一种管材自动装袋装置及其方法与流程
一种管材自动装袋装置及其方法
【技术领域】
1.本发明涉及管材直管的技术领域,具体地说,是一种新型的管材自动装袋装置及其方法。
背景技术:
2.管材在包装过程中人工需要将固定根数的大量管材一次性装进规定的包装袋中,由于管材较长,并且根数较多,人工在装袋过程中比较费时费力,并且为了确保管材装袋的美观性,人工在装袋完需要将整袋管材抖几下来保证包装的平整度,这样加剧了人工的体力损耗,极大影响了生产效率。
技术实现要素:
3.本发明的目的在于弥补人工在管材装袋过程中费时费力,并且抖包过程劳动强度大的缺陷,提供一种管材自动装袋装置及其方法。
4.本发明的目的是通过以下技术方案来实现的:
5.一种管材自动装袋装置,其特征在于,其主要包含总体支架与套袋口,套袋口与总体支架通过焊接连接;套袋口采用喇叭口设计,
6.左右两侧气缸支架与总体支架通过焊接连接,左右两侧夹袋气缸与左右两侧气缸支架分别通过两枚内六角螺丝连接固定;
7.前后两侧理管气缸支架与总体支架通过焊接连接,前后两侧理管气缸与支架分别通过四枚内六角螺丝连接固定,前后两侧托轮支架与前后两侧理管气缸通过螺纹连接。
8.总体支架由多根不锈钢管与不锈钢板焊接而成。
9.夹袋气缸与聚氨酯夹块通过两枚内六角螺丝连接固定。
10.左右两侧齿轮轨道与总体支架分别通过六枚内六角螺丝连接固定。
11.管材输送槽与总体支架通过焊接连接,管材输送槽由一块加厚不锈钢板折弯而成,前后两侧留有从底部一直开到上端的口供理管气缸托轮活动,中间左右两侧分别开有一个长方形口供侧送轮活动。
12.侧送轮的轴一端与管材输送槽板通过螺纹固定,另一头端与总体支架支架面通过螺纹连接,侧送轮采用铝材质,侧送轮在轴上可自由转动。
13.前后两侧托轮与前后两侧托轮支架采用转轴连接,托轮在转轴上可以自由转动。
14.推管小车,包含推斗,小车支架,伺服电机,同步带,小车活动轴,左右两侧轴承座以及左右两侧活动齿轮;
15.推斗与小车支架通过焊接连接,伺服电机与小车支架通过四枚内六角螺丝连接固定,伺服电机与小车活动轴通过同步带连接,左右两侧轴承座与小车支架分别通过两枚内六角螺丝连接固定,左右两侧轴承座与小车活动轴通过顶丝连接固定,左右两侧活动齿轮与小车活动轴通过销子和顶丝连接固定;推管小车通过左右两侧活动齿轮在左右两侧齿轮轨道上可以前后活动。
16.一种管材自动装袋的方法,其包含的技术步骤为:
17.当固定根数的管材从输送机构落到管材输送槽里,同时一头搭在小车的推斗上,前后理管气缸动作顶升两次再恢复原位将存在交叉的固定根数管材进行整理,然后人工将包装袋套在套袋口外边再启动左右两侧夹袋气缸,夹袋气缸伸出将聚氨酯夹块紧紧压在包装袋外边,随后伺服电机启动,通过同步带带动小车活动轴转动,从而左右两侧活动齿轮跟着转动,并带动整个小车向前运动,小车向前运动过程中,推斗推着固定根数的管材往包装袋里移动,左右两侧侧送轮以及前后两侧托轮保证了管材输送过程中的顺畅,当小车运动到最前端限位处,管材装袋完毕,最后小车沿原路返回,人工关闭左右两侧夹袋气缸,左右两侧夹袋气缸回缩,人工将包装袋从套袋口取下再进行袋口封口。
18.与现有技术相比,本发明的技术效果为:
19.本技术中的聚氨酯夹块材质较软,可以保证夹住包装袋不跑动,理管气缸可以凭借顶升动作将交叉的管子理顺,保证包装的平整度。
20.本技术的优点:设计新颖、构思合理,主要具有自动将大批管材装入包装袋的功能,同时结构简单、节省成本、对环境依赖性极小、安装操作方便,便于人员操作。
【附图说明】
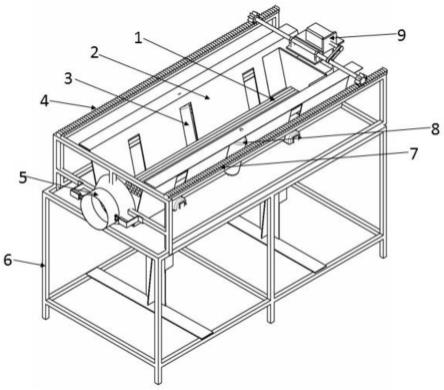
21.图1本装置的总体结构示意图;
22.图2本装置的总体结构侧视图;
23.图3本装置的夹袋机构细节图;
24.图4本装置的推管小车细节图。
25.附图中的部件标号为:1是固定根数的管材,2是管材输送槽,3是左侧侧送轮,4是左侧齿轮轨道,5是套袋口,6是总体支架,7是右侧齿轮轨道,8是右侧侧送轮,9是推管小车,10是前侧托轮,11是前侧托轮支架,12是前侧理管气缸,13是前侧理管气缸支架,14是后侧理管气缸支架,15是后侧理管气缸,16是后侧托轮支架,17是后侧托轮,18是小车支架,19是左侧活动齿轮,20是左侧轴承座,21是推斗,22是右侧活动齿轮,23是小车活动轴,24是同步带,25是右侧轴承座,26是伺服电机,27是左侧夹袋气缸支架,28是左侧夹袋气缸,29是右侧夹袋气缸支架,30是右侧夹袋气缸,31是聚氨酯夹块。
【具体实施方式】
26.以下提供本发明一种管材自动装袋装置的具体实施方式。
27.实施例1
28.请参见附图,一种管材自动装袋装置,其特征在于,其主要包含总体支架6与套袋口5,总体支架由多根不锈钢管与不锈钢板焊接而成;套袋口5采用喇叭口设计,套袋口5与总体支架6通过焊接连接。
29.左侧夹袋气缸28和右侧夹袋气缸30与左侧气缸支架27和右侧气缸支架29分别通过两枚内六角螺丝连接固定,夹袋气缸与聚氨酯夹块31通过两枚内六角螺丝连接固定,左右两侧气缸支架与总体支架6通过焊接连接。
30.左侧齿轮轨道4和右侧齿轮轨道7与总体支架6分别通过六枚内六角螺丝连接固定。
31.管材输送槽2由一块加厚不锈钢板折弯而成,前后两侧留有从底部一直开到上端的口供理管气缸前侧托轮10和后侧托轮17活动,中间左右两侧分别开有一个长方形口供左侧侧送轮3和右侧侧送轮8活动,管材输送槽2与总体支架6通过焊接连接。
32.左侧侧送轮3和右侧侧送轮8的轴一端与管材输送槽2的板通过螺纹固定,另一头与总体支架6支架面通过螺纹连接,左侧侧送轮3和右侧侧送轮8采用铝材质,侧送轮在轴上可自由转动。
33.前侧理管气缸支架13和后侧理管气缸支架14与总体支架6通过焊接连接,前侧理管气缸12和后侧理管气缸15与前侧理管气缸支架13和后侧理管气缸支架14分别通过四枚内六角螺丝连接固定,前侧托轮支架11和后侧托轮支架16与前后两侧理管气缸通过螺纹连接,前后两侧托轮与前后两侧托轮支架采用转轴连接,托轮在转轴上可以自由转动。
34.推管小车9的结构,其包含推斗21,小车支架18,伺服电机26,同步带24,小车活动轴23,左侧轴承座20和右侧轴承座25以及左侧活动齿轮19和右侧活动齿轮22。推斗21与小车支架18通过焊接连接,伺服电机26与小车支架18通过四枚内六角螺丝连接固定,伺服电机26与小车活动轴23通过同步带24连接,左右两侧轴承座与小车支架18分别通过两枚内六角螺丝连接固定,左右两侧轴承座与小车活动轴23通过顶丝连接固定,左右两侧活动齿轮与小车活动轴23通过销子和顶丝连接固定。推管小车9通过左右两侧活动齿轮在左右两侧齿轮轨道上可以前后活动。
35.本发明中的聚氨酯夹块材质较软,可以保证夹住包装袋不跑动,理管前侧理管气缸和后侧理管气缸可以凭借顶升动作将交叉的管子理顺,保证包装的平整度。
36.在生产过程中的具体实施过程如下:当固定根数的管材1从输送机构落到管材输送槽2里,同时一头搭在小车9的推斗21上,前后理管气缸12和15动作顶升两次再恢复原位将可能存在交叉的固定根数管材1进行整理,然后人工将包装袋套在套袋口5外边再启动左右两侧夹袋气缸,夹袋气缸伸出将聚氨酯夹块31紧紧压在包装袋外边,聚氨酯夹块31材质较软,摩擦力大,保证了包装袋在套袋口5上可以牢牢保持原位,随后伺服电机26启动,通过同步带24带动小车活动轴转动,从而左右两侧活动齿轮跟着转动,并带动整个小车9向前运动,小车9向前运动过程中,推斗21推着固定根数的管材1往包装袋里移动,左右两侧侧送轮以及前后两侧托轮保证了管材1输送过程中的顺畅,当小车9运动到最前端限位处,管材1装袋完毕,最后小车沿原路返回,人工关闭左右两侧夹袋气缸,左右两侧夹袋气缸回缩,人工将包装袋从套袋口5取下再进行袋口封口。装置动作完毕。
37.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员,在不脱离本发明构思的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1