一种烟包小盒包装机内衬纸喷码装置及检测方法与流程
1.本发明属于卷烟设备技术领域,具体涉及一种烟包小盒包装机内衬纸喷码装置及检测方法。
背景技术:
2.yb417c型包装机是一种侧翻盖型硬盒烟包包装机械,其能完成双层20支中支烟的包装功能。yb417c型包装机在工作过程中,首先从烟库提取双层烟支组,其中每层10支,再将提取的烟支组经过内衬纸包裹后再装入侧面翻开的包装盒内,继续进入后续包装流程。整个包装工序组织严谨,在相应的工位上有空头/缺支检测、内衬纸检测、双层内衬纸检测、烟包缺失检测、包装盒缺失和烟支组外观视觉检测系统等质量检测点。然而在实际生产过程中仍然会有不合格的烟包流入下一道工序,在质量追溯过程中很难进行精确溯源,造成大量生产材料的消耗,同时也浪费了大量的人力。
技术实现要素:
3.针对上述现有技术存在的问题,本发明提供一种烟包小盒包装机内衬纸喷码装置及检测方法,该装置能在不影响原设备功能的前提下,能实现烟包的实时跟踪记录,可大幅度提高产品的可塑性;该方法步骤简单,能方便的实现对烟包的全时间段跟踪,可大幅度的提升企业的质量管理能力。
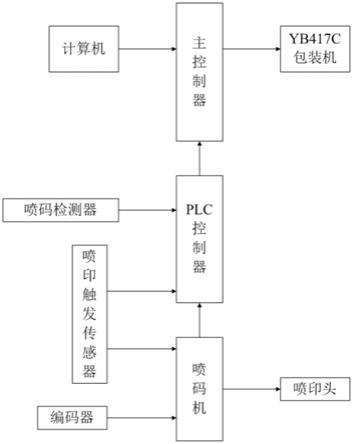
4.本发明提供一种烟包小盒包装机内衬纸喷码装置,包括计算机、yb417c包装机、主控制器、plc控制器、喷码检测器、喷码机和喷印触发传感器;
5.所述主控制器分别与计算机和yb417c包装机连接;
6.所述plc控制器分别与喷码检测器、主控制器和喷码机连接;所述喷码检测器安装在内衬纸下降通道下游段的一侧,且正对内衬纸内侧的一面设置;所述喷码机的喷印头安装在内衬纸下降通道中段的一侧;
7.所述喷码机与编码器连接,所述编码器安装在用于驱动输送导板的驱动辊的中心转轴上,用于检测内衬纸的角度信号;
8.所述喷印触发器分别与plc控制器和喷码机连接;所述喷印触发传感器安装在内衬纸下降通道上游段的一侧。
9.作为一种优选,所述plc控制器为s200plc控制器;所述喷码机为wolke m600型喷码机;所述主控制器为倍福控制器。
10.本发明结构简单,通过外加喷码机,能在内衬纸的内侧喷印数字码段,从而能方便的实现烟包的实时跟踪记录,极大的提高了产品的可塑性,并能方便企业的质量管理过程。通过喷码检测器的设置可以保证喷码作业的全面性,能避免漏喷的情况发生,还能在喷码设备故障时通过停机的方式进行提醒;通过喷印触发传感器的设置,能方便自动的控制喷码机和喷码检测器的动作,从而提高了喷码装置的自动化程度。
11.本发明还提供一种烟包小盒包装机内衬纸喷码检测方法,包括以下步骤:
12.步骤一:设置喷码机内部参数;
13.步骤二:通过主控制器控制yb417c包装机的启动;
14.步骤三:在正常烟支组进入裹包线且到达设定工位后,启动内衬纸供应系统;
15.步骤四:在内衬纸进入内衬纸下降通道中,并遮挡住喷印触发器后,喷印触发器同时向喷码机和plc控制器发出触发信号;喷码机收到触发信号向喷码机发出控制启动信号,喷码机在收到控制启动信号后通过喷印头在内衬纸上喷码;plc控制器收到触发信号后启动喷码检测器;
16.步骤五:通过人工检查喷码位置和内容是否符合工艺要求,如果不符合工艺要求,控制yb417c包装机停机、控制内衬纸供应系统停机、控制喷码机停机、控制plc控制器使喷码检测器停止工作,根据当前喷印情况修改喷码机内部参数,执行步骤二;如果符合工艺要求,执行步骤六;
17.步骤六:通过喷码检测器实时检测内衬纸上有无喷码码段,并在设定的检测周期内有喷码码段时向plc控制器发出高电平信号,在无喷码码段时向plc控制器发出低电平信号;plc控制器在接收到低电平信号后向主控制器输出剔除信号,主控制器在接收到剔除信号后控制yb417c包装机上剔除机构在后续工位进行剔除作业;如果在连续三张内衬纸上均未检测到码段的存在,plc控制器向主控制器输出停机信号,主控制器在收到停机信号后控制yb417c包装机停机,并校准喷码检测器和喷印头,调整后再执行步骤二;
18.步骤七:检测过程结束,yb417c包装机正常运行。
19.进一步,为了更有效的进行追溯,在步骤一中,喷码机内部参数包括喷头型号、墨盒型号、编码器类型、触发方式、喷印字体、喷印内容、喷印位置和编码参数。
20.本发明步骤简单,能在不影响原有机各项控制功能和烟包外观的基础上,实现了对yb417c型包装机生产产品的全时间段跟踪,提高了产品的可溯性,大幅提升了企业的质量管理能力,并能大幅的提高追塑效率。
附图说明
21.图1是本发明的电路原理框图;
22.图2是本发明中喷码装置的布置结构示意图;
23.图3是本发明中的检查方法的流程图。
24.图中:1、喷码检测器,2、喷印头,3、喷印触发传感器,4、内衬纸供应系统,5、内衬纸下降通道,6、输送导板,7、驱动辊,8、内衬纸料库,9、内衬纸扇形吸附块,10、包装星轮。
具体实施方式
25.下面结合附图对本发明作进一步说明。
26.如图1至图3所示,一种烟包小盒包装机内衬纸喷码装置,包括计算机、yb417c包装机、主控制器、plc控制器、喷码检测器1、喷码机和喷印触发传感器3;
27.所述主控制器分别与计算机和yb417c包装机连接;作为一种优选,所述计算机为工业计算机,其用于与主控制器进行交互通信,以便于操作人员向主控制器发出控制指令,同时,也能方便的将主控制器的处理过程和结果进行显示。
28.所述plc控制器分别与喷码检测器1、主控制器和喷码机连接;所述喷码检测器1安
装在内衬纸下降通道5下游段的一侧,且正对内衬纸内侧的一面设置;所述喷码机的喷印头2安装在内衬纸下降通道5中段的一侧;
29.所述喷码机与编码器连接,所述编码器安装在用于驱动输送导板6的驱动辊7的中心转轴上,用于检测内衬纸的角度信号;
30.所述喷印触发器分别与plc控制器和喷码机连接;所述喷印触发传感器3安装在内衬纸下降通道5上游段的一侧。
31.作为一种优选,所述plc控制器为s200plc控制器;所述喷码机为wolke m600型喷码机;所述主控制器为倍福控制器。
32.本发明结构简单,通过外加喷码机,能在内衬纸的内侧喷印数字码段,从而能方便的实现烟包的实时跟踪记录,极大的提高了产品的可塑性,并能方便企业的质量管理过程。通过喷码检测器1的设置可以保证喷码作业的全面性,能避免漏喷的情况发生,还能在喷码设备故障时通过停机的方式进行提醒;通过喷印触发传感器3的设置,能方便自动的控制喷码机和喷码检测器1的动作,从而提高了喷码装置的自动化程度。
33.本发明还提供一种烟包小盒包装机内衬纸喷码检测方法,包括以下步骤:
34.步骤一:设置喷码机内部参数;
35.步骤二:通过主控制器控制yb417c包装机的启动;
36.步骤三:在正常烟支组进入裹包线且到达设定工位后,启动内衬纸供应系统4;
37.作为一种优选,内衬纸供应系统4包括内衬纸料库8、内衬纸扇形吸附块9、输送导板6、内衬纸下降通道5和一对包装星轮10;所述内衬纸料库8中装有内衬纸,所述内衬纸扇形吸附块9的一端连通到内衬纸料库8的出料端,另一端连通到输送导板6的进料端,内衬纸下降通道5上端的进料端与输送导板6的出料端连通,一对包装星轮4相配合的调料在内衬纸下降通道5下端出料端的两侧。
38.步骤四:在内衬纸进入内衬纸下降通道中,并遮挡住喷印触发器后,喷印触发器同时向喷码机和plc控制器发出触发信号;喷码机收到触发信号向喷码机发出控制启动信号,喷码机在收到控制启动信号后通过喷印头2在内衬纸上喷码;plc控制器收到触发信号后启动喷码检测器1;
39.步骤五:通过人工检查喷码位置和内容是否符合工艺要求,如果不符合工艺要求,控制yb417c包装机停机、控制内衬纸供应系统4停机、控制喷码机停机、控制plc控制器使喷码检测器1停止工作,根据当前喷印情况修改喷码机内部参数,执行步骤二;如果符合工艺要求,执行步骤六;
40.步骤六:通过喷码检测器1实时检测内衬纸上有无喷码码段,并在设定的检测周期内有喷码码段时向plc控制器发出高电平信号,在无喷码码段时向plc控制器发出低电平信号;plc控制器在接收到低电平信号后向主控制器输出剔除信号,主控制器在接收到剔除信号后控制yb417c包装机上剔除机构在后续工位进行剔除作业;如果在连续三张内衬纸上均未检测到码段的存在,plc控制器向主控制器输出停机信号,主控制器在收到停机信号后控制yb417c包装机停机,并校准喷码检测器1和喷印头2,调整后再执行步骤二;
41.步骤七:检测过程结束,yb417c包装机正常运行。
42.进一步,为了更有效的进行追溯,在步骤一中,喷码机内部参数包括喷头型号、墨盒型号、编码器类型、触发方式、喷印字体、喷印内容、喷印位置和编码参数。
43.本发明步骤简单,能在不影响原有机各项控制功能和烟包外观的基础上,实现了对yb417c型包装机生产产品的全时间段跟踪,提高了产品的可溯性,大幅提升了企业的质量管理能力,并能大幅的提高追塑效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1