一种电磁感应淬火生产线的制作方法
1.本发明属于自动化生产技术领域,具体地说涉及一种电磁感应淬火生产线。
背景技术:
2.轴状工件是机械生产加工领域经常使用的一种工件。传统的人工手动上料,需要多个工人进行摆放上料,耗费人力和工时,同时,难以确保上料的连续性,增加了生产成本。采用机械爪等机械设备上料时,由于工件外表面光滑,导致机械爪夹持不畅,同样无法满足轴状工件的上料需求。同时,轴状工件送入后续的淬火工序时需要进行定向且定量输送,目前一般采用人工方式实现,劳动强度大,工作效率低。
技术实现要素:
3.针对现有技术的种种不足,为了解决上述问题,现提出一种电磁感应淬火生产线。
4.为实现上述目的,本发明提供如下技术方案:
5.一种电磁感应淬火生产线,依次包括:
6.上料机构,实现轴状工件持续且有序上料;
7.输送机构,轴状工件经输送机构定向且定量的输送至感应加热机构,借助电磁感应线圈进行加热;
8.和出料机构,加热后的轴状工件淬火冷却后经出料机构实现自动出料。
9.进一步,所述上料机构包括上料机架,所述上料机架内侧设有提升组件,其外侧设有送料组件,所述送料组件将轴状工件有序排列并输送至提升组件,所述提升组件设为阶梯式结构,用于将轴状工件提升并输送至输送机构。
10.进一步,所述送料组件包括料盘和导向板,所述料盘倾斜设置,所述导向板相间隔的设有多个,且导向板沿着料盘的长度方向延伸,位于料盘上的轴状工件经导向板有序排列后输送至提升组件。
11.进一步,所述料盘的两侧设有第一挡板,且位于料盘两侧的第一挡板之间设有连接杆。
12.进一步,所述导向板可滑动的设于连接杆上,并通过锁紧螺钉固定。
13.优选的,所述导向板上设有供连接杆贯穿的通孔。
14.进一步,所述导向板上设有固定块,所述锁紧螺钉的末端贯穿固定块并与连接杆表面相抵。
15.优选的,所述固定块上设有2个锁紧螺钉,且2个锁紧螺钉分别位于导向板的不同侧。
16.优选的,所述导向板上设有2个固定块,且2个固定块分别位于连接杆的不同侧。
17.进一步,相邻导向板的间距依据轴状工件长度设定,以确保轴状工件呈卧式排列在料盘上。
18.进一步,所述导向板至少设有2个。
19.进一步,所述料盘与水平面的夹角为10
°‑
15
°
,且料盘的一端作为入料端,其另一端作为出料端,轴状工件经入料端滚落至出料端,且出料端与提升组件相接。
20.优选的,所述料盘的长度方向为由入料端到出料端的方向。
21.进一步,所述提升组件包括呈阶梯状分布的多层固定板,位于最低层固定板的顶端与料盘的出料端相接,位于最高层固定板的顶端与输送机构相接,相邻两层固定板之间设有可上下移动的提升板。
22.优选的,所述固定板与上料机架固连。
23.进一步,所述提升板的顶端在下移时与前层固定板的顶端齐平,且提升板的顶端在上移时与后层固定板的顶端齐平。
24.进一步,所述固定板和提升板的顶端均设有与料盘倾斜角度、倾斜方向相同的斜面。
25.进一步,所述提升板的底端与提升托板固定连接,且提升托板与提升气缸的输出端固定连接。
26.进一步,相邻的固定板和提升板之间留有间隙,且所述间隙小于轴状工件的1/3直径。
27.进一步,所述固定板和提升板的厚度均大于轴状工件的1/2直径。
28.进一步,所述上料机架内侧设有滑轨,所述提升板上设有与滑轨匹配的滑块。
29.进一步,所述输送机构包括轴向料道和推送组件,所述轴向料道沿着水平向设置,其包括用于输送轴状工件的输送组件和位于输送组件两侧的第二挡板。
30.进一步,所述轴向料道的入料端连接提升组件,所述推送组件位于轴向料道的出料端。
31.进一步,所述输送组件为输送带或滚动链条,且输送组件由电机驱动回转。
32.进一步,所述推送组件包括第一气缸、第二气缸和推送板,所述推送板与第一气缸连接,且推送板的移动方向垂直于轴状工件的输送方向,用于将轴状工件定量的自轴向料道推送至缓冲料道,所述第二气缸沿着缓冲料道的延伸方向伸缩,用于将轴状工件自缓冲料道推送至感应加热机构。
33.进一步,所述推送板包括一体成型的主板、第一分支板和第二分支板,所述主板与第二挡板平行设置,所述第一分支板、第二分支板平行且间隔设置。
34.进一步,所述第一分支板、第二分支板分别垂直于主板设置,且第一分支板、第二分支板位于主板的不同侧。
35.进一步,所述第一分支板上设有第一位置感应器,用于检测轴状工件是否到位。
36.进一步,所述第一气缸的伸缩方向垂直于轴向料道的延伸方向。
37.进一步,所述缓冲料道平行于轴向料道,且缓冲料道的横截面呈v型,便于稳定的承载轴状工件。
38.进一步,所述缓冲料道与轴向料道相接处设有第二位置感应器。
39.进一步,所述第一气缸、第二气缸分别通过第一安装板、第二安装板与轴向料道连接。
40.进一步,还包括缓冲组件,所述缓冲组件包括固定柱、旋转柱和缓冲板,所述旋转柱套设于固定柱的外围,其旋转柱可相对固定柱旋转,所述缓冲板的一端与旋转柱固连,其
另一端作为自由端,且缓冲板通过连接杆与推送板连接。
41.进一步,初始状态下,缓冲板的自由端与轴状工件表面相抵,阻止位于缓冲组件与轴向料道入料端的轴状工件输送至推送板,减少轴状工件对第一分支板的推力,当推送板将轴状工件自轴向料道推送至缓冲料道时,缓冲板在推送板的带动下转动,缓冲板的自由端与轴状工件表面分离,轴状工件在输送组件作用下输送至第二分支板,当推送板复位后,缓冲板的自由端与轴状工件表面相抵,同时,位于推送板和缓冲板之间的轴状工件在输送组件作用下输送至第一分支板。
42.进一步,所述缓冲板设为圆弧状。
43.优选的,所述缓冲板与推送板位于轴向料道的不同侧。
44.进一步,所述固定柱与第二安装板固连。
45.进一步,还包括分拣挡块,所述分拣挡块呈悬伸状且位于输送组件上方,所述分拣挡块与输送组件的垂直距离大于轴状工件的直径且小于轴状工件的长度,保证轴状工件定向排列输送。
46.进一步,所述轴向料道连接有与分拣挡块相对设置的回收料道,用于回收并输送经分拣挡块筛选的朝向错误的轴状工件。
47.进一步,所述分拣挡块通过安装座固设于第二挡板上。
48.进一步,所述分拣挡块设为圆弧状。
49.进一步,所述感应加热机构由内向外依次包括支撑套筒、电磁感应线圈和屏蔽套筒,所述轴状工件经缓冲料道推送至支撑套筒,所述电磁感应线圈设于屏蔽套筒的内壁,用于对轴状工件进行电磁感应加热。所述支撑套筒和屏蔽套筒形成双层半封闭隔热结构,保证热量不会过多散逸,提高加热效率。
50.进一步,所述支撑套筒包括多个间隔设置的筒体,且相邻的筒体之间通过定位杆连接。
51.进一步,位于相邻筒体之间的定位杆设有多个,多个定位杆沿着筒体的圆周方向均布。
52.进一步,所述定位杆与筒体的内壁相接,保证轴状工件能够顺畅输送。
53.优选的,所述支撑套筒为刚玉陶瓷支撑套筒,所述屏蔽套筒为聚四氟乙烯屏蔽套筒。
54.进一步,所述出料机构包括出料机架,所述出料机架上设有传送组件、出料底板和出料辅助板,所述传送组件包括传动连接的主动齿辊、从动齿辊和链条,所述链条的链节侧面设有沿着竖直方向延伸的第三挡板,所述出料底板固设于链节上方,且相邻链节上方的出料底板相互铰接,所述出料辅助板沿着链条平行且间隔设置,用于兜捞轴状工件,且出料辅助板和出料底板上均布沥水孔。
55.进一步,所述传送组件倾斜设置,传送电机与主动齿辊传动连接,带动链条实现回转。
56.进一步,所述出料辅助板垂直于出料底板设置,且出料辅助板的底部与出料底板固连。
57.进一步,所述链条设有2条,所述出料底板的两端分别与2条链条连接。
58.进一步,所述传送组件倾斜的设于冷却池上方,传送组件的底部位于冷却池内,传
送组件的顶部设有料仓,用于盛放经传送组件输送的轴状工件。
59.进一步,位于支撑套筒内的轴状工件经倾斜设置的输料套筒滚落至冷却池内。
60.进一步,所述支撑套筒靠近冷却池的一端设有测温仪,用于实时监测轴状工件的温度。
61.进一步,所述传送组件上方均布空气喷头,且空气喷头的喷孔垂直于出料底板,用于对出料底板上的轴状工件进行吹气。
62.进一步,所述空气喷头连通有进气管,且进气管连通有气泵。
63.进一步,所述空气喷头固设于支撑架上,且支撑架与出料机架通过加强筋连接。
64.进一步,所述支撑架平行于链条设置。
65.本发明的有益效果是:
66.1、借助上料机构、输送机构、感应加热机构和出料机构,实现轴状工件的自动上料、电磁加热和出料,自动化程度高,提高了工作效率。
67.2、采用提升组件和送料组件配合实现持续且有序上料,结构简单紧凑,提高工件的上料效率,降低用工成本和人工劳动强度,同时,通过设置第一气缸、第二气缸和推送板,对轴状工件进行定量自动输送,降低了劳动强度,提高了工作效率。
68.3、通过设置与推送板联动的缓冲组件,对轴状工件进行有序的阻挡,避免较多的轴状工件集聚在推送板和缓冲组件之间,减少轴状工件对第一分支板的推力。
69.4、在轴向料道上设置起分拣作用的分拣挡块,对轴状工件进行定向筛选,可以分拣朝向错误的轴状工件,保证每个轴状工件均横卧输送。
70.5、借助支撑套筒和屏蔽套筒形成双层半封闭隔热结构,保证热量不会过多散逸,提高加热效率。
71.6、采用传送组件进行轴状工件的输送,并且出料底板和出料辅助板能够随着链条运行,兜捞冷却池内的轴状工件,实现了轴状工件的自动出料,不仅显著降低了劳动强度,而且有助于提高生产效率。
72.7、出料辅助板和出料底板上均布沥水孔,在链条传送过程中,从轴状工件上沥除的水自沥水孔顺势重新流入冷却池内,实现初步沥水,当轴状工件传送至传送组件顶部时,由于链条回转运行,轴状工件顺势下落出料,自动化程度高。
附图说明
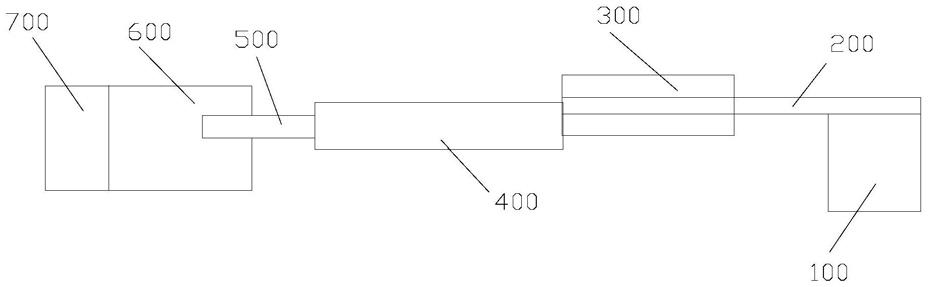
73.图1是本发明的整体结构示意图;
74.图2是上料机构的结构示意图;
75.图3是送料组件的右视图;
76.图4是输送机构的结构示意图;
77.图5是感应加热机构的结构示意图;
78.图6是出料机构与冷却池的装配示意图;
79.图7是出料辅助板和出料底板的装配示意图;
80.图8是出料机构与空气喷头的装配示意图。
81.附图中:100
‑
上料机构、200
‑
轴向料道、300
‑
推送组件、400
‑
感应加热机构、500
‑
输料套筒、600
‑
冷却池、700
‑
出料机构、800
‑
轴状工件、900
‑
料仓;
82.101
‑
上料机架、102
‑
料盘、103
‑
导向板、104
‑
第一挡板、105
‑
连接杆、106
‑
固定块、107
‑
锁紧螺钉、108
‑
固定板、109
‑
提升板、110
‑
提升托板、111
‑
提升气缸;
83.201
‑
输送组件、202
‑
第二挡板;
84.301
‑
第一气缸、302
‑
第二气缸、303
‑
主板303、304
‑
第一分支板、305
‑
第二分支板、306
‑
第一位置感应器、307
‑
缓冲料道、308
‑
第二位置感应器、309
‑
第一安装板、310
‑
第二安装板、311
‑
固定柱、312
‑
旋转柱、313
‑
缓冲板、314
‑
连接杆、315
‑
分拣挡块、316
‑
安装座、317
‑
回收料道;
85.401
‑
支撑套筒、402
‑
电磁感应线圈、403
‑
屏蔽套筒、404
‑
筒体、405
‑
定位杆;
86.701
‑
出料机架、702
‑
出料底板、703
‑
出料辅助板、704
‑
链条、705
‑
第三挡板、706
‑
沥水孔、707
‑
空气喷头、708
‑
支撑架、709
‑
加强筋。
具体实施方式
87.为了使本领域的人员更好地理解本发明的技术方案,下面结合本发明的附图,对本发明的技术方案进行清楚、完整的描述,基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的其它类同实施例,都应当属于本技术保护的范围。此外,以下实施例中提到的方向用词,例如“上”“下”“左”“右”等仅是参考附图的方向,因此,使用的方向用词是用来说明而非限制本发明创造。
88.实施例一:
89.如图1所示,一种电磁感应淬火生产线,依次包括上料机构100、输送机构和出料机构700,其中,上料机构100实现轴状工件持续且有序上料,轴状工件经输送机构定向且定量的输送至感应加热机构400,借助电磁感应线圈进行加热,加热后的轴状工件经倾斜设置的输料套筒500滚落至冷却池600内进行淬火冷却,最后,经出料机构700实现自动出料。
90.如图1
‑
图3所示,所述上料机构100包括上料机架101,所述上料机架101内侧设有提升组件,其外侧设有送料组件,所述送料组件将轴状工件有序排列并输送至提升组件,所述提升组件设为阶梯式结构,用于将轴状工件提升并输送至输送机构。采用提升组件和送料组件配合实现持续且有序上料,结构简单紧凑,提高工件的上料效率,降低用工成本和人工劳动强度。
91.具体的,所述送料组件包括料盘102和导向板103,所述料盘102倾斜设置,优选的,所述料盘102与水平面的夹角为10
°‑
15
°
,且料盘102的一端作为入料端,其另一端作为出料端,轴状工件经入料端在重力作用下滚落至出料端,且出料端与提升组件相接。同时,所述料盘102的两侧设有第一挡板104,且位于料盘102两侧的第一挡板104之间设有连接杆105。所述导向板103可滑动的设于连接杆105上,并通过锁紧螺钉107固定。所述导向板103相间隔的设有多个,且导向板103沿着料盘102的长度方向延伸,所述料盘102的长度方向为由入料端到出料端的方向,位于料盘102上的轴状工件经导向板103有序排列后输送至提升组件。也就是说,送料组件将轴状工件有序的输送至提升组件,既可以实现连续上料,又可以避免轴状工件表面损伤,保证了轴状工件的外观和质量。优选的,所述导向板103至少设有2个,实现轴状工件横向有序排列。
92.所述导向板103上设有供连接杆105贯穿的通孔,保证导向板103能够沿着连接杆105滑动,相邻导向板103的间距依据轴状工件长度设定,以确保轴状工件呈卧式排列在料
盘102上。同时,所述导向板103上设有固定块106,所述锁紧螺钉107的末端贯穿固定块106并与连接杆105表面相抵,以锁紧导向板103。优选的,所述固定块106上设有2个锁紧螺钉107,且2个锁紧螺钉107分别位于导向板103的不同侧。优选的,所述导向板103上设有2个固定块106,且2个固定块106分别位于连接杆105的不同侧。
93.所述提升组件包括呈阶梯状分布的多层固定板108,位于最低层固定板108的顶端与料盘102的出料端相接,位于最高层固定板108的顶端与输送机构相接,同时,所述固定板108与上料机架101固连。相邻两层固定板108之间设有可上下移动的提升板109,所述提升板109的顶端在下移时与前层固定板108的顶端齐平,且提升板109的顶端在上移时与后层固定板108的顶端齐平。所述上料机架101内侧设有滑轨,所述提升板109上设有与滑轨匹配的滑块。采用滑轨和滑块配合,既可以对提升板109的移动起到导向作用,又可以降低对提升板109的磨损。
94.所述固定板108和提升板109的顶端均设有与料盘102倾斜角度、倾斜方向相同的斜面,同时,所述固定板108和提升板109的厚度均大于轴状工件的1/2直径。所述提升板109的底端与提升托板110固定连接,且提升托板110与提升气缸111的输出端固定连接。也就是说,通过提升气缸111带动提升板109上下移动。轴状工件在重力作用下滚落至最低层固定板108上,然后从最低层固定板108滚落相对应的提升板109上,提升板109在提升气缸111的驱动下向上移动,此时,轴状工件从提升板109滚落至后层固定板108上,从而使得轴状工件从前层固定板108提升至后层固定板108上,然后提升板109在提升气缸111的驱动下向下移动,如此往复循环,将轴状工件逐级提升至最高层固定板108。为了减少摩擦,相邻的固定板108和提升板109之间留有间隙,优选的,所述间隙小于轴状工件的1/3直径。
95.实施例二:
96.如图1、图2和图4所示,所述输送机构包括轴向料道200和推送组件300,所述轴向料道200沿着水平向设置,其入料端连接提升组件,所述推送组件300位于轴向料道200的出料端。
97.所述轴向料道200包括用于输送轴状工件的输送组件201和位于输送组件201两侧的第二挡板202。其中,第二挡板202沿着轴向料道200的延伸方向设置,其在轴状工件800的输送过程中起到阻挡作用。所述输送组件201为输送带或滚动链条,且输送组件201由电机驱动回转。
98.所述推送组件300包括第一气缸301、第二气缸302和推送板,所述推送板包括一体成型的主板303、第一分支板304和第二分支板305,所述主板303与第二挡板202平行设置,所述第一分支板304、第二分支板305平行且间隔设置。所述第一分支板304、第二分支板305分别垂直于主板303设置,且第一分支板304、第二分支板305位于主板303的不同侧。具体的,第一分支板304位于输送组件201上方,且第一分支板304上设有第一位置感应器306,用于检测轴状工件800是否到位。
99.所述主板303与第一气缸301连接,即推送板在第一气缸301的作用下移动,且推送板的移动方向垂直于轴状工件800的输送方向(即所述第一气缸301的伸缩方向垂直于轴向料道200的延伸方向),用于将轴状工件800定量的自轴向料道推送至缓冲料道307,所述第二气缸302沿着缓冲料道307的延伸方向伸缩,用于将轴状工件800自缓冲料道307推送至感应加热机构400。具体的,所述第一气缸301、第二气缸302分别通过第一安装板309、第二安
装板310与轴向料道200连接。
100.相对应的,所述缓冲料道307平行于轴向料道200,且缓冲料道307的横截面呈v型,便于稳定的承载轴状工件800。所述缓冲料道307与轴向料道200相接处设有第二位置感应器308。所述第一位置感应器306、第二位置感应器308、第一气缸301和第二气缸302分别与控制终端通讯连接。
101.初始状态下,主板303与第二挡板202对齐,轴状工件800在输送组件201的作用下输送至第一分支板304,第一位置感应器306上传信号至控制终端,控制终端下达启动命令至第一气缸301,第一气缸301推动主板303移动,将与主板303相对应的轴状工件800自轴向料道经第二位置感应器308推送至缓冲料道307,与此同时,第二分支板305对后续输送的轴状工件800起到阻挡作用。第二位置感应器308上传信号至控制终端。控制终端下达复位命令至第一气缸301,主板303复位,被第二分支板305阻挡的轴状工件800输送至第一分支板304,第一位置感应器306上传信号至控制终端。此时,第二气缸302处于待机状态,通过第二气缸302将轴状工件800沿着缓冲料道307推送至感应加热机构400。缓冲料道307与感应加热机构400相接处设有第三位置感应器,用于控制第二气缸302复位。当第二气缸302复位后,重复以上操作。
102.实施例三:
103.如图1、图2和图4所示,本实施例与实施例二相同的部分不再赘述,不同的是:
104.所述输送机构包括缓冲组件,所述缓冲组件包括固定柱311、旋转柱312和缓冲板313,所述固定柱311与第二安装板310固连,所述旋转柱312套设于固定柱311的外围,其旋转柱312可相对固定柱311旋转,所述缓冲板313的一端与旋转柱312固连,其另一端作为自由端,且缓冲板313通过连接杆314与主板303连接。也就是说,缓冲组件与推送板联动。所述缓冲板313设为圆弧状。优选的,所述缓冲板313与推送板位于轴向料道200的不同侧。
105.初始状态下,缓冲板313的自由端与轴状工件800表面相抵,阻止位于缓冲组件与轴向料道200入料端的轴状工件800输送至推送板,避免较多的轴状工件800集聚在推送板和缓冲组件之间,减少轴状工件800对第一分支板304的推力。当主板303将轴状工件800自轴向料道200推送至缓冲料道307时,缓冲板313在主板303的带动下绕固定柱311转动,促使缓冲板313的自由端与轴状工件800表面分离,轴状工件800在输送组件201作用下输送至第二分支板305并对第二分支板305阻挡,当主板303复位后,缓冲板313的自由端与轴状工件800表面相抵,同时,位于推送板和缓冲板313之间的轴状工件800在输送组件201作用下输送至第一分支板304,输送机构恢复至初始状态。也就是说,在初始状态下,位于推送板和缓冲组件之间的输送组件201并非处于满负荷状态。
106.实施例四:
107.如图1、图2和图4所示,本实施例与实施例二、实施例三相同的部分不再赘述,不同的是:
108.所述输送机构包括分拣挡块315,所述分拣挡块315呈悬伸状且位于输送组件201上方,具体的,所述分拣挡块315通过安装座316固设于第二挡板202上,所述分拣挡块315设为圆弧状。
109.所述分拣挡块315与输送组件201的垂直距离大于轴状工件800的直径且小于轴状工件800的长度,保证轴状工件800横卧排列输送(即定向输送)。相对应的,所述轴向料道连
接有与分拣挡块315相对设置的回收料道317,且回收料道317倾斜设置,用于回收并输送经分拣挡块315筛选的朝向错误的轴状工件800,朝向错误的轴状工件800在分拣挡块315与输送组件201的作用下倾倒并滚落至回收料道317。
110.实施例五:
111.如图1、图4和图5所示,所述感应加热机构400由内向外依次包括支撑套筒401、电磁感应线圈402和屏蔽套筒403,所述支撑套筒401沿着水平向设置,轴状工件800经缓冲料道307推送至支撑套筒401,所述电磁感应线圈402设于屏蔽套筒403的内壁,用于对轴状工件800进行电磁感应加热。
112.具体的,所述支撑套筒401包括多个间隔设置的筒体404,且相邻的筒体404之间通过定位杆405连接。相对应的,位于相邻筒体404之间的定位杆405设有多个,多个定位杆405沿着筒体404的圆周方向均布。同时,所述定位杆405与筒体404的内壁相接,保证轴状工件800能够顺畅输送。
113.优选的,所述支撑套筒401为刚玉陶瓷支撑套筒,可承受大于1500℃的高温且不断裂,所述屏蔽套筒403为聚四氟乙烯屏蔽套筒,具有耐高温、热导率低的特点。借助支撑套筒401和屏蔽套筒403形成双层半封闭隔热结构,保证热量不会过多散逸,提高加热效率。
114.实施例六:
115.如图1、图4、图5、图6和图7所示,所述出料机构700包括出料机架701,所述出料机架701上设有传送组件、出料底板702和出料辅助板703,所述传送组件倾斜设置,优选的,其与水平面的夹角为20
‑
40
°
。所述传送组件包括传动连接的主动齿辊、从动齿辊和链条704,传送电机与主动齿辊传动连接,带动链条704实现回转。
116.所述链条704由若干链节传动连接组成,所述链节侧面设有沿着竖直方向延伸的第三挡板705,防止位于传送组件上的轴状工件掉落。所述出料底板702固设且平铺于链节上方,且相邻链节上方的出料底板702相互铰接,便于链条704顺畅回转。所述链条704相平行的设有2条,所述出料底板702的两端分别与2条链条70连接。所述出料辅助板703沿着链条704平行且间隔设置,用于兜捞轴状工件。具体的,所述出料辅助板6垂直于出料底板7设置,且出料辅助板6的底部与出料底板7固连。也就是说,第三挡板705、出料底板702和出料辅助板703相互配合形成容纳轴状工件的空间,加之,传送组件倾斜设置,避免轴状工件滚落。此外,出料辅助板703高于第三挡板705,即出料辅助板703延伸至第三挡板705外侧,便于兜捞轴状工件。优选的,出料辅助板703与第三挡板705的高度差为20
‑
40mm。
117.所述传送组件倾斜的设于冷却池600上方,传送组件的底部位于冷却池600内,传送组件的顶部设有料仓900,用于盛放经传送组件输送的轴状工件。具体的,位于支撑套筒401内的轴状工件经倾斜设置的输料套筒500滚落至冷却池600内,冷却池600内设有水平输送组件,水平输送组件带动轴状工件移动并冷却,由于传送组件回转运动,当轴状工件移动至传送组件的底部时,出料辅助板703兜捞轴状工件,当轴状工件传送至传送组件顶部时,由于链条704回转运行,轴状工件顺势下落至料仓900。也就是说,采用传送组件输送轴状工件,并且出料底板702和出料辅助板703能够随着链条704运行,兜捞冷却池600内的轴状工件,实现了轴状工件的自动出料,不仅显著降低了劳动强度,而且有助于提高生产效率。同时,出料辅助板703和出料底板702上均布沥水孔706,沥水孔706的直径为10
‑
20mm,在链条704传送过程中,从轴状工件上沥除的水自沥水孔706顺势重新流入冷却池600内,实现初步
沥水。此外,所述支撑套筒401靠近冷却池600的一端设有与控制终端通讯连接的测温仪,用于实时监测轴状工件的温度。
118.当轴状工件达到设定温度后,测温仪上传信号至控制终端,控制终端下达启动命令至第二气缸302,第二气缸302解除待机状态并推动轴类工件进入支撑套筒401,同时,位于支撑套筒401靠近冷却池600一端的轴类工件滚落至冷却池600,第三位置感应器上传信号至控制终端,控制终端下达复位命令至第二气缸302,第二气缸302复位。
119.在其他一些实施例中,出料底板702可替换为格栅,由于格栅本身具有栅格空隙,而栅格空隙可起到与沥水孔706相同的作用,因此,无需另设沥水孔706。
120.实施例七:
121.如图1、图6、图7和图8所示,本实施例与实施例六相同的部分不再赘述,不同的是:
122.所述传送组件上方均布空气喷头707,且空气喷头707的喷孔垂直于出料底板702,用于对出料底板702上的轴状工件进行吹气,缩短轴状工件的干燥时间,便于进入后续加工工序。
123.具体的,所述空气喷头707连通有进气管,且进气管连通有气泵。为了提高稳定性,所述空气喷头707固设于支撑架708上,所述支撑架708平行于链条704设置,同时,支撑架708与出料机架701通过加强筋709连接。
124.以上已将本发明做一详细说明,以上所述,仅为本发明之较佳实施例而已,当不能限定本发明实施范围,即凡依本技术范围所作均等变化与修饰,皆应仍属本发明涵盖范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1