离心拆垛机及其拆垛方法与流程
1.本发明涉及一种离心拆垛机及其拆垛方法,属于包装机械领域。
背景技术:
2.目前的托盘包袋垛是一种常见的包袋码垛方式,能够方便再仓库内堆放及使用叉车搬运。码好的托盘包袋垛常规情况下为人工或机械进行拆垛输送。人工拆垛搬运速度低,时间长,成本高。
3.机械手拆垛速度在每小时400包左右,且对包装袋要求严格,速度达不到使用要求,故障率高。不适合大量包袋垛的拆垛作业。
4.其他快速包袋拆垛采用暴力方式直接倾倒,包袋之间也会挤压,甚至造成包袋的损坏。
技术实现要素:
5.本发明提供一种离心拆垛机及其拆垛方法,实现托盘包袋垛的包袋高速拆垛。
6.为实现上述目的,本发明采用的技术方案是:离心拆垛机包括旋转堆垛台,旋转堆垛台上放置码好物料包袋的托盘包袋垛,旋转堆垛台下方设有旋转轴承,旋转轴承下方为底座,底座上设置旋转驱动电机,旋转驱动电机与旋转堆垛台之间设置驱动传动机构,码好垛的物料包袋上方设有多个竖向的压袋气缸,压袋气缸压住除一个外的其余物料包袋,旋转堆垛台旋转中压袋气缸逐一释放其余物料包袋,旋转堆垛台一周侧的部分位置设置有收袋输送机。
7.作为优选,旋转堆垛台上设置有升降台,升降台与旋转堆垛台之间设置液压抬升机构,液压抬升结构为剪刀叉升降机构,液压抬升结构的下部设置抬升液压缸,所述托盘包袋垛放置在升降台上。
8.作为优选,旋转堆垛台设有三面围垛板,三面围垛板间互相垂直,另一空面位置设置有进出垛门板,门板由两对称门板组成,门板铰接于两侧围垛板边缘位置,门板与围垛板之间设有开闭门驱动。
9.作为优选,围垛板的后部设有围垛液压杆,围垛液压缸固定在围垛架上,围垛架上方设凌空的压包支架,所述压袋气缸的上端固定在压包支架上,围垛架随旋转堆垛台旋转时略过的范围与输送机间保持不接触。
10.作为优选,收袋输送机为弧形托辊输送机,围住旋转堆垛台至少四份之一的,弧形输送机的外边缘位置设有竖向的挡袋板,挡袋板随弧形输送机形状匹配,弧形输送机的尾部设有整形引导输送机,整形引导输送机后部连接主输送机输送物料包袋。
11.作为优选,收袋输送机高度处于围垛板最高位置的下方。
12.作为优选,旋转堆垛台中部设有通孔穿设气管和液压管,气管、液压管和压袋气缸的控制阀控制电路通过气电液三用滑环与外部的气源、液压站和电控装置相连。
13.离心拆垛机的拆垛方法,包括以下步骤:
1)将堆叠在托盘上码垛好的物料包袋垛放入离心拆垛机的旋转堆垛台上升降台,进出垛门板关闭,围垛板在围垛液压缸的推动下将物料包袋挤紧,整垛物料包袋的重心推移挤压到旋转堆垛台上的升降台上;2)液压抬升结构上升,将最上一层的物料包袋抬升出围垛板上方,压袋气缸将上层每个物料包袋都压住,旋转堆垛台由旋转驱动电机带动旋转;3)当转速达到设定数值,物料包袋也转到了指定位置,此时松开压住这个物料包袋的压袋气缸,物料包袋顺着挡袋板甩出到收袋输送机上;4)收袋输送机送物料包袋入整形引导输送机,整完形后送入主输送线,以此类推将物料包袋全部甩出,下一层由液压抬升结构顶出,进入下一个循环,最后完成整垛的拆垛工作;5)旋转平台停止旋转,围垛板后退松开,进出垛门板打开,托盘降到最下方,将托盘撤出,送入新的一垛进入新的拆垛工作。
14.进一步的拆垛方法,每个物料包袋的重心离旋转中心的距离都有差别,旋转驱动电机采用伺服电机控制甩出各个物料包袋时的转速,同时控制压袋气缸提起的时机,最后物料包袋从指定位置甩出到,甩出的物料包袋顺挡袋板以特定的长宽方向导入到圆弧形的收袋输送机上。
15.本发明的优点在于:采用高速离心方式将包袋甩出实现拆垛,拆垛速度高于机械手;离心方式包袋飞出落入接袋输送机,未甩出的包袋在压袋气缸挤压下不动,离心高速拆垛情况下不会造成包袋间的堆叠,不会造成输送机的再次输送;包袋接袋过程对包袋影响也小,具有很高的拆垛速度。
附图说明
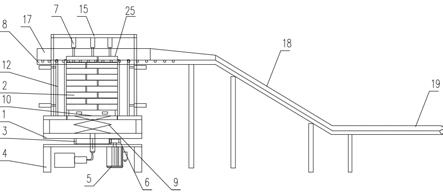
16.图1是本发明的侧面结构示意图,图2是本发明的拆垛机的俯视结构图,图3是本发明的旋转堆垛台上部结构侧面示意图,图4是本发明的旋转堆垛台上部俯视图,图5是本发明的旋转堆垛台下部结构侧面示意图,图6是本发明的旋转堆垛台下部俯视图,附图标记:1、旋转堆垛台,2、托盘包袋垛,3、旋转轴承,4、底座,5、旋转驱动电机,6、驱动传动机构,7、压袋气缸,8、收袋输送机,9、液压抬升机构,10、升降台,11抬升液压缸,12、围垛板,13、进出垛门板,14、围垛架,15、压包支架,16、围垛液压杆,17、挡袋板,18、整形引导输送机,19、主输送机,20、气电液三用滑环21叉车22液压站23液压管24气电管线25物料包袋26托盘。
17.具体实施方式
18.下面对本发明的具体结构进行进一步的说明:
本发明离心拆垛机,如图1和图2所示,旋转堆垛台1中央位置设有液压抬升机构9,液压抬升机构9上设置有升降台10,液压抬升结构为剪刀叉升降机构,液压抬升结构的下部设置抬升液压缸,托盘包袋垛2放置在升降台10上。
19.如图1、图4和图5所示,旋转堆垛台1下方设有旋转轴承3,旋转轴承3下方为底座4,底座4上设置旋转驱动电机5,旋转驱动电机5与旋转堆垛台1之间设置驱动传动机构6。旋转轴承3的转动圈部分上带有驱动传动机构6的从动齿圈结构,旋转轴承3的转动圈部分固定所述旋转堆垛台1,旋转轴承3的固定圈部分固定在底座上。驱动传动机构6的主动齿轮设置在旋转驱动电机5的驱动轴上,并与从动齿圈啮合传动。
20.如图1、图2、图3和图4所示,旋转堆垛台1设有三面围垛板12,三面围垛板12间互相垂直,另一空面位置设置有进出垛门板13,三面围垛板12及进出垛门板13围成空间位置在下部放置所述升降台10及液压抬升结构,上部为托盘包袋垛2的存放空间。门板由两对称门板组成,门板铰接于两侧围垛板12边缘位置,门板与围垛板12之间设有开闭门驱动。
21.三面围垛板12围成空间位置下方放置所述升降台10及液压抬升结构。三面围垛板12围成空间大于托盘包袋垛2最大外径,并留有前进后退的空间。
22.围垛板12的后部设有围垛液压杆16,围垛液压缸固定在围垛架14上。每组围垛板12对应一个围垛架14,围垛架14竖立固定在旋转堆垛台1的升降台一周,且不与升降机构间干涉。每个围垛架14有至少两根立柱及连接立柱的横向杆组成。
23.围垛架14在处于码好垛的物料包袋上方设有设凌空的压包支架15,压包支架15固定在三组围垛板12对应的围垛架14上。
24.多个竖向的压袋气缸7固定在压包支架15上,压袋气缸7的伸出杆端部朝下,并在端部设置压板结构压住物料包袋。旋转卸料时,压袋气缸7会逐一释放物料包袋。旋转堆垛台1一周侧的部分位置设置有收袋输送机9。收袋输送机9高度处于围垛板12最高位置的下方。
25.如图1和图2所示,收袋输送机9为弧形托辊输送机,围住旋转堆垛台1至少四份之一的,弧形输送机的外边缘位置设有竖向的挡袋板17,挡袋板17随弧形输送机形状匹配,弧形输送机的尾部设有整形引导输送机18,整形引导输送机18后部连接主输送机19输送物料包袋。围垛架14随旋转堆垛台1旋转时略过的范围与输送机间保持不接触。
26.旋转堆垛台1中部设有通孔穿设气管和液压管,气管、液压管和压袋气缸7的控制电路通过气电液三用滑环20与外部的气源、液压站和电控装置相连。气管用于提供压缩气源为压袋气缸7提供动力。液压管为液压抬升结构和围垛液压杆16提供液压动力。电路为控制机构提供控制信号及电源。
27.本发明离心拆垛机的拆垛方法,具体包括以下步骤:1)将堆叠在托盘上码垛好的物料包袋垛放入离心拆垛机的旋转堆垛台1上升降台10,进出垛门板13关闭,围垛板12在围垛液压缸的推动下将物料包袋挤紧,整垛物料包袋的重心推移挤压到旋转堆垛台1上的升降台10上;2)液压抬升结构上升,将最上一层的物料包袋抬升出围垛板1上方,压袋气缸7将上层每个物料包袋都压住,旋转堆垛台1由旋转驱动电机5带动旋转;3)当转速达到设定数值,物料包袋也转到了指定位置,此时松开压住这个物料包袋的压袋气缸7,物料包袋顺着挡袋板17甩出到收袋输送机9上;
4)收袋输送机9送物料包袋入整形引导输送机18,整完形后送入主输送线,以此类推将物料包袋全部甩出,下一层由液压抬升结构顶出,进入下一个循环,最后完成整垛的拆垛工作;5)旋转平台停止旋转,围垛板12后退松开,进出垛门板13打开,托盘降到最下方,将托盘撤出,送入新的一垛进入新的拆垛工作。
28.由于每个物料包袋的重心离旋转中心的距离都有差别,旋转驱动电机5采用伺服电机控制甩出各个物料包袋时的转速,同时控制压袋气缸7提起的时机,最后物料包袋从指定位置甩出到,甩出的物料包袋顺挡袋板17以特定的长宽方向导入到圆弧形的收袋输送机9上。
29.这套离心拆垛机理论速度能达到每小时2000袋以上,实用速度也能到每小时1200袋以上的速度,完全满足现今工业包装使用的要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1