一种智能化木工柔性生产线的制作方法
1.本发明涉及木工生产技术领域,尤其涉及一种智能化木工柔性生产线。
背景技术:
2.板式家具又名人造板家具,是主要部位采用纤维板、刨花板、胶合板、细木工板、层积材等人工板材(包括素面和饰面人造板)制作的家具。板式家具是全部经表面装饰的人造板材加五金件连接而成的家具,具有可拆卸、造型富于变化、外观时尚、不易变形、质量稳定、价格实惠等基本特征。
3.以往国内板式家具生产开料工序主要应用为电子锯、雕刻机,往往为单机使用,存在许多弊端,当加工种类形式多样、复杂时,人工操作容易产生疏漏,造成损失,整体的加工时间耗时长,效率非常低,费时又费力,而且生产效率很低。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种智能化木工柔性生产线,达到了替代以往开料工序单机使用作业方式的目的,能够将各项执行单元完美融合,极大的提高生产效率、降低人工成本、降低原材料损耗、节省设备占地面积,并且落地生产后开料工序无人化、智能化,对于生产环境、员工工作强度、生产效率等等都大有改善。
5.为解决上述技术问题,本发明提供了如下技术方案:一种智能化木工柔性生产线,包括上料系统、总控系统、开料单元、贴标系统、自动清洁系统和安全系统,所述上料系统通过plc、触摸屏和传感器形成闭环,根据开料任务自动将板垛进行单张上料后,粘贴原材料标签并输送到相应的开料单元入口位置;
6.总控系统主要通过总控工控机与开料单元进行通讯连接,根据上料后相应入口的原材料开料任务,通过固定ip分配开料任务给开料单元;
7.开料单元主要由两台雕刻机和两台机械臂组成,通过与总控系统以及雕刻机和机械臂内部的相互通讯以及io信号线连接,能够智能、安全的完成开料任务;
8.贴标系统主要是由贴标软件通过与智能贴标系统plc通讯发送标签信息,贴标系统根据工件流动路径自动完成贴标;
9.自动清洁系统主要是通过废料输送皮带机、粉尘清扫机和吸尘系统将工件废料和多余粉尘做最大限度的清理;
10.安全系统主要是由安全围栏与任务执行设备通过io信号联机,以及任务、执行设备之间的安全保护措施来确保工作人员的人身安全。
11.进一步地,所述上料系统的数量为两个,所述上料系统由龙门真空移载机和辊筒输送线共同构成,在辊筒输送线横向间距之间设置平移台用于原材料相互转送。
12.进一步地,所述自动清洁系统上设置有废料通道和废料收集箱,且吸尘系统通过真空泵进行真空吸尘作业。
13.进一步地,所述贴标系统包括支撑座、安装架、电机、蜗轮减速机、同步轮、从动轮、
同步带、直线滑轨、安装座、标签打印机、拖链、定位块和锥形减震器,所述支撑座的数量为两个,两个支撑座的顶端分别与安装架底部的两侧固定连接。
14.进一步地,所述电机固定安装在支撑座上,所述电机的输出端与蜗轮减速机的输入端传动连接,所述蜗轮减速机的输出端与同步轮传动连接,所述从动轮通过支架固定安装在安装架上,所述同步轮与从动轮之间通过同步带传动连接。
15.进一步地,所述安装架上的正面与直线滑轨固定连接,所述安装座固定安装在直线滑轨上的滑座上,所述同步带上的一侧与安装座的一侧传动连接,所述标签打印机固定安装在安装座上。
16.进一步地,所述拖链的一端与安装架背面的一端固定连接,所述拖链的另一端与同步带的一侧活动连接。
17.进一步地,所述安装架正面的右侧与定位块固定连接,所述锥形减震器的右侧与定位块的左侧固定连接。
18.本发明提供了一种智能化木工柔性生产线,具备以下有益效果:
19.1、本发明通过控制程序将各项执行单元完美融合,极大的提高生产效率、降低人工成本、降低原材料损耗、节省设备占地面积,并且落地生产后开料工序无人化、智能化,对于生产环境、员工工作强度、生产效率等等都大有改善。
20.2、本发明所提供的生产线布局合理,使用方便,输送过程能够实现完全自动化,能够提高输送效率,降低人工劳动强度,避免依赖人工操作产生疏漏现象,有效确保板式家具原材料的开料质量。
21.3、本发明能够提升设备加工效率,减少错误率,保证产品质量,板件输送实时、准确、稳定,自动化、智能化程度高,能大幅度节约人力和物力,具有数据记录和统计功能,可实时显示生产状况和导出历史生产数据,便于分析优化生产。
附图说明
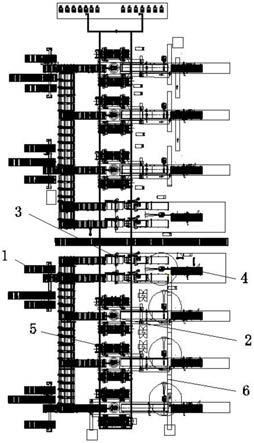
22.图1为本发明智能化木工柔性生产线的俯视图;
23.图2为本发明智能化木工柔性生产线的部分俯视图;
24.图3为本发明贴标系统的结构示意图。
25.图中:1、上料系统;2、总控系统;3、开料单元;4、贴标系统;5、自动清洁系统;6、安全系统;41、支撑座;42、安装架;43、电机;44、蜗轮减速机;45、同步轮;46、从动轮;47、同步带;48、直线滑轨;49、安装座;410、标签打印机;411、拖链;412、定位块;413、锥形减震器;。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.请参阅图1
‑
3,本发明提供了一种技术方案:一种智能化木工柔性生产线,包括上料系统1、总控系统2、开料单元3、贴标系统4、自动清洁系统5和安全系统6,上料系统1通过plc、触摸屏和传感器形成闭环,根据开料任务自动将板垛进行单张上料后,粘贴原材料标
签并输送到相应的开料单元3入口位置;
28.总控系统2主要通过总控工控机与开料单元3进行通讯连接,根据上料后相应入口的原材料开料任务,通过固定ip分配开料任务给开料单元3;
29.开料单元3主要由两台雕刻机和两台机械臂组成,通过与总控系统2以及雕刻机和机械臂内部的相互通讯以及io信号线连接,能够智能、安全的完成开料任务,本发明能够提升设备加工效率,减少错误率,保证产品质量,板件输送实时、准确、稳定,自动化、智能化程度高,能大幅度节约人力和物力,具有数据记录和统计功能,可实时显示生产状况和导出历史生产数据,便于分析优化生产;
30.贴标系统4主要是由贴标软件通过与智能贴标系统plc通讯发送标签信息,贴标系统4根据工件流动路径自动完成贴标;
31.自动清洁系统5主要是通过废料输送皮带机、粉尘清扫机和吸尘系统将工件废料和多余粉尘做最大限度的清理;
32.安全系统6主要是由安全围栏与任务执行设备通过io信号联机,以及任务、执行设备之间的安全保护措施来确保工作人员的人身安全,本发明通过控制程序将各项执行单元完美融合,极大的提高生产效率、降低人工成本、降低原材料损耗、节省设备占地面积,并且落地生产后开料工序无人化、智能化,对于生产环境、员工工作强度、生产效率等等都大有改善。
33.上料系统1的数量为两个,上料系统1由龙门真空移载机和辊筒输送线共同构成,在辊筒输送线横向间距之间设置平移台用于原材料相互转送,自动清洁系统5上设置有废料通道和废料收集箱,且吸尘系统通过真空泵进行真空吸尘作业,本发明所提供的生产线布局合理,使用方便,输送过程能够实现完全自动化,能够提高输送效率,降低人工劳动强度,避免依赖人工操作产生疏漏现象,有效确保板式家具原材料的开料质量。
34.贴标系统4包括支撑座41、安装架42、电机43、蜗轮减速机44、同步轮45、从动轮46、同步带47、直线滑轨48、安装座49、标签打印机410、拖链411、定位块412和锥形减震器413,支撑座41的数量为两个,两个支撑座41的顶端分别与安装架42底部的两侧固定连接,电机43固定安装在支撑座41上,电机43的输出端与蜗轮减速机44的输入端传动连接,蜗轮减速机44的输出端与同步轮45传动连接,从动轮46通过支架固定安装在安装架42上,同步轮45与从动轮46之间通过同步带47传动连接,安装架42上的正面与直线滑轨48固定连接,安装座49固定安装在直线滑轨48上的滑座上,同步带47上的一侧与安装座49的一侧传动连接,标签打印机410固定安装在安装座49上,拖链411的一端与安装架42背面的一端固定连接,拖链411的另一端与同步带47的一侧活动连接,安装架42正面的右侧与定位块412固定连接,锥形减震器413的右侧与定位块412的左侧固定连接。
35.通过贴标系统4的设置,将贴标系统4安装在皮带输送机上配合使用,能够对开料板材进行标签打印,通过电机43的运行驱动同步轮45转动,同时同步轮45和从动轮46之间通过同步带47传动连接,而安装座49通过直线滑轨48安装在安装架42上,在同步带47循环动作时带动安装座49在直线滑轨48上直线滑动,同时带动标签打印机410同步位移,以此对皮带输送机上的原料进行标签打印,能够根据生产线的运转状态进行保持同步动作,以此保证贴标签操作的稳定性,同时配合定位块412上的锥形减震器413使用,能够对位移过程中的安装座49进行阻挡实现换向动作,同时在接触定位块412时能够利用锥形减震器413进
行缓冲,以此提高对于位移动作过程中安装座的防护功能。
36.本发明通过控制程序将各项执行单元完美融合,极大的提高生产效率、降低人工成本、降低原材料损耗、节省设备占地面积,并且落地生产后开料工序无人化、智能化,对于生产环境、员工工作强度、生产效率等等都大有改善。
37.本发明所提供的生产线布局合理,使用方便,输送过程能够实现完全自动化,能够提高输送效率,降低人工劳动强度,避免依赖人工操作产生疏漏现象,有效确保板式家具原材料的开料质量。
38.本发明能够提升设备加工效率,减少错误率,保证产品质量,板件输送实时、准确、稳定,自动化、智能化程度高,能大幅度节约人力和物力,具有数据记录和统计功能,可实时显示生产状况和导出历史生产数据,便于分析优化生产。
39.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
40.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1