一种基于定位移动下料的智能发运系统装置及其控制系统的制作方法
1.本发明属于物料装车技术领域,特别是涉及一种基于定位移动下料的智能发运系统装置及其控制系统。
背景技术:
2.在物料运输行业,物料装车是整个行业的重要基础环节。在一些集装化物资的装车时,通过大型吊具、机械手等设备进行装车即可。但是一些物料的装车时却无法采用上述方式,例如粉状物料,如水泥、沙、或是其他颗粒状物料,在进行装车时,传统的装料装车时,司机需要在车里,对车辆进行人为操作,车外还需要一个指挥员进行具体的位置指挥,这样进行下料装车容易导致车厢内的物料分装不均,有时还需要人员上去将分装不均的物料进行摊平,整个过程十分麻烦。
3.另外,传统的下料过程中,有时候操作员与司机配合不好,导致下料头未提升上来,司机就开车,导致车厢拉扯下料头造成机械或人员损伤事故。
4.如何更为高效智能的进行颗粒化物料的下料装车控制,简化传统下料装车的繁琐度和降低人力劳累度,避免装料装车过程中的事故发生,成为需要解决的问题。
技术实现要素:
5.本发明的目的在于提供一种基于定位移动下料的智能发运系统装置及其控制系统,通过向车辆中进行定位分段式下料,配合智能轨道式称重系统,做到装料的精准移动定位牵引控制,中途定位化牵引移动车身,完成多段式下料控制,简化传统下料装车的繁琐度和降低人力劳累度,避免了装料装车过程中的事故发生。
6.为解决上述技术问题,本发明是通过以下技术方案实现的:
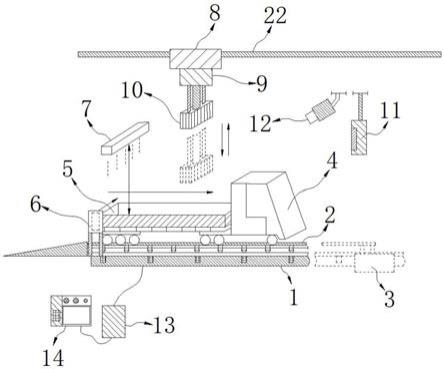
7.本发明为一种基于定位移动下料的智能发运系统装置,包括地磅传感机构和运输车辆,运输车辆包括车头和装料车厢,地磅传感机构上配合安装有牵引移动机构;牵引移动机构的一端连接有牵引驱动机构;地磅传感机构的一侧固定安装有用于装料车厢初始装料定位的横向光电传感机构;地磅传感机构的上方装设有用于监测装料车厢横向尺寸以及的监测装料车厢离地高度的第一信号传感机构;牵引移动机构的上方设置有纵向升降调节的下料机构。
8.装料场景内装设有用于显示提醒运输车辆位置状态的悬挂提示装置;装料场景内装设有若干用于监控车辆运动状态以及当前装料画面的场景高清监控装置;发运系统装置包括用于接收装料场景内的传感信息、输出驱动控制场景内相应装置、机构的主处理控制箱;装料场景内设置有与主处理控制箱相连的综合显示设备。
9.作为本发明的一种优选技术方案,装料场景内设有悬梁安装组件;悬梁安装组件上安装有纵向调节机构;纵向调节机构的下侧输出轴端侧连接有横向侧移调节机构,横向侧移调节机构的下侧轴杆与下料机构连接。
10.作为本发明的一种优选技术方案,牵引驱动机构内包括安装有编码器的牵引电
机,牵引电机通过编码器、传动组件驱动与牵引移动机构驱动配合连接;纵向调节机构内包括安装有编码器的升降电机,升降电机通过编码器、传动组件驱动与下料机构驱动配合连接。
11.升降电机和牵引电机都有涡轮蜗杆减速机构,同时具有制动功能,电机轴上安装有增量编码器,可以精准的控制移动距离。
12.下料机构上设有与原料供应机构相连通的下料通道,下料通道上设置有下料口阀门;下料机构上设有与除尘器相连通的收尘通道。
13.作为本发明的一种优选技术方案,司机配备有与自己货车唯一匹配的rfid卡片,综合显示设备上设有用于显示装料参数信息、当前装料状态以及装料驱动控制选择的总控显示屏;总控显示屏为触摸式显示屏;综合显示设备上设有用于司机刷卡的刷卡区域;综合显示设备上设有正常运行灯、异常运行灯和急停按钮。
14.作为本发明的一种优选技术方案,第一信号传感机构上包括有传感检测横向距离的横向光电传感装置和传感检测纵向距离的纵向光电传感装置;横向光电传感机构的上方设有一个用于监测运输车辆停车状态的高清监控摄像机;悬挂提示装置上设有用于观察当前运输车辆状态的显示屏和提示灯。
15.作为本发明的一种优选技术方案,综合显示设备内置无线传输模块,综合显示设备通过无线传输方式与远程的厂区结算地磅系统相连。
16.一种基于定位移动下料的智能发运控制系统,具体包括以下环节:
17.环节一,司机将空载货车开到地磅传感机构上方的牵引移动机构上,并根据行驶方向前方的悬挂提示装置上的显示、提示将车辆停放到位;
18.环节二,司机下车后,将与当前运输车辆唯一对应的rfid卡片放置在刷卡区域上,在综合显示设备的总控显示屏上显示当前运输车辆相关信息,并选择装车吨数和装车模式,按下启动按钮;
19.环节三,检测系统传感检测运输车辆的装料车厢尺寸,对当前运输车辆与rfid卡片刷卡车辆信息进行对比,判断当前车辆与刷卡车辆信息尺寸的一致性,并将相应信息传输显示在总控显示屏上,根据装料车厢尺寸和装料总重量,分析下料机构的下料次数;
20.环节四,检测系统检测完成后,控制系统通过地面上的牵引驱动机构对下料机构与装料车厢的相对位置进行调节;
21.环节五,定位调节完成后,纵向调节机构驱动下料机构下降到与装料车厢合适的高度距离,并开始进行卸料,卸料过程中通过横向侧移调节机构对下料机构进行横向移动调节,下料机构进行横向移动调节的同时下料机构线性上升,使下料机构与下料堆积料上表面之间始终保持安全合理的间距;
22.环节六,当纵向调节机构上的上升调节机构触发纵向调节机构内的上限位开关,或者下料机构单次卸料达到预设定的重量时,自动停止下料;
23.环节七,单次下料结束后,牵引驱动机构自动牵引处于牵引移动机构上的运输车辆前进至下一个下料位置,自动进行重复环节五、环节六的下料过程,直至装车达到预设的吨位;
24.环节八,下料完成后牵引移动机构牵引运输车辆至整个装料平台的末端限位处,综合显示设备、悬挂提示装置提示司机将运输车辆驶离装料平台。
25.作为本发明的一种优选技术方案,下料机构在卸料过程中,除尘器辅助配套设施同步开启,下料过程产生的灰尘经由收尘通道、伸缩收尘软管进入收尘器进行净化。
26.作为本发明的一种优选技术方案,综合显示设备通过网络传输方式与原料erp系统通信连接,原料erp系统与远程的厂区结算地磅系统进行通信连接,对到达远程厂区后的车辆货料重量信息与当前运输车辆的下料总量信息进行校验对比分析。
27.本发明具有以下有益效果:
28.1、本发明通过向车辆中进行定位分段式下料,配合智能轨道式称重系统,做到装料的精准移动定位牵引控制,中途定位化牵引移动车身,完成多段式下料控制,无需司机频繁挪动车辆,一键装料操作,简单方便;
29.2、本发明通过采用唯一卡片刷卡操作,并通过多方位传感检测机构进行车辆规格检测,对当前装料车辆进行车体校验操作,实现一车一卡的精准无误下料驱动控制操作;
30.3、本发明通过下料机构的接近式下料操作,线性化驱动控制下料机构在下料过程中的升降,以及通过内部化吸尘除尘对下料过程中的飞尘进行净化,降低下料过程中的外泄尘量。
31.当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
32.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
33.图1为本发明中的基于定位移动下料的智能发运系统装置的结构示意图;
34.图2为本发明中的综合显示设备的面板布局示意图;
35.图3为本发明中下料机构的部分结构示意图;
36.图4为本发明中智能发运系统的部分逻辑示意图;
37.图5为本发明中智能发运系统的部分逻辑示意图;
38.附图中,各标号所代表的部件列表如下:
[0039]1‑
地磅传感机构;2
‑
牵引移动机构;3
‑
牵引驱动机构;4
‑
运输车辆;5
‑
装料车厢;6
‑
横向光电传感机构;7
‑
第一信号传感机构;8
‑
纵向调节机构;9
‑
横向侧移调节机构;10
‑
下料机构;11
‑
悬挂提示装置;12
‑
场景高清监控装置;13
‑
主处理控制箱;14
‑
综合显示设备;15
‑
总控显示屏;16
‑
刷卡区域;17
‑
正常运行灯;18
‑
异常运行灯;19
‑
急停按钮;20
‑
下料通道;21
‑
收尘通道;22
‑
悬梁安装组件。
具体实施方式
[0040]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0041]
实施例一
[0042]
本发明中的自动装置工作原理:
[0043]
在熟料库已有地磅上,按照地磅长度铺设高密度钢导轨、滚轮,在上面架设承载机构,总高度在300mm左右,承载力、牵引力超过200吨。
[0044]
具体操控环节过程如下:
[0045]
(1)司机根据监控显示屏画面及指示灯提示将车辆停放到位。
[0046]
(2)司机在触摸屏上选择装车吨数和装车模式并按下启动按钮。
[0047]
(3)检测系统自动检测车厢尺寸显示在触摸屏上,同时计算出下料次数。
[0048]
(4)检测完成后,系统自动定位车厢与下料机构的相对位置。
[0049]
(5)定位完成后,下料机构自动下降到合适的高度开始卸料,卸料的同时下料机构缓慢上升,让下料机构始终保持一个安全合理的距离,直到达到上限位开关,或者设定重量自动停止下料。
[0050]
(6)第一次下料结束后,称重滑块自动牵引车辆至下一个下料位置,自动进行重复下料过程,直至装车达到预设的吨位。
[0051]
(7)下料过程中,辅助配套设施一并开启,将下料过程产生的灰尘经由伸缩收尘软管进入收尘器净化。总量达到设定值系统自动停止并上升至原高度。
[0052]
(8)下料完成后称重滚轮自动将车辆牵引至末端限位处,指示灯提示司机可将车驶离。
[0053]
本发明中的自动化装车系统,采用自动化控制、自动升降、放料、收尘、触摸屏控制、界面直观形象,一键启停,操作简单。全程视频监控操作可视化,更安全。
[0054]
本发明中的自动化装车系统可根据不同的车型可选择适当的工作模式,高位下料模式应对车顶有障碍物,料头无法下降到车厢的情况,低位下料模式应对车顶无障碍物,料头可以下降到车厢的情况。
[0055]
在本发明中,装车过程随时可按下紧急停止按钮,下料口阀门关闭,下料机构自动上升到上限位安全位置。确保紧急状况是能随时停机,控制系统集成了各种故障报警功能,当阀门、电机出现故障时,能自动停止运行。
[0056]
在本发明中,向车辆中进行定位分段式下料,配合智能轨道式称重系统,做到装料的精准移动定位控制,中途自动定位化移动车身,无需司机频繁挪动车辆,一键装料操作,简单方便。
[0057]
在本发明中,智能发运系统可通信erp系统,做到刷卡自动装车,自动读取刷卡信息,并记录装车吨数,可以与远程的厂区结算地磅检测系统进行相互校验,净重数偏差超过设定值时进行报警。同时本智能发运系统,能够减少一个装料操作岗位,降低企业成本。
[0058]
实施例二
[0059]
本发明中,可采用轨道式称重系统,综合市场上各类计量设备的优点,可因地制宜在各类场合施工安装。
[0060]
1、设备采用轨道加滚轮的移动方式和成熟的地磅称重结构相结合,彻底解决了移动式称重的难题。
[0061]
2、安装方式多样化,地上或者半地下的安装方式都可以,可根据现场实际情况选择不同的安装方式。
[0062]
3、计量精度达到
±
0.2%,达标率100%;对放料的流量、流速和库压没有要求。1t/
h
‑
1000t/h的流量范围内,都可以达到
±
0.2%的计量精度。
[0063]
4、使用高精度防水防尘传感器,任何场合均可使用。
[0064]
5、尤其适合于集装箱、火车罐车等要求零返车率的场合。
[0065]
6、本发明装置的称重下料系统操作简便易行,通过对流量阀的精准控制,具备柔性启停、平稳放料,抑制冲料的功能,避免了放料时出现的扬尘、冒灰情况。同时司机不用再上车顶观察装料量,提高现场装车的人员安全保障。
[0066]
7、本发明的称重系统可以接入工厂的dcs控制系统,以实现散装现场无人值守。该系统还预留多种数据接口可以便捷接入智能物流erp一卡通管理系统,对散装发运实现精细化管理,避免水泥发运过程中的各种漏洞,提高企业的信息化管理水平。系统可实现物料散装集中控制,上下游设备一键启停。
[0067]
实施例三
[0068]
在本发明装置的地磅机构、牵引机构实际安装过程中:
[0069]
1、地面承重基础施工,地面开挖16个1000mm*1000mm*1000mm基坑,300mm碎石垫层,500mmc20混凝土植筋基础。
[0070]
2、基础安装单个20t桥式称重传感器。
[0071]
3、传感器上方安装20mm厚度承重基钢板,板间螺栓连接。
[0072]
4、铺设轨道,轨道上安装滚轮汽车托盘及牵引机构。
[0073]
5、安装工位旁装设一个小控制室2平方米,安装电控柜,无尘操作。
[0074]
在本说明书的描述中,参考术语“实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0075]
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1