37的形状、配置方式相同。
71.第二限制构件48与上游侧带式输送机22g相同地一体地具有按压部53与连结部54。关于这些按压部53与连结部54的形状、相对于第二带28g、第二玻璃膜g2的配置方式,也与第二限制构件38的形状、配置方式相同。
72.第二支承体46安装于第一支承体30,由此能够与第一支承体30一体地移动。该第二支承体46在本实施方式由呈中空形状的框状体、例如方管构成。该第二支承体46在其内部具有能够排气的排气空间55,并且排气空间55与作为排气装置的鼓风机56连接。另外,在第二支承体46以及第二带28g设置有使第二带28g与第二支承体46之间的空间和排气空间55连通的连通部。在本图示例中,如图6所示,沿着第二带28g的长度方向延伸的槽部57以及将槽部57与排气空间55连通的孔部58设置于第二支承体46的上部。另外,在第二带28g的宽度方向上与槽部57重叠的位置设置有多个贯通孔59。由此,通过鼓风机56的驱动来进行排气空间55的排气,从而经由槽部57与孔部58以及贯通孔59在第二带28g上的第二玻璃膜g2a、g2b作用向下方的吸引力,由此第二玻璃膜g2a、g2b能够吸附于第二带28g。
73.另一方面,上游侧带式输送机22a~22g中的、宽度方向中央的上游侧带式输送机22d形成与上述的剩余的上游侧带式输送机22a~22c、22d~22g、下游侧带式输送机27a~27g不同的带支承结构。
74.该上游侧带式输送机22d如上述那样具有环带状的第一带23d、多个带轮24、第一支承体25以及驱动源26(参照图2以及图3),如图7所示与其他上游侧带式输送机22a~22c、22e~22g相同地还具有第二支承体36以及第一限制构件37。在该上游侧带式输送机22d未设置第二限制构件38。
75.其中,第一带23d与其他第一带23a~23c、23e~23g相同地一体地具有设置支承搬运面39的第一层41以及设置位于支承搬运面39的下阶的下阶面40的第二层42。
76.第二支承体36安装于第一支承体25,由此固定于地板面。另外,该第二支承体36在其内部具有能够排气的排气空间55,并且排气空间55与作为排气装置的鼓风机56连接。另外,在第二支承体36的上部设置有沿着第一带23d的长度方向延伸的槽部57以及将槽部57与排气空间55连通的孔部58。另外,在第一带23d的宽度方向上与槽部57重叠的位置设置有
多个贯通孔59。由此,通过利用鼓风机56的驱动进行排气空间55的排气,从而经由槽部57与孔部58以及贯通孔59在第一带23d上的第一玻璃膜g1作用向下方的吸引力,由此第一玻璃膜g1能够吸附于第一带23d。
77.第二切断部9配置于第二搬运部8中的位于上游侧输送机19与下游侧输送机20之间的区域的上方(参照图1以及图3)。在本实施方式中,第二切断部9构成为能够利用激光割断将第一玻璃膜g1切断,并具有:多个激光照射装置60;以及冷却装置61,其配置于各激光照射装置60的下游侧。在该情况下,冷却装置61以与激光照射装置60相同的数量配置。在本实施方式中,由第二切断部9进行切断的第一玻璃膜g1的切断区域21设置于宽度方向的三个部位(参照图2),因此激光照射装置60与冷却装置61各配设三个。上述结构的第二切断部9构成为在从各激光照射装置60对所搬运的第一玻璃膜g1的规定部位照射激光l并进行了加热之后,从冷却装置61释放出冷媒r从而能够对该加热部位进行冷却。
78.另外,在本实施方式中,如图2所示,在与上述的第一玻璃膜g1的切断区域21在宽度方向上分离的位置配设有能够对由第二搬运部8搬运的第一玻璃膜g1进行接触支承的第一平台62。准确地讲,在与切断后的第一玻璃膜g1(第二玻璃膜g2a、g2b)的宽度方向中央侧对应的位置配设有第一平台62。在本实施方式中,由于从一张第一玻璃膜g1切出两张第二玻璃膜g2a、g2b,因此在相对于切断区域21位于宽度方向上并且与各第二玻璃膜g2a、g2b的宽度方向中央对应的位置分别配设有第一平台62。这些第一平台62设置于地板面并固定,且始终处于静止的状态,对此省略图示。
79.另外,如图2所示,第一平台62具有能够接触支承第一玻璃膜g1的第一支承面63以及能够将第一玻璃膜g1朝向第一支承面63吸引的第一吸引部64。根据该第一吸引部64,在第一平台62的第一支承面63上搬运第一玻璃膜g1的情况下,第一玻璃膜g1能够被吸引于第一支承面63。
80.另外,在本实施方式中,如图2所示,在上述的第一玻璃膜g1的切断区域21配设有能够接触支承第一玻璃膜g1的第二平台65。在本实施方式中,采取将第一玻璃膜g1在宽度方向上的三个部位切断的方式,因此分别对三个部位的切断区域21配设有三个第二平台65。这些第二平台65设置于地板面并固定,且成为始终静止的状态,对此省略图示。
81.这里,第二平台65具有能够接触支承第一玻璃膜g1的第二支承面66以及能够将第一玻璃膜g1朝向第二支承面66吸引的第二吸引部67。根据该第二吸引部67,在第二平台65的第二支承面66上搬运第一玻璃膜g1的情况下,第一玻璃膜g1能够被吸引于第二支承面66。
82.在比第二搬运部8靠下游侧的位置设置有用于在宽度方向上相邻的一组第二玻璃膜g2a、g2b之间形成宽度方向间隙的间隙形成部68。在本实施方式中,该间隙形成部68具有宽度方向中央直径最大的桶状的支承辊69a、69b,以使各第二玻璃膜g2a、g2b向朝上方凸出的方向弯曲变形。在本实施方式中,切出两张第二玻璃膜g2a、g2b,因此配设两个支承辊69a、69b。
83.第二卷绕部10配设于比第二搬运部8靠下游侧的位置。具体而言,第二卷绕部10利用卷芯70a、70b将由第二搬运部8搬运的第二玻璃膜g2a、g2b卷绕从而得到第二玻璃卷grl2a、grl2b。在本实施方式中,切出两张第二玻璃膜g2a、g2b,因此分别卷绕这两张第二玻璃膜g2a、g2b,从而得到两个第二玻璃卷grl2a、grl2b。
84.作为由上述结构的制造装置1制造的第二玻璃膜g2a、g2b(第一玻璃膜g1)的材质,使用硅酸盐玻璃、二氧化硅玻璃,优选使用硼硅酸玻璃、钠钙玻璃、铝硅酸盐玻璃、化学强化玻璃,最优选使用无碱玻璃。这里,无碱玻璃是指实质上不含碱成分(碱金属氧化物)的玻璃,具体而言,是指碱成分的重量比为3000ppm以下的玻璃。本发明中的碱成分的重量比优选为1000ppm以下,更优选为500ppm以下,最优选为300ppm以下。
85.另外,第二玻璃膜g2a、g2b(第一玻璃膜g1)的厚度尺寸为10μm以上且300μm以下,优选为30μm以上且200μm以下,最优选为30μm以上且100μm以下。
86.以下,对使用上述结构的制造装置1来制造第二玻璃膜g2a、g2b(在本实施方式中为第二玻璃卷grl2a、grl2b)的方法进行说明。本方法包括成形工序s1、两端部去除工序s2、第一卷绕工序s3、拉出工序s4、切断工序s5以及第二卷绕工序s6。
87.在成形工序s1中,如图1所示,使从成形部2中的成形体11的溢流槽11a溢出了的熔融玻璃gm沿着成形体11的两侧面分别流下,并在其下端合流而成形为膜状。此时,利用边缘辊12限制熔融玻璃gm的宽度方向收缩而制成规定宽度的母材玻璃膜g。之后,利用退火炉13对母材玻璃膜g实施除应变处理(退火工序)。在支承辊15的张力的作用下,母材玻璃膜g形成为规定的厚度。
88.在两端部去除工序s2中,同样如图1所示,在利用方向转换部3以及第一搬运部4将母材玻璃膜g向下游侧进给的同时,在第一切断部5中从激光照射装置17a向母材玻璃膜g的一部分照射激光l而进行加热。之后,利用冷却装置17b向加热了的部位吹送冷媒r。由此,在母材玻璃膜g产生热应力。在母材玻璃膜g预先形成有初始裂纹,使该裂纹在热应力的作用下发展。由此,母材玻璃膜g的宽度方向两端部被去除,形成第一玻璃膜g1。
89.在接着的第一卷取工序s3中,同样如图1所示,通过在卷芯18卷绕第一玻璃膜g1,从而得到第一玻璃卷grl1。之后,第一玻璃卷grl1被向拉出部7移送。在拉出工序s4中,从被移送到拉出部7的第一玻璃卷grl1拉出第一玻璃膜g1,并利用第二搬运部8将该第一玻璃膜g1向第二搬运部8上的切断区域21搬运(参照图2以及图3)。
90.在切断工序s5中,利用激光照射装置60向第一玻璃膜g1中的通过第二搬运部8上的切断区域21的部分照射激光l,并且对照射了的区域吹送冷媒r,从而进行第一玻璃膜g1的沿着搬运方向x的方向的切断。另外,此时,第一玻璃膜g1被上游侧输送机19在沿着搬运方向x的方向上搬运。此时,关于构成上游侧输送机19的多个上游侧带式输送机22a~22g中的、与第一玻璃膜g1的宽度方向中央位置对应的上游侧带式输送机22d,利用鼓风机56对其第二支承体36内的排气空间55进行排气,从而经由槽部57、孔部58以及贯通孔59(参照图7),对第一带23d上的第一玻璃膜g1作用朝向下的吸附力。由此,第一玻璃膜g1以吸附在上游侧带式输送机22d的第一带23d的状态被沿着搬运方向x搬运。
91.关于剩余的上游侧带式输送机22a~22c、22e~22g,构成为不能将第一玻璃膜g1吸附于第一带23a~23c、23e~23g(参照图4以及图5),因此第一玻璃膜g1以被各第一带23a~23c、23e~23g接触支承的状态被沿着搬运方向x搬运。此时,在第一带23a~23c、23e~23g也不作用针对第二支承体36的任何吸引力,另外也不产生由吸引正上方的第一玻璃膜g1带来的向下方的按压力。因此,这些第一带23a~23、23e~23g伴随着驱动不仅产生向宽度方向的移动,而且也产生上下运动,但这些第一带23a~23c、23e~23g向上方的移动处于被第二限制构件38限制的状态(参照图4以及图5)。因此,能够在抑制第一带23a~23c、23e
~23g的上下运动的状态下,将第一玻璃膜g1沿着搬运方向x搬运。
92.在切断工序s5中,如上述那样在利用上游侧带式输送机22a~22g将第一玻璃膜g1沿规定的搬运方向x搬运的同时,从激光照射装置60的激光照射部向第一玻璃膜g1照射多束激光l(激光照射工序)。
93.通过上述那样的激光l的照射,第一玻璃膜g1被加热。之后,第一玻璃膜g1中的被加热了的部分到达冷却装置61的正下方时,被喷淋从冷却装置61朝向下方喷射的冷媒r而被冷却。在由激光照射装置60的局部加热带来的膨胀与由冷却装置61的冷却带来的收缩的作用下在第一玻璃膜g1产生热应力。利用未图示的机构在第一玻璃膜g1预先形成有初始裂纹,并利用上述的热应力使初始裂纹发展,从而第一玻璃膜g1在其宽度方向规定位置被连续地切断(割断)。在本实施方式中,通过在宽度方向的三个部位进行上述的激光切断,从而第一玻璃膜g1的宽度方向两端部被割弃,并且切出分别具有规定的宽度方向尺寸的两张第二玻璃膜g2a、g2b(参照图2)。这些第二玻璃膜g2a、g2b被位于比切断区域21靠搬运方向x的下游侧的位置的下游侧输送机20朝向位于比下游侧输送机20靠搬运方向x的下游侧的位置的第二卷绕部10搬运。
94.此时,在构成下游侧输送机20的多个下游侧带式输送机27a~27g设置有能够吸附所支承搬运的第二玻璃膜g2a、g2b的结构(参照图6)。因此,通过利用鼓风机56对各第二支承体46内的排气空间55进行排气,从而经由槽部57、孔部58以及贯通孔59,对第二带28a~28f上的第二玻璃膜g2a、g2b作用朝向下的吸附力。由此,第二玻璃膜g2a、g2b以吸附于下游侧带式输送机27a~27f的第二带28a~28f的状态被沿着搬运方向x搬运。
95.在第二卷绕工序s6中,第二玻璃膜g2a、g2b被分别配设于规定的位置的卷芯70a、70b卷绕。通过卷绕规定长度的第二玻璃膜g2a、g2b,从而得到第二玻璃卷grl2a、grl2b。
96.另外,在本实施方式中,在下游侧输送机20与第二卷绕部10之间配设有作为间隙形成部68的支承辊69a、69b,因此在各支承辊69a、69b上通过的第二玻璃膜g2a、g2b在仿照支承辊69a、69b的外周面形状而变形(这里向朝上方凸出的方向弯曲变形)的同时被向下游侧搬运。由此,在刚切断后的第二玻璃膜g2a、g2b之间形成规定的宽度方向间隙,因此能够避免切断面彼此的干涉而分别向第二卷绕部10搬运。
97.如以上说明的那样,在本实施方式的玻璃膜(第二玻璃膜g2a、g2b)的制造方法中,除了对第一带23a~23c、23e~23g向宽度方向的移动进行限制的第一限制构件37以外,还设置对该第一带23a~23c、23e~23g向上方的移动进行限制的第二限制构件38。另外,在第一带23a~23c、23e~23g的宽度方向两侧设置有沿第一带23a~23c、23e~23g的长度方向延伸并位于比支承搬运面39靠第一带23a~23c、23e~23g的厚度方向中央侧的位置的下阶面40,并且将能够将该下阶面40向下方按压的按压部43设置于第二限制构件38(参照图5)。由此,第一带23a~23c、23e~23g被与按压部43的位置相应地限制向上方的移动,因此能够将第一带23a~23c、23e~23g的上下运动抑制在规定的范围内。另外,构成为能够将第一带23a~23c、23e~23g利用设置于其宽度方向两侧的下阶面40向下方按压,因此能够使第二限制构件38的按压部43比支承搬运面39向第一带23a~23c、23e~23g的厚度方向中央侧退避。因此,能够有效地抑制第一带23a~23c、23e~23g的上下运动,并且避免第一玻璃膜g1与第二限制构件38干涉的情况,而安全地搬运第一玻璃膜g1。
98.特别是,如本实施方式这样,在利用多个上游侧带式输送机22a~22g支承搬运呈
带状的第一玻璃膜g1的情况下,以第一带22a~22c、22e~22g的数量的上下运动对第一玻璃膜g1带来的影响变大,但根据本实施方式的制造方法,能够分开地并且可靠地抑制各第一带23a~23c、23e~23g的上下运动,因此能够对第一玻璃膜g1实施稳定的搬运、进而实施稳定的切断处理。
99.另外,在本实施方式中,关于上游侧带式输送机22a~22g中的、配设在与第一玻璃膜g1的宽度方向中央对应的位置的上游侧带式输送机22d,设为能够吸附第一玻璃膜g1的结构,关于剩余的上游侧带式输送机22a~22c、22e~22g,构成为不能吸附。如此,在宽度方向上对称的位置吸附并搬运第一玻璃膜g1,从而能够有效地防止第一玻璃膜g1整体的搬运时的平面方向的位置偏移。另外,利用剩余的上游侧带式输送机22a~22c、22e~22g在抑制第一带23a~23c、23e~23g的上下运动的同时接触支承第一玻璃膜g1的宽度方向外侧来进行搬运,从而能够尽量防止由第一带23a~23c、23e~23g的上下运动带来的高度方向的位置偏移(偏差)。以上,根据本实施方式的上游侧带式输送机22a~22g,能够防止第一玻璃膜g1向各方向的位置偏移,而实施更准确的切断处理。
100.另外,在本实施方式中,将下游侧带式输送机27a~27g设为能够吸附的结构,并且对于这些下游侧带式输送机27a~27g,也应用本发明的带支承结构。在利用下游侧带式输送机27a~27g吸附第二玻璃膜g2a、g2b时,若使吸附力太过强,则对刚切断后的第二玻璃膜g2a、g2b带来不必要的变形,有可能引起切断面彼此的接触等。与此相对,通过将下游侧带式输送机27a~27g如上述那样构成,从而能够调整吸附力而对第二玻璃膜g2a、g2b赋予必要最低限度的约束力,并且抑制第二带28a~28g的上下运动。由此,利用适度的力进行约束从而防止第二玻璃膜g2a、g2b的位置偏移以及不必要的变形,并且抑制第二带28a~28g的上下运动,能够进行准确的卷绕。
101.以上,对本发明的玻璃膜的制造方法以及制造装置的一实施方式进行了说明,但该制造方法以及制造装置当然能够在本发明的范围内采取任意的方式。
102.例如,在上述实施方式中,例示出如下情况,即,采用将第一带23a~23g以及第二带28a~28g均设为二层结构、且第二层42、52从第一层41、51沿宽度方向伸出的方式,从而将伸出的部分作为下阶面40、50,但当然并不限定于此。例如,也能够准备单层的带,且将该单层带的宽度方向两侧削为薄壁,从而形成台阶即下阶面40、50,对此省略图示。
103.另外,在上述实施方式中,例示出如下情况,即,考虑相对于第一玻璃膜g1的接触性而选择第一层41的基材的材质,并且考虑相对于第二限制构件38的按压部43的滑动性而选择第二层42的基材的材质,从而对支承搬运面39赋予相对于第一玻璃膜g1的良好接触性,并且对下阶面40赋予相对于按压部43的良好滑动性,但当然也能够采用除此以外的结构。例如,也可以是,对成为支承搬运面39的区域利用相对于第一玻璃膜g1接触性良好的材料实施成膜处理,对成为下阶面40的区域利用相对于按压部43滑动性良好的材料实施成膜处理,对此省略图示。另外,在滑动特性以外还存在要求的特性的情况下,以能满足该要求特性的方式设定支承搬运面39以及下阶面40的材料即可。
104.另外,在上述实施方式中,作为第二限制构件38、48,例示了呈将带板状的构件弯曲为大致直角的形状的限制构件,但当然并不限定于此。例如,只要收纳于各玻璃膜g1、g2a、g2b与下阶面40、50之间,则按压部43、53的形状是任意的。另外,沿着其搬运方向x的方向的尺寸也是任意的。例如,也可以是搬运方向尺寸比按压部43的宽度方向尺寸大。
105.另外,在上述实施方式中,例示出在上游侧带式输送机22a~22c、22e~22g以及下游侧带式输送机27a~27g设置有全部相同的带支承结构(第二限制构件38、48、下阶面40、50)的情况,但当然并不限定于此。例如,也可以在上游侧带式输送机22a~22c、22e~22g以及下游侧带式输送机27a~27g应用互不相同的带支承结构。另外,也可以在多个上游侧带式输送机22a~22g或者下游侧带式输送机27a~27g之中应用互不相同的带支承结构。另外,也可以将本发明的带支承结构应用于上游侧带式输送机22a~22c、22e~22g的一部分,或者也可以将本发明的带支承结构用于下游侧带式输送机27a~27g的一部分。当然,在下游侧带式输送机27a~27g设置有吸附结构的情况下,也可以仅在上游侧带式输送机22a~22c、22e~22g应用本发明的带支承结构。
106.另外,在以上的说明中,例示出在第一玻璃膜g1的切断区域21配置第二平台65,并且在相对于切断区域21在宽度方向上分离的位置配置第一平台62的情况,但当然并不限定于此。只要不对激光切断带来那么大的影响,则也可以以使切断区域21通过支承搬运面的方式配设第三输送机(图示省略),并省略第一平台62与第二平台65中的至少一方。
107.另外,搬运装置(第二搬运部8)的支承搬运面并不一定要在搬运方向x上在与切断区域21对应的位置断开。例如,也可以是,第二搬运部8的支承搬运面在从切断区域21向搬运方向x的下游侧偏移的位置断开。
108.需要说明的是,在以上的说明中,例示出使作为搬运装置的第二搬运部8被切断区域21分割而成的上游侧输送机19与下游侧输送机20均由带式输送机构成的情况,但当然也能够采用除此以外的方式。例如,也可以利用辊式输送机、其他各种搬运装置构成上游侧输送机19和下游侧输送机20中的至少一方,利用具有本发明的带支承结构的带式输送机构成另一方。
109.另外,在以上的说明中,例示出第二搬运部8在其搬运方向x上包括两个输送机19、20的情况,但当然并不限定于此。例如,也可以是,将第二搬运部8在其搬运方向x的整个区域的范围内由一个带式输送机构成,在该带式输送机上设置切断区域21,并且应用本发明的带支承结构。
110.另外,在以上的说明中,例示出利用在第一玻璃膜g1的宽度方向上相邻的多个上游侧带式输送机22a~22g与下游侧带式输送机27a~27g构成第二搬运部8的情况,但当然也能够采用除此以外的结构。例如,也可以是,利用一个带式输送机构成上游侧输送机19。或者也可以是,利用一个带式输送机构成下游侧输送机20。
111.另外,在以上的说明中,例示出从一张第一玻璃膜g1切出两张(或者三张)第二玻璃膜g2a、g2b(g2a~g2c)的情况,但当然也能够在切出宽度方向尺寸不同的一张第二玻璃膜g2a的情况下应用本发明,另外也能够在切出四张以上的第二玻璃膜g2a
…
的情况下应用本发明。
112.另外,在以上的说明中,说明了对利用第一切断部5将母材玻璃膜g的宽度方向两端部切断而得到的第一玻璃膜g1应用本发明的情况,但在第一切断部5对母材玻璃膜g的切断中也可以应用本发明。在该情况下,能够通过第一搬运部4采用与图2等所示的第二搬运部8相同的结构而实施本发明。另外,对于这些第一切断部5以及第二切断部9,也能够采用能够进行激光切断以外的切断的结构。
113.另外,在以上的说明中,例示出作为对玻璃膜的制造关联处理而进行沿着长度方
向的方向上的切断处理的情况,但当然除此以外的处理、例如涂布、成膜、层压体的贴合等只要在利用带式输送机搬运的状态下从玻璃膜的成形到最终产品的出厂为止能够实施,则也能够将本发明的带式输送机应用于进行任意的制造关联处理的工序。
114.另外,在以上的说明中,说明了对呈带状的第一玻璃膜g1应用本发明的情况,但当然也能够对呈除此以外的形态的第一玻璃膜g1应用本发明。即,也能够将本发明应用于矩形形状等单张状的板玻璃(玻璃膜),对此省略图示。另外,也可以不必将切断得到的第二玻璃膜g2a
…
呈卷状卷绕。换言之,也能够将本发明应用于不呈卷状卷绕的第二玻璃膜g2a
…
的制造工序。
115.附图标记说明
116.1:玻璃卷的制造装置,2:成形部,3:方向转换部,4:第一搬运部,5:第一切断部,8:第二搬运部,9:第二切断部,11:成形体,17a:激光照射装置,17b:冷却装置,19:上游侧输送机,20:下游侧输送机,21:切断区域,22a~22g:上游侧带式输送机,23a~23g:第一带,24、29:带轮,25、30:第一支承体,26、31:驱动源,27a~27g:下游侧带式输送机,28a~28g:第二带,29:带轮,29a:驱动带轮,30:第一支承体,31:驱动源,32:导轨部,33:滑动部,36、46:第二支承体,37、47:第一限制构件,38、48:第二限制构件,39、49:支承搬运面,40、50:下阶面,41、51:第一层,42、52:第二层,43、53:按压部,44、54:连结部,45:宽度方向间隙,55:排气空间,56:鼓风机,57:槽部,58:孔部,59:贯通孔,60:激光照射装置,61:冷却装置,62:第一平台,63:第一支承面,64:第一吸引部,65:第二平台,66:第二支承面,67:第二吸引部,101:带,102:支承体,103:引导构件,104:排气空间,105:孔,106:间隙,g、g1、g2a、g2b:玻璃膜,grl1、grl2a、grl2b:玻璃卷,l:激光,r:冷媒,x:搬运方向。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1